12Cr1MoVG 集箱中频加热旋压收口工艺研究
2019-11-20周宝强
周宝强
(太原锅炉集团有限公司,山西 太原 030008)
在锅炉的制造中,12Cr1MoVG 集箱的制造占有相当重要的地位。集箱制造的关键又是端盖与钢管的制造。以前大都采用手工电弧焊、埋弧焊的方式焊接,焊接工作量大,焊接因是单面成形,根部质量难以保证。焊后必须进行无损检测,且探伤难度大,返修次数多,不仅如此,从端盖的下料,到外协加工和检验等一系列的过程,不仅浪费了材料,增加了成本,又使生产周期延长,从而成为整个锅炉的关键工序。目前,太原锅炉集团有限公司引进中频加热旋压收口设备用于集箱本体制造,采用两端旋压收口代替焊接端盖,减少了制造工序,缩短了制造工期,降低了制造成本,实现了产能提升及节约成本的既定目标。本文主要介绍保证12Cr1MoVG 集箱旋压收口热成形质量系列试验及结果,以及通过试验确定的热成形工艺。
1 12Cr1MoVG 集箱收口试验
试验所用材料为规格Φ273 mm ×25 mm 的12Cr1MoVG 合金钢管,长度3 m。12Cr1MoVG 钢管供货状态见表1,室温力学性能见表2。

表1 12Cr1MoVG 钢管热处理供货状态
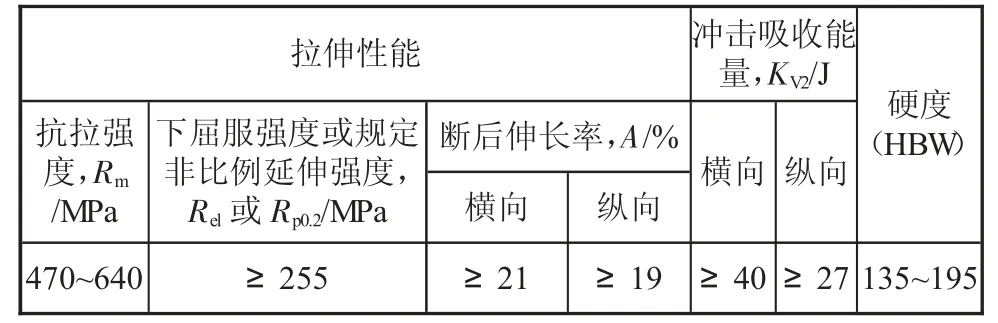
表2 12Cr1MoVG 钢管室温力学性能
拟定三种加热温度参数进行试验(见表3),加热设备为中频加热,方案1 的加热温度为(1 050±10)℃,方案2 的加热温度为(1 100±10)℃,方案3的加热温为(1 150±10)℃,三种方案的升温速度均为快速升温,最终成型温度控制在850 ℃以上,采用设备自带的红外线测温仪进行测温,成形后冷却方式采用空冷,收口热处理工艺见表3。收口完成后均进行(720±15)℃/h 的退火热处理。
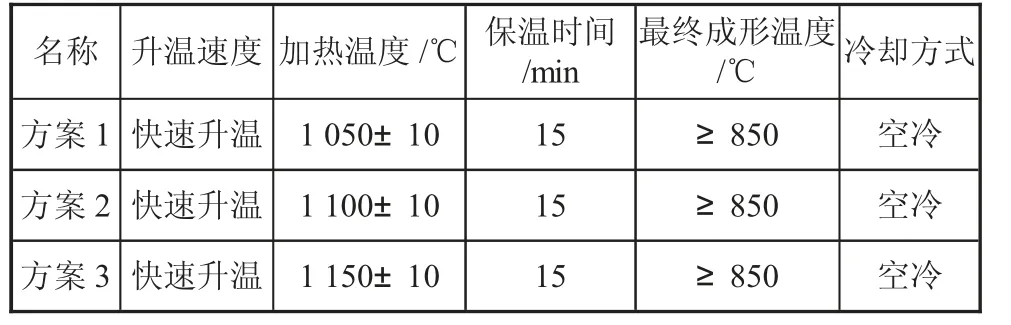
表3 收口加热工艺
2 力学性能及金相检测
2.1 取样位置
在加热过渡区、收口开始处、收口端部采用线切割方式制取冲击、金相、拉伸试样毛坯,取样位置见图1。
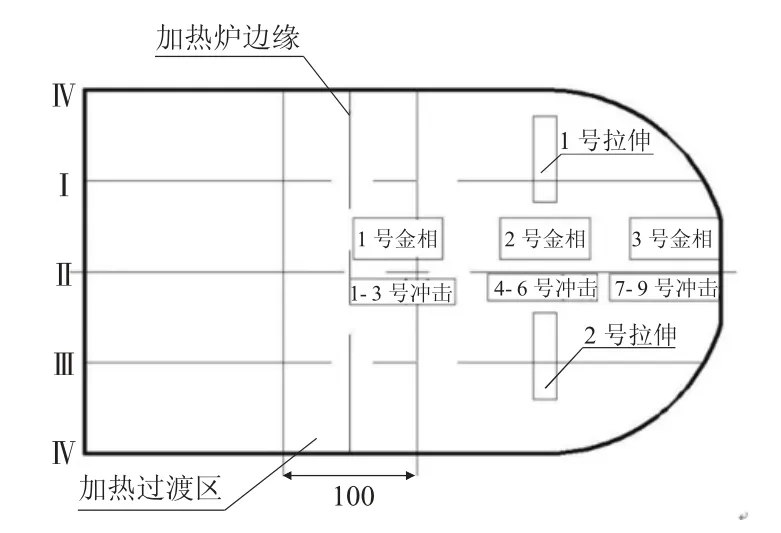
图1 试样位置图(mm)
2.2 力学性能试验
采用机加工方式加工为力学性能标准试样并进行试验,试验结果见下页表4、表5。
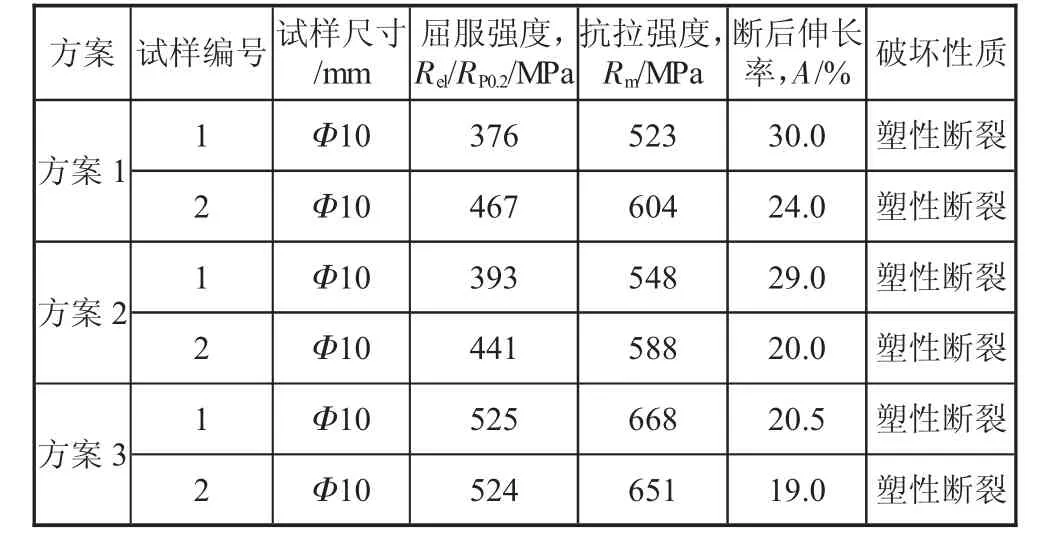
表4 拉伸性能检测结果
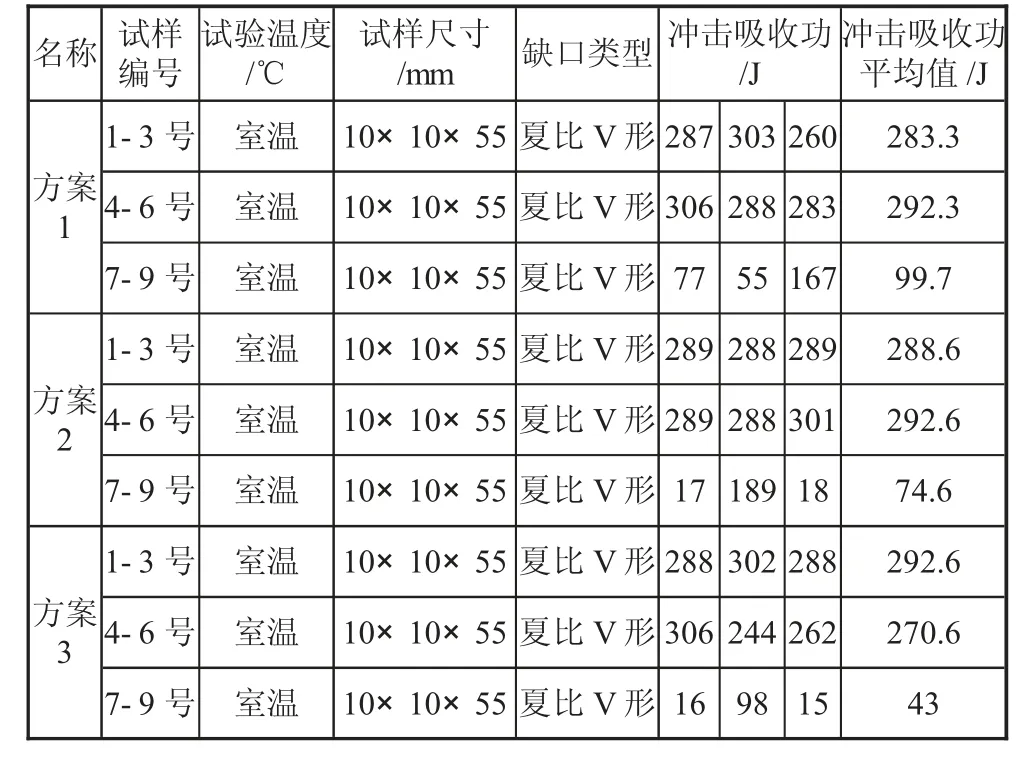
表5 冲击功吸收功
2.3 试验数据分析
1)方案1 各区域力学性能良好,符合材料标准要求;方案2 试样强度符合标准要求,断后伸长接近材料准下限,形变区3 个冲击值中两个低于标准规定,不合格;方案3 试样的屈服强度合格,抗拉强度超出了材料标准上限,断后伸长接近材料准下限。
2)方案形变区冲击值17 J、18 J、189 J,方案3 形变区冲击值15 J、16 J、98 J,均有两个低于标准规定,不合格。
3)加热温度过高时,力学性能明显恶化,加热温度达到1 100 ℃,形变区冲击值不合格,加热温度达到1 150 ℃时,抗拉强度超出材料标准要求的上限值,断后伸长率为材料标准的下限制。
2.4 金相及硬度检测
金相采用Axio Vert A1 显微镜进行拍摄,所有照片均为明场拍摄,浸蚀剂为4%硝酸酒精溶液;硬度采用美国威尔逊-BH3000-布氏硬度测试系统进行测量。检测结果见表6、图2—图4。
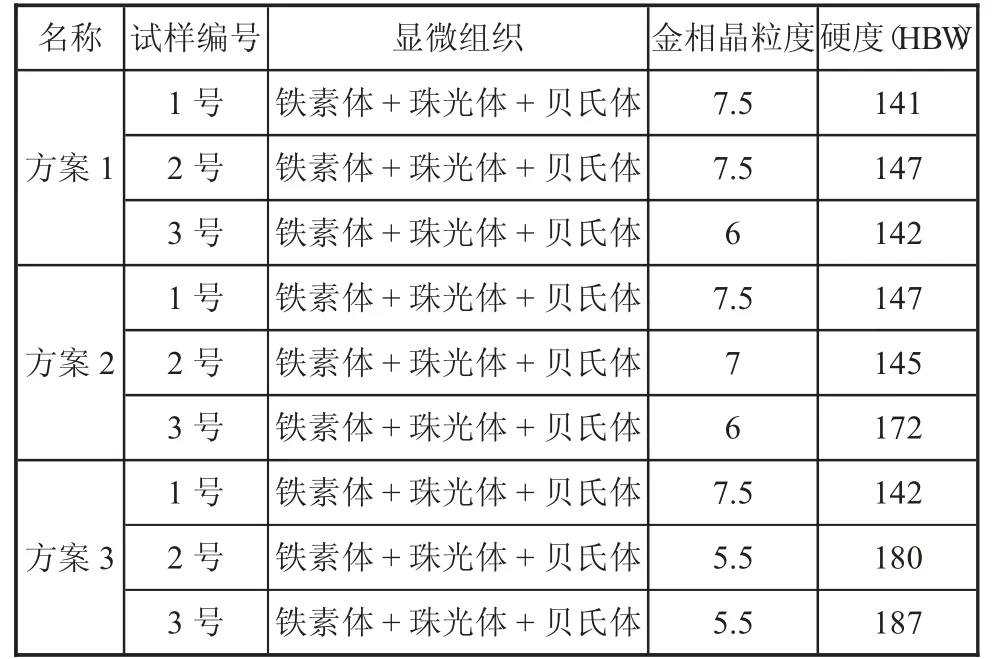
表6 方案1- 3 金相及硬度检测结果
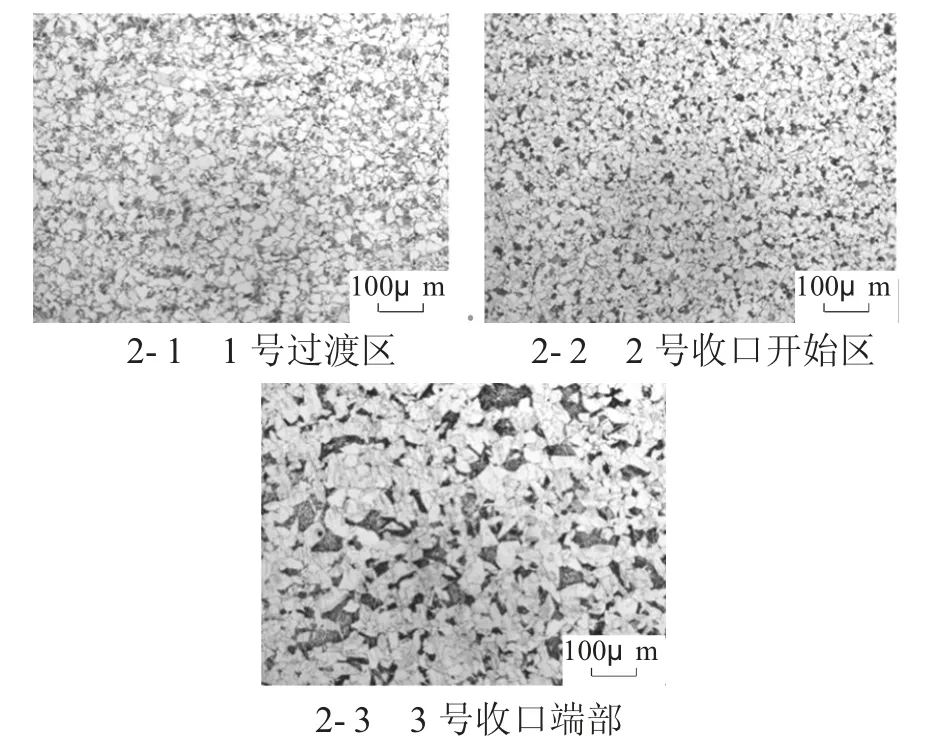
图2 方案1 金相组织
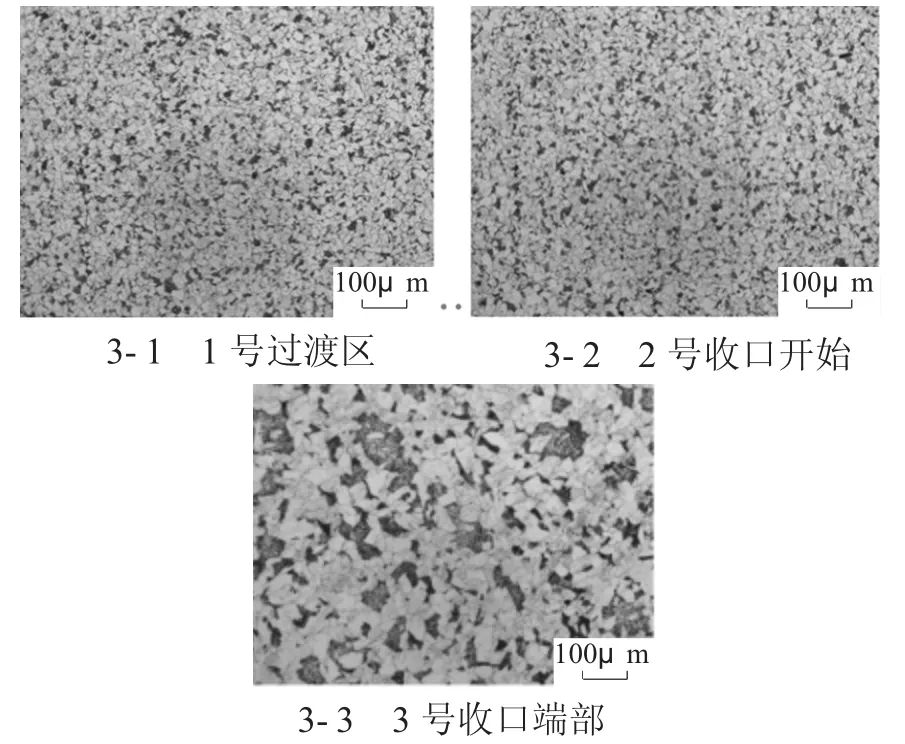
图3 方案2 金相组织
由金相及硬度检测结果可知,方案1—方案3的收口过渡区、收口开始区、收口端部的金相组织为铁素体+珠光体+贝氏体(见图2—图4),无超标的异常组织,从加热过渡区到形变区晶粒明显长大;随着加热温度的升高,收口开始区与收口端部的晶粒逐渐变大;随着加热温度的升高,各个区域的硬度值逐渐升高。
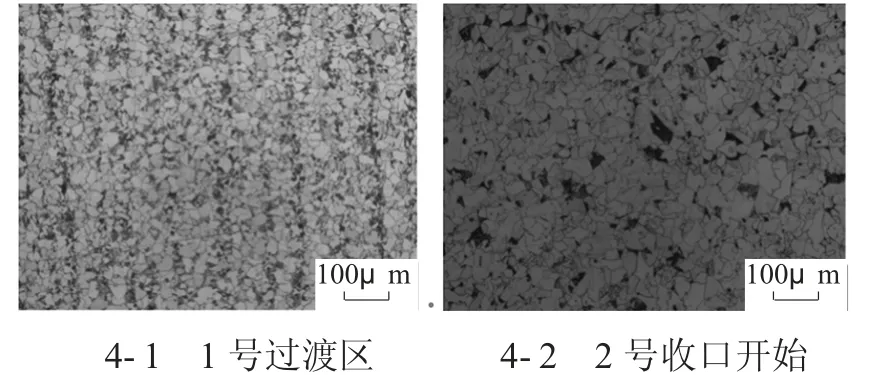
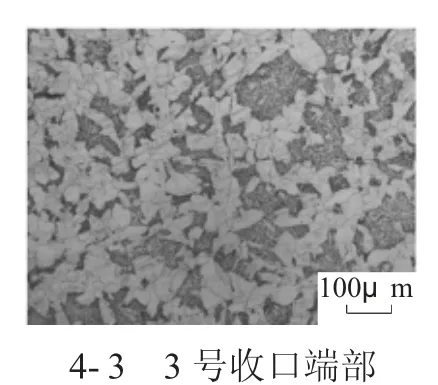
图4 方案3 金相组织
3 结论
1)“加热温度(1 050±10)℃,保温时间15 min,旋压收口下限温度850 ℃,成形后空冷”工艺能够保证12Cr1MoVG 集箱中频感应加热旋压收口热成形质量。
2)加热温度是影响集箱收口后性能的关键因素之一,加热温度高于1 090 ℃,形变部位力学性能恶化,晶粒明显长大,生产制造时应严格把控加热温度上限值。
