NMW 闪光对焊在硅钢及DC04 焊接中的应用
2019-11-22徐飞飞
徐飞飞,庞 建,王 成
(马钢股份有限公司冷轧总厂,安徽 马鞍山 243000)
随着冷轧产品结构的扩展,质量的高标准和严要求,对焊机的焊接性能也要求越高。虽然现在激光焊机已是冷连轧的主流焊接设备,但闪光焊机由其热效率高,在厚规格碳钢焊接方面质量稳定,同时也能满足部分硅钢1300、800、600 及DC04 的焊接要求。现就电工钢和DC04 焊接过程中常出现的问题进行分析,从设备、工艺的方面进行改进来保证焊接质量的稳定。
1 NMW1250 闪光焊机焊接原理简介
NMW1250 闪光焊机的整个焊接过程大致分为闪光过程(前期闪光和后期闪光)和顶锻过程。

图1 闪光焊接过程
焊接动作见图1,其包含(1)焊接前的状态(带钢对接状态),焊接的带钢端部相互之间仅需离开一点(要保证初始的间隙值G),固定机架和移动机架的电极分别夹紧。(2)电极之间施加电压,移动机架缓慢前进。(3)闪光过程:(前期闪光电压高/后期闪光电压低) 根据该过程,带钢端部仅有一点接触时,断路电流集中从该接触部分中流过,在局部短路电流流过时,会造成局部发热,在发热融化的瞬间产生飞溅即为所说的闪光(火花)。因闪光的发生,接触部分被断开,移动机架继续向前移动,进行下一个部分接触。从带钢端面产生不间断的闪光,结合部分也逐渐地被加热。(4)顶锻过程:该状态发生时,带钢端面的氧化膜和其它杂质也已被净化;而且是在高温状态下,快速地进行顶锻。(5)焊接完成:焊接电流断路。顶锻时,带钢相互间完全接触,有短路的大电流流过,一定时间后顶锻电流关断,焊接完成。
2 硅钢焊接常见问题分析及解决方法
1300、800、600 产品随着含SI 量的增多焊接难度越大,常出现的不良有:虚焊、夹杂、裂纹。
根据焊接过程常出现曲线图2,可以看出影响硅钢焊接因素有:(1)两侧初始间隙相差大,顶锻缸存在不同步现象;(2)在顶锻过程顶锻时间过长;(3)焊接电流不均匀。

图2 焊接不良曲线
通过对曲线分析:(1)焊接前的初始间隙的偏差越小越好;(2)关于顶锻项顶锻过程要快速、强力地进行:1:希望顶锻的速度能到达50 mm/sec;(3)单位顶锻力能达到6.0 kg/cm2。顶锻过程要达到的效果是被焊接的材料应该全面地,密实地按合起来:而且,焊接区的温度在材料的再结晶温度以下时进行加压、变形,焊接区、热影响区的过热组织得以细化,可以改善机械性能。(4) 顶锻电流使得被焊材料的对接面全面的融化,在接合面存在的氧化物等也被融化,并被分散、细化。
设备方面:(1) 针对以上机械方面应保证电极的修磨精度,保证焊接电流的均匀性,电极的修磨不仅要保证直线度同时焊机区域的平面度更重要;电极二次接触触头需性能良好。(2)检查钢是否有卡阻及液压阀的控制。
工艺方面:(1)顶锻长度(相对于同等规格的碳钢)适当增加保证了焊接氧化物能彻底挤出,焊接过程使用滴油焊接能防止材料焊接的快速氧化,同时焊后退火能使硅钢焊接后的组织部硬化。(2)硅钢受热的难溶性,在闪光阶段闪光点难以建立,适当增大焊接电流有利于焊接过程的顺利进行。
3 DC04 焊接常见问题分析及解决方法
DC04 是深冲压用钢,具有较大的延展性,适用于制造深冲压成形及加工复杂的零部件,但由于含碳量低,带钢硬度低易变形,在旋转剪切过程中带钢端部易变形,在焊接过程中电流加热不均,焊接效果差。
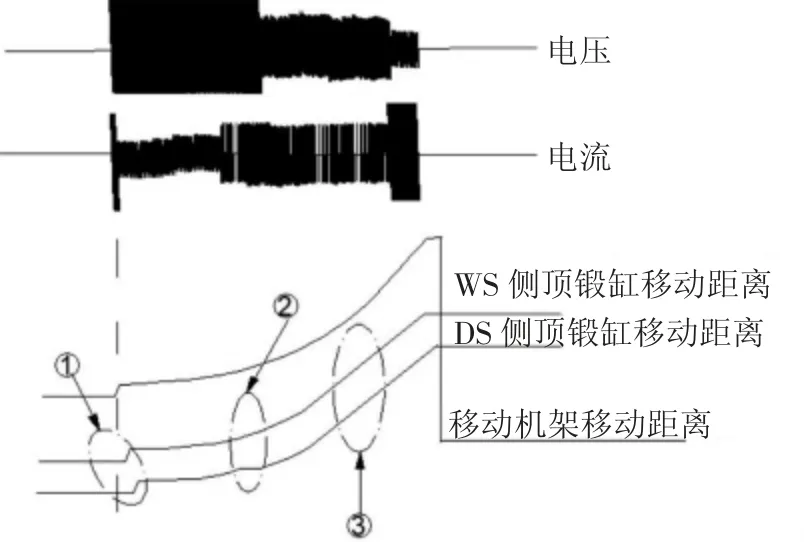
图3 DC04 焊接常见的曲线不良
通过图3 可以看出,(1) 焊接初始间隙过小易造成电流过大的短路报警;(2) 顶锻缸的位置反馈异常;(3)焊接曲线非二次曲线,且顶锻过程已消失。
从设备方面:(1)针对初始间隙偏小,调整顶锻缸的的旋转叉头;(2)电位计的输出异常,检查或更换电位计同时检查绝缘是否异常;(3)电气对伺服阀的流量控制及反馈出现异常,检查电气放大板及伺服阀状况;4、同时应保证旋转剪剪切的质量(确保在剪刃装配在精度要求的范围内),且对旋转剪剪刃进行润滑会减小剪刃与带钢的摩擦,能有效减小剪切后带钢的变形。
工艺方面:(1)在顶锻过程中常出现顶锻长度过长导致带钢头尾硬性接触,顶锻长度设定值(相对于同等规格普碳钢)需适当减小;(2)闪光阶段的电流值适当减小。
4 总 结
(1)在实际生产中针对600、800、1300 硅钢产品初始间隙应在给定范围的下限即1.0 mm 左右,设定焊接电流相对于同规格普碳钢应适当增大,且滴油退火焊接模式需投入。
(2)在DC04 的生产中,初始间隙相对于同规格碳钢应偏大,顶锻长度适当减小,焊接电流适当减小。
5 结 语
在日常维护中增加电极的压感试验以保证电极的整体平面度;剪刃装配的精度(端面跳动及圆跳)在要求的范围内,剪刃间隙保证在20~25 丝;焊接质量有异常时一般会显示在焊接曲线上有显示,需关注焊接曲线。以上仅为NMW 闪光焊机在实际焊机生产过程中的一些参考意见,具体的还需要从微观方面对焊缝组织进行分析,以便于更全面的了解在各种具体参数下的焊缝质量,从而得到更进一步的焊接优化。