加热炉自动化控制系统的应用与技术分析
2019-11-22韩明阳孙高原李雪松
韩明阳,孙高原,王 凯,李雪松
(河钢邯钢中板厂,河北 邯郸 056000)
1 轧钢厂加热炉的控制现状分析
1.1 轧钢加热炉的加热原理
加热炉是轧钢厂生产中不可或缺的重要设备之一,其主要作用是将钢坯加热至适合轧制的温度,随着钢坯本身温度的逐步提升,其变形抗力会随之降低,钢的可塑性会大幅度增强。以T12 钢为例,在室温条件下,其变形抗力约为600 MPa,当加热至1200 ℃后,变形抗力会下降到30 MPa,仅为室温的1/20,由此能够使轧机的生产效率显著提升,能耗也会随之降低。
1.2 加热炉的控制现状
对于轧钢加热炉而言,炉膛内的温度主要是由燃烧系统进行控制,通过对空气及煤气流量的调节,从而达到控制燃烧温度的目的。加热炉控制系统中的输入和输出量如表1 所示。
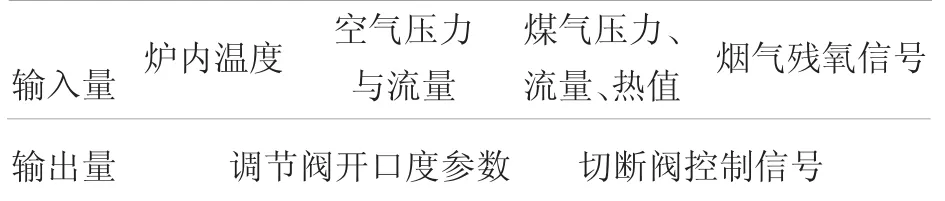
表1 加热炉控制系统输入/输出量
加热炉燃烧系统的特点体现在强耦合性和滞后性两个方面,加之参数之间存在互相干扰的情况,并且燃烧系统还会受到外界因素的影响,从而导致加热炉的燃烧效率并不理想。现阶段,轧钢厂加热炉采用的控制系统,一般都是以人为手动的方式对空煤配比系数进行设定,如果运行工况出现变化,那么很难保证控制系统的响应及时有效,偶尔会出现加热炉尾冒黑烟的现象,不但影响了燃烧效率,而且还会增大能耗。为有效解决这一问题,轧钢厂可对自动化控制系统进行应用。
2 加热炉自动化控制系统的应用及关键技术
针对轧钢厂加热炉燃烧控制存在的不足,本文提出一种自动化控制系统,皆在为了提高加热炉的燃烧效率,降低能耗。
2.1 系统构成及控制方式
本次开发的自动化控制系统主要是针对钢坯加热炉。自动化控制系统的组成部分如下:PLC、远程I/O 站、操作员站、通信网络等。在该控制系统中,PLC 是核心部分,可对相关的信号进行实时采集和处理,并且还能对钢坯进行定位控制。系统有两种控制方式,一种是手动,另一种是自动,在系统运行稳定的情况下,采用自动控制方式,而系统出现故障时,可转为手动控制。
2.2 具体应用
(1)在炉膛温度控制中的应用。钢坯加热炉分为上部供热段和下部供热段,利用热电偶对各段的炉温进行检测,以供热段的平均温度作为自动控制对象,各段的炉温变化主要是通过煤气流量的改变来实现,采用串级解耦的方法,对加热炉的燃烧控制系统进行优化,从而使炉膛内的低过剩空气能达到充分燃烧的目的。除此之外,炉膛温度控制系统还能对氧量信号实时接收,借助主从控制的方式,防止供热段出现干扰。
(2)在排烟温度控制中的应用。对于钢坯加热炉而言,排烟温度是较为重要的控制指标之一,如果该温度过高,容易引起设备损坏,若是该温度过低,则会使能源浪费,并且还会使炉压增大。为对加热炉的排烟温度进行自动化控制,可在三通阀上加装温度检测装置,该装置能够对烧嘴的工作状态进行自动检测。同时,为防止温度过高烧坏换热器,可在烟道上加装热电偶,对排烟温度进行测量,当温度超出设定的限值后,会自动发出报警提示。
(3)在残氧量控制中的应用。本系统中,对加热炉残氧量的控制主要是通过相关的仪器设备检测气氛含氧量,按照检测所得的数据,利用改变通风量的方式,调整混合气体中空气与燃料的质量比例。可以采用在线测量的方式,其优点是便于安装、基本不存在滞后性,能够避免空气渗漏对测量结果准确性造成的影响。
(4)在炉膛压力控制中的应用。当加热炉内部的压力升高后,可以通过远程控制的方式,对空气流量和煤气流量进行调节,并打开烟道闸板,使烟气排出量增大,这样便可有效降低炉膛内部的压力,从而确保加热炉稳定运行。各个燃烧段的温度,则可利用排烟调节阀进行自动控制。同时,为在现有的基础上,降低因炉膛内部压力偏离正轨引起的气氛紊乱几率,在系统设计中,可以加入自学习功能模块。
(5)在换向控制中的应用。这是钢坯加热炉中较为重要的一个控制环节,主要的控制对象为三通换向阀。在加热炉中,三通换向阀的作用是确保运行稳定,其具备定时换向、自动保护和报警等功能。如果三通换向阀的运行出现异常,则会对加热炉的运行安全造成影响,借助换向控制系统,可对三通换向阀进行自动控制,在设计时,按照定温度、定时间的原则,通过时序检测,实现控制目标。
(6)在联锁控制中的应用。本文所提出的加热炉自动化控制系统中,加入了安全联锁控制系统,其主要作用是提高加热炉的运行稳定性和可靠性,避免安全事故的发生。联锁控制分为三级,其中一级联锁的触发条件是燃烧压力或是炉膛内的空气压力过低,此时自动化控制系统会自行启动联锁控制功能,将煤气总管切断;二级联锁的触发条件是换向阀故障;三级联锁的触发条件是炉膛温度超高。
2.3 关键技术
在轧钢加热炉中,汽化冷却是不可或缺的重要装置,为对该装置的运行过程进行有效地控制,可采取如下技术措施:(1) 水位检测技术。对汽包的水位进行检测时,可以通过差压或是电接点等方法,将测点布设在汽包两侧。(2)压力控制技术。由汽包产生的蒸汽是经由压力调节阀进行排放,由此可以达到压力控制的效果。然而,若是汽包本身的压力超过限值,为确保汽包的安全性,控制系统则会开启放散阀,对蒸汽进行快速排放,从而降低汽包的压力。(3)除氧器调节与控制技术。在对除氧器的压力进行调节时,可以利用减压阀进行降压,然后由调节阀为除氧器提供蒸汽,这部分压力经由变送器检测后,会转换为电信号传给汽化冷却控制系统。(4)浓度监控技术。钢坯加热炉的操作者在工作时,可能会受到一氧化碳的影响,对此可在炉区两侧加装一氧化碳浓度监控报警器,当现场的一氧化碳浓度超标时,报警器会自动发出声光报警,提示操作人员。
3 结 语
综上所述,加热炉运行稳定与否直接关系到轧钢厂的生产能效,因此,轧钢厂可对自动化控制系统进行合理运用,借助该系统对加热炉的运行过程进行自动化控制。同时,可以采取有效的技术措施,对加热炉的汽化冷却装置进行控制。这样能够确保加热炉的运行安全、稳定、可靠。