六西格玛管理在铝板带切边不良中的应用
2019-11-11位艳艳
位艳艳,刘 楠
(1.龙口南山铝压延新材料有限公司,山东龙口265706 2.山东南山铝业股份有限公司,山东龙口265706)
六西格玛概念由摩托罗拉公司的比尔·史密斯率先提出。此概念属于品质管理范畴,目的在于降低生产过程中产品及流程的缺陷次数,防止产品变异,提高品质。传统的质量改进方法直接对产品质量的优劣做出回应,却难以对生产过程中整体的输入变量识别主次并进行控制,导致产品质量改进效果不理想。六西格玛质量管理运用科学的方法论+完备的工具,即DMAIC改进模式,基于P-D-C-A(计划—执行—检查—处理)的循环对大量数据进行统计分析与预测,从而使整个改善过程都建立在对数据统计分析的技术基础之上,帮助技术人员以科学的方式认识问题、解决问题,以实现更佳的质量、更高的效率和更低的成本目标[1]。
本文以某公司纵剪线铝板带剪切过程中边部切边不良缺陷项目为例,介绍了六西格玛质量改进模式的实施过程,验证了六西格玛在质量改进方面的有效应用。
1 项目的定义阶段
铝合金带材的纵向剪切过程是精整车间主要加工过程。自2018年以来,该公司纵剪线铝板带剪切过程频繁出现切边不良、刀背印、夹铝、边浪等缺陷(以下统称“切边不良相关缺陷”),严重影响了纵剪线的生产效率,也造成一定的市场隐患。同时,因切边质量对后续产品的加工质量影响较大,为降低切边不良相关缺陷出现的频率,技术科联合生产、设备、质检等部门成立精益项目改善小组对纵剪线切边不良相关缺陷进行试验改善,力求将切边不良相关缺陷率(总卷数中有切边不良相关缺陷的比例)降低为 450×10-6。
该项目的意义在于:1)提高交货及时率,提高客户满意度,提升公司形象;2)提高成品率,保证产出;3)可以减少下一工序的生产风险;4)降低本工序调刀时间,提高设备利用率,降低生产成本。
2 测量与分析阶段
2.1 切边剪切原理分析
纵剪线圆盘剪的全称为圆盘式剪切机,其工作原理为带材以一定的运动速度做连续性的圆周运动,并形成了一对无端点的剪刃。圆盘剪切大致可分3个阶段:1)在弹性变形阶段,上、下刀刃挤压带材,使带材产生弹性压扁并略有弯曲,即塌角;2)随着刃口的不断靠近,带材达到屈服强度,产生塑性变形,得到光亮的剪切面;3)剪切继续进行,在刃口处产生应力集中发生断裂,产生无光撕裂面,在刀刃摩擦力的作用下带刀脱离,完成剪切过程,形成撕断面及毛刺。影响切边质量的关键特性是由剪切面各部分区域占比决定的,毛刺区域越小、剪切面与撕裂面比例接近1:2则说明切边质量越优。因此,确定该项目输出的关键质量特性Y为切边不良率。
2.2 测量阶段
通过对纵剪线生产流程进行细化梳理,得出影响切边不良的潜在影响因子X。对潜在影响输入因子X以及指标特性Y进行量化处理,判断它们对切边不良的影响及相关程度。运用C&E矩阵对指标特性Y实行1~9分的重要等级评分(表1)。根据各输入影响因子对输出指标特性的相关程度实行[0/1/3/9]的相关度评价:0为与结果过程无关;1为与过程结果仅有轻微影响;3为与过程结果有中度影响;9为与过程结果有直接或重大影响。由表1可以看出影响纵剪线切边不良的主要因素为刀具磨损、刀具重叠量、标刀精度、合适间隙以及刀套磨损。同时,利用失效模式分析对以上5个主要因子进行潜在失效模式及失效机理进行分析,并将以上3个因素作为分析阶段进一步判定影响程度的因子。

表1 因果矩阵图
2.3 分析阶段
运用所学的工具对所收集的数据进行整理和分析,利用 Minitab提供的工具对测量阶段的5个因子进行分析,确定关键的影响因素[2]。
1)通过卡方检验,对标刀精度因子进行验证。根据卡方检验结果分析,P=0.014,小于检验水准α=0.05,拒绝原假设,即标刀精度对切边不良有显著性影响,需对标刀人员进行技能培训。
2)通过单T分析检验,确认刀具及刀套磨损因子分析是影响切边不良的关键因子。
3)通过回归方程分析,重叠量目前现场运行数值符合理论数据,故认为与切边不良无明显相关性。重叠量现场运行数据与理论对比值,见表2所示。
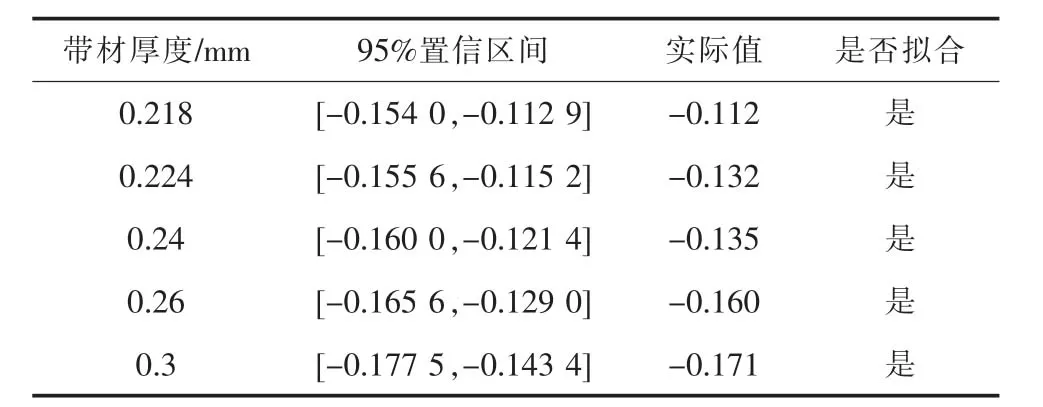
表2 重叠量现场运行数据与理论对比值
4)根据运行数据可知,理论间隙值与带材厚度呈正比例关系,即 ΔX=h×(9%~11%)[3]。但实际配刀间隙不满足理论配刀间隙值,且间隙误差与使用刀套数成弱正相关关系,即配刀间隙与刀套及刀面磨损有明显相关性。
通过分析阶段的验证与因子分析,确定了刀套磨损、刀具磨损和标刀精度、配刀间隙4个因子是导致切边不良的关键因子,需要在改进阶段中予以解决与控制。
3 改进与控制阶段
根据测量及分析阶段得出的结论和数据,针对4个关键影响因子作出以下改善与控制。
1)调整标刀精度。根据数据统计及现场实操考核,评选配刀“明星”,对班组人员进行重新整编,对配刀主操及副操进行最优化配比,减少因人员技能不足造成切边不良相关缺陷的比例,做到班班有帮带。
2)预防刀具磨损。制定刀具维护方法:刀具使用完毕后应进行外圆磨削。磨削后的刀具首先应进行尺寸确认,再涂抹防锈油并使用PE膜进行包裹,悬挂存放。刀具使用前应对刀具表面及刀刃情况进行检查,如果存在有锈蚀或锈点,应使用油石配合除锈剂进行表面除锈(修端面尽量不修外圆,以防刀刃损伤),以达到刀具使用标准。配刀时需要严格注意刀具的防护,禁止磕碰,防止刀刃伤手。刀具装配时,确保刀具表面清洁到位,剪切刃面无磕碰伤,刀刃锋利。配刀完成测试剪切时,重叠量设定原则从大到小依次测试,防止直接设定的重叠量不合适造成的啃刀问题。
3)改善刀套磨损。(1)根据目前状况,暂未报废刀套,但由于皲裂及高点已存在无法消除,特制定刀具/刀套使用管理办法及刀套维护保养方法,避免因检查不到位使用不符合要求的刀套。(2)在嵌入式刀轴配刀过程中,除刀具临近刀套外,将其余刀套更换为大尺寸钢环,以减少刀套磨损带来间隙不稳定。
4)配刀间隙整改。寻找合适的间隙补充材料,如美铝塑料垫片及铝箔厂不同厚度铝箔产品,利用间隙补充材料补偿刀套磕碰造成的高点(打磨无法消除),减少刀具垂直倾斜带来的圆周间隙变化。
4 结论
1)切边质量提升项目在团队的共同努力下,按计划顺利进行,项目指标完成。2019年切边不良率平均为 352×10-6,具体详见表 3。

表3 2019年不良率改善统计 ×10-6
2)通过六西格玛学习,基本掌握了流程分析、因果矩阵分析、FEMA分析、假设检验、方差分析、回归分析等科学的质量改进方法。六西格玛提供的这种有效地利用数据来进行质量改善的科学方法和管理理念为企业质量管理工作留下了启示。