德国HELLER加工中心孔加工位置度误差探析
2019-11-22孙伟
孙伟

摘要:指出了随着我国经济的不断向高质量方向发展,高端制造行业在国民经济中的比重日益提高,某汽车公司为提高产品生产质量,引进HELLER加工中心,在实际使用过程中,发现其在加工某型发动机缸体主轴承盖螺栓孔时,孔的位置度超差。通过CMM对某型发动机缸体主轴承盖螺栓孔进行检测,根据CMM检测报告,逆向分析出了产生超差的原因,并进行逐一排查,找出了其超差原因,并进一步改进了西门子加工程序,从而满足加工精度要求并实现了效率的提升。
关键词:CMM检测;缸体主轴承盖螺栓孔;位置度;西门子加工程序
中图分类号:TG659 文献标识码:A 文章编号:1674-9944(2019)16-0258-03
1问题描述
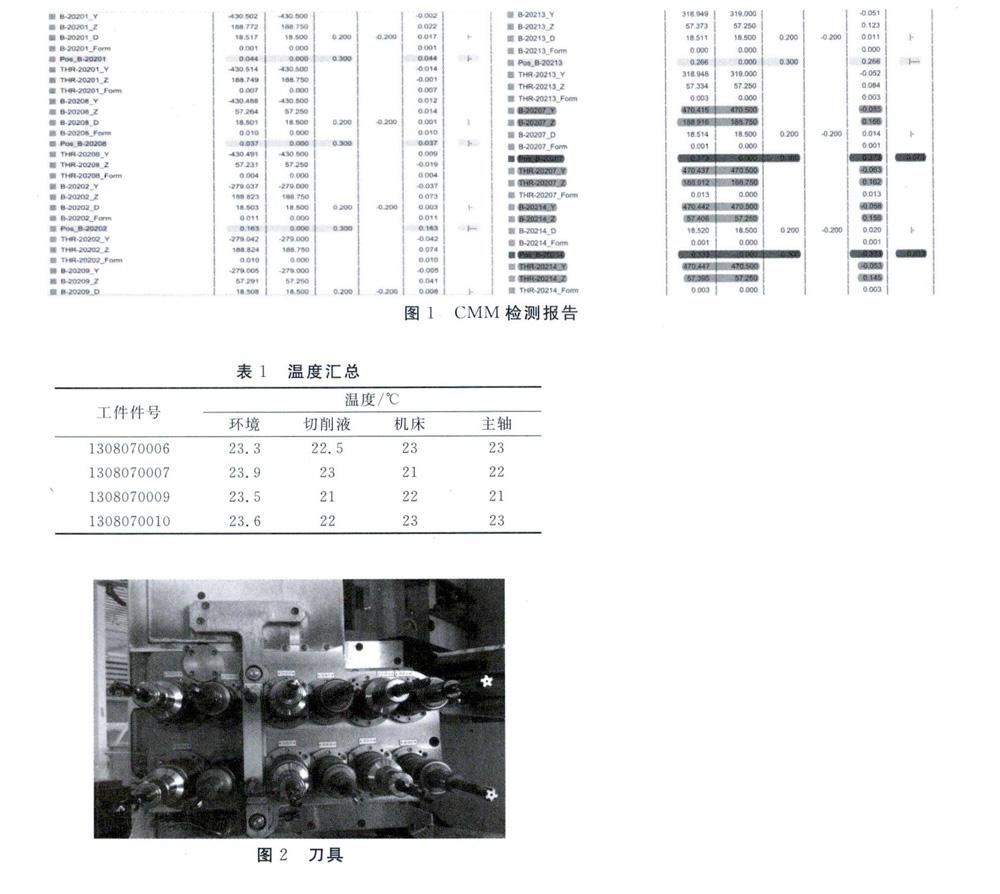
MPC400D 0P20加工中心在加工轴承盖安装螺栓孔的时候出现了位置度超差,根据CMM检测报告显示所在机床加工出来的轴承盖安装螺栓孔出现了位置度的超差,详情标识区域请见图1。
从图1中观察不难发现浅色区域都以接近上差,其余2个螺栓孔测量显示超差,该报告上的14个位置度有12个没有超差,但是已经非常接近上差了,剩下的2个位置度都超差了,这对发动机后期的定位安装造成了极大的影响。
2问题分析
根据我与现场技术人员在一起讨论以及查阅资料,对类似一些相同问题的分析,总结了可能导致该问题出现的原因:①加工温度(环境、机床、切削液、刀具温度等);②机床加工程序;③零点偏置;④刀具自身参数。3解决方案
方案1:分析现场加工温度对加工的影响,见表1。
从表1可知,加工温度一直恒定在22±2℃,所以排除了温度影响的因素。
方案2:分析机床加工程序对加工的影响,加工这14个轴承盖螺栓孔的刀具是D16/18.5/M18×2钻头/丝锥复合型刀具,刀号为HEAD6,见图2。
位置度由0.373优化到0.068;位置度由0.333优化到0.015;Z值由以前的0.166,0.156到了现在的0.024,0.007。
由第三个方案零点偏置,修正Y+0.331Z+0.142值,最终问题得到了解決。
