按钮注射模具设计
2019-11-11杨玉霞
杨玉霞
摘 要:对按钮塑件的结构进行了分析,根据塑件特点:一是塑件侧面有一个通孔,需要设计侧抽芯机构;二是塑件底面有一个圆形铜嵌件,需要在模具上进行固定。选用一模四腔,然后初选注射机,再设计分型面、浇注系统、脱模机构、成型零部件、其它零件以及选择模架。
关键词:按钮;侧抽芯;注射模具
中图分类号:TQ320 文献标志码:A 文章编号:2095-2945(2019)28-0082-02
Abstract: The structure of the button plastic part is analyzed according to the characteristics of the plastic part: first, there is a through hole on the side of the plastic part, which needs to design the side core-pulling mechanism; second, the bottom surface of the plastic part has a circular copper insert, which needs to be fixed on the mold. One mold and four cavities are selected, then the injection machine is selected, and the parting surface, gating system, demoulding mechanism, forming parts, other parts and mold base are designed.
Keywords: button; side core pulling; injection mould
1 零件分析
1.1 零件的结构
该制品外观呈鼠标状,底面有一个铜嵌件,在此采用间隙配合进行固定,在侧面上有一个通孔,需要有侧抽芯机构,如图1所示。由于制品的形状复杂,所以设计成一模四腔,有利于制品的推出和侧型芯的抽出。该制品材料选用ABS,精度要求一般,精度等级采用MT3级。
1.2 注射机的选择
选用注射机时,要使用现有设备,并且注射机各种参数要满足模具的需求。经UG建模分析零件的体积和质量:体积V零=4.66cm3,质量m零=V零×ρ=4.89g。
浇注系统凝料体积估算:一般按塑件的0.2~1倍来算,取0.6。型腔数量经设计为四腔,V凝=11.18cm3;m凝=11.74g。
零件与浇注系统凝料总体积和总质量:总体积V总=29.82cm3;总质量m总=31.30g。
由于注射机实际的注射容量达不到额定的注射容量,所以选择注射量稍大的注射机,在此选SZ-100/60型注射机。
2 注射模结构设计
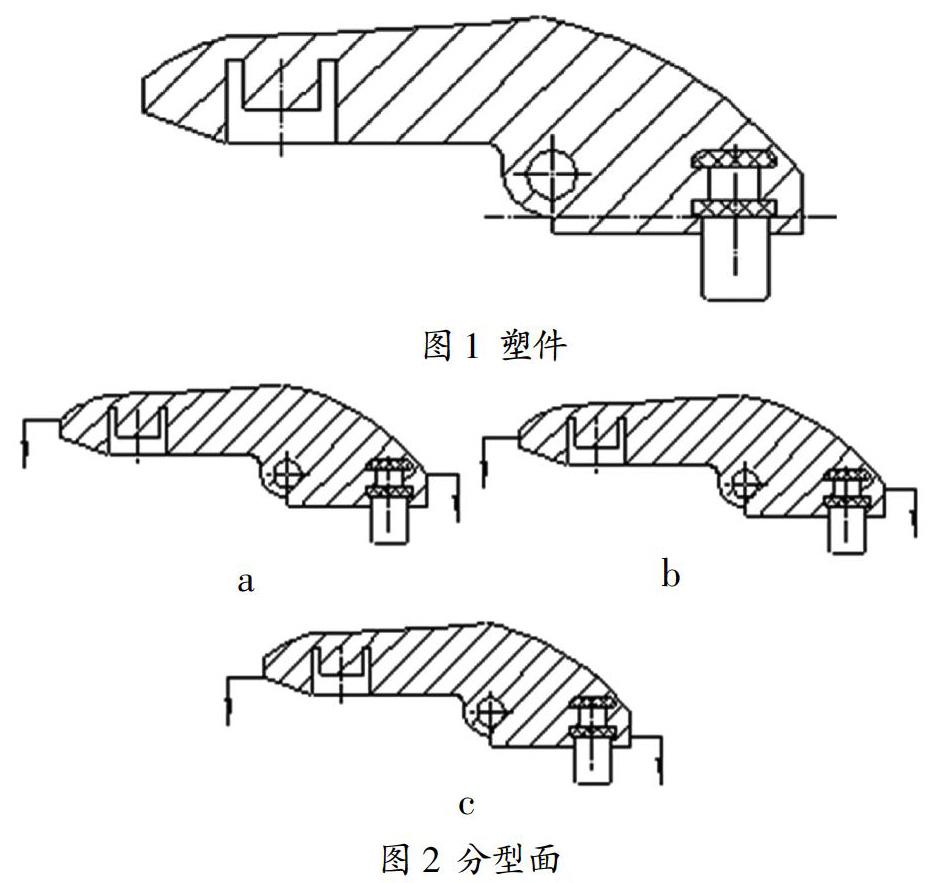
2.1 分型面的选择
由于本塑件形状复杂,主要有以下三种分型面,如图2所示。a图所示的分型面设在塑件的上表面,为曲面分型面,该分型面在侧孔的上边,有利于侧抽芯机构的设计;b图的分型面设在侧边的中间左右,虽然也有利于侧抽芯,但是不利于型腔的设计;c图的分型面,左边设在侧边最下方,右边设在台阶上方,该分型面是阶梯分型面,但是由于在侧孔下边,不利于侧抽芯机构的设计。综上所述,选择a图所示的分型面。
2.2 型腔设计
(1)型腔数的计算。型腔数的确定有很多种方法,通过注射机注射量计算就是其中一种,根据相关公式可得:Vg=100cm3;Vj=11.18cm3;Vz=4.66cm3。因为塑件形状不规则,且有侧孔,需要侧抽芯,为了保證塑件的精度与简化模具,在此选择一模四腔。
(2)型腔布局。型腔数目确定后,就要考虑它的布局,如果是一模多腔,还要考虑它的分布是否平衡,塑料熔体是否同时到达型腔,进入型腔时的温度是否一致。本模具设计的是一模四腔,并有侧向抽芯,为了使它分布均衡,选用I形分布。
2.3 浇注系统设计
(1)主流道设计。它通常是圆锥状,倾斜角度一般取2°~4°。为确保注射机喷嘴和主流道能够严密配合,避免漏料,通常将主流道与喷嘴接触的地方设计成球面凹坑,凹坑的半径R2=11mm,凹坑的高度h=3~5mm,主流道的上端直径d2=?覫4.5mm,下端的直径D=?覫8mm。为减少熔融塑料注入时的材料浪费和压力亏损,要尽可能的使主流道变短,常常选择在60mm之内。为削减物料转向分流道时产生的阻力,主流道下端要采用圆角,其半径r≈d2/8mm=0.56。
(2)分流道设计。为了减少工作量,简化模具,在此设计成半圆形分流道,设在下型腔上[1]。分流道宽度与主流道直径一样,高度h1=4mm,长度通常取主流道下端直径的1~2.5倍。因为本模具为一模四腔,所以需要两次分流,因此第一次分流的流道长度L≈(1~2.5)Dmm=14mm,第二次分流的流道长度L2=(1~2.5)Dmm=13.04mm,其表面粗糙度取Ra1.25~2.5?滋m。
(3)浇口设计。本模具一模四腔,壁厚不均匀,且形状不规则,为了加工方便,便于去除浇注系统冷凝料,所以采用侧浇口。其高度h2,中小型塑件常取0.5~2mm,取h2=1mm;宽度b,中小型塑件常取1.5~5mm,取b=2mm;长度l,一般取0.5~2mm,取l=1mm。
(4)冷料穴设计。冷料穴通常设置在主流道的末端和各分流道转弯的地方。在此选用带Z字形拉料杆的冷料穴。
2.4 脱模机构设计
(1)脱模力计算。根据厚壁圆形塑件断面脱模力计算公式得:F≈60N
(2)脱模机构的设计。由于本塑件形状不规则,壁厚,有凸臺和镶件,且分型面为阶梯状,为了便于脱模,减小脱模阻力,本模具采用推杆一次顶出机构。为了减少摩擦力和简化结构,本模具选用圆推杆。推杆长度是根据各板的厚度和制品推出所需的距离来设计的。推杆的直径常取Φ2.5~Φ12mm,经计算推杆直径d≈4mm。
2.5 侧向抽芯机构的设计
(1)抽拔力与抽芯距计算。抽拔力计算:将型芯抽离塑件侧孔所用的力叫抽拔力,经计算抽拔力:Q≈251.66N;抽拔距计算:侧型芯抽离塑件且不影响脱模所移动的距离:S=20mm。
(2)侧抽芯设计。此次选择斜导柱样式,将斜导柱安置在上模座与定模板之间、而滑块装在动模板的导滑槽内。
(3)斜导柱设计。斜导柱倾斜角α确定时要同时考虑抽芯距和斜导柱受到的弯曲力,取15°~20°,不大于25°。综合考虑取α=25°。计算得P=276.55N;斜导柱的直径d≈5.08mm。选择d=12mm,D=17mm,H=10mm的斜导柱。斜导柱长度L=86.07mm。
(4)滑块设计。本塑件侧孔不是很深,且孔径很小,为了加工方便,且便于更换,在此选用组合式,又因为型芯较小,且只有一个侧孔,选用嵌入式,通过销钉固定。压紧块作用是在合模后压紧滑块,防止注射时,滑块移动。为了省料,简化模具,在此采用螺钉固定的方式。为保证开模时压紧块和滑块立刻分离,斜导柱斜角要比楔块斜角小2°~3°。
2.6 其他零件的选用
(1)浇口套及定位圈的选择。按照定模板中间孔尺寸和注射机定位孔直径,选取直径为Φ16mm的浇口套,选取直径为Φ125mm的定位圈。
(2)拉料杆的选择。在此选用Z字形的拉料杆,其直径与冷料穴相同。同时为了将推出机构恢复到起始位置,以便于下一次注射成型的进行。所以选用复位杆复位,直径为Φ12.5。
(3)导向机构的设计。本模具较小,为确保合模的精确,选择导柱,导套这种导向装置来对模具合模进行正确引导。导柱有内导柱和外导柱的区别,注射模通常是设置在模具内部,所以选择内导柱。其导向部分直径为Φ20,材料选用碳素工具钢T10A。导套按其形式有带头导套和直导套两种,选用带头导套,其导向部分直径为Φ20,材料也是碳素工具钢T10A。
2.7 模架的选择
通过对注射模各部分结构的分析,工艺方案的确定,选用A2型的模架[2]。
型腔、型芯、导向机构和推出机构的分布,要确保互不干涉。模架的长和宽要以动模板为标准。
3 注射机参数校核
3.1 注射压力的校核
注射机注射压力:150MPa。ABS注射压力:70~90MPa,取80MPa。故注射机的压力满足要求。
3.2 锁模力校核
注射机的锁模力为600kN。
型腔内的压力随塑料熔体的注入逐渐变大,为确保模具不会被撑开,该压力要小于锁模力,该压力是浇注系统与制品在开模方向上的投影面积和型腔内压力相乘。
查《塑料成型工艺与模具设计》可知型腔内熔体压力[3]:P=45MPa,Pa=150MPa
塑料熔体注射时产生的压力:P总=151.02kN<600kN,故注射机的锁模力满足要求。
3.3 最大注射容量校核
注射机注射量为100cm3。
浇注系统凝料与制品总体积为:V=27.82cm3
27.82cm3<100×0.8cm3=80cm3,故注射机的注射容量满足要求。
3.4 开模行程的校核
由于本塑件侧面有一个通孔,需要侧向抽芯,为了保证侧向抽芯距离足够,我们要先比较抽芯所需要的开模行程H,与制品要脱模的距离H1和包括主流道里面的凝料制品的总高度H2两者之和[4]。如下:H 经比较可知抽芯所需要的距离H,小于制品要脱模的距离H1与包括主流道里面的凝料制品的总高度H2两者之和。开模行程校核:S≥H1+H2+(5~10)mm,带入数据得: 300mm>5+61.28+10mm=76.28mm 故注射机的开模行程S满足要求。 参考文献: [1]屈华昌.塑料成型工艺与模具设计[M].北京:高等教育出版社,2006. [2]许洪斌,樊泽兴.塑料注射成型工艺及模具[M].北京:化学工业出版社,2006. [3]吴生绪.塑料成形模具设计手册[M].北京:机械工业出版社,2018. [4]王敬艳.华塑CAE在塑料壳体模具设计中的应用与研究[D].塑料制造,2015.
