基于有限元法分析温度场对PcBN-WC复合片的研究
2019-10-29李之凯钟生林
李之凯,吴 一,陈 川,钟生林,刘 洋
(桂林理工大学有色金属及材料加工新技术教育部重点实验室,广西 桂林 541004)
1 引 言
PcBN-WC-Co刀具是PcBN粉末在高温高压下反应烧结在WC-Co硬质合金上的复合片。PcBN层中的粘结剂常选择Al和Ti[1]。Al是常用的金属粘结剂,熔点较低,在烧结过程中促进粘结剂与cBN颗粒充分接触,并抑制cBN向hBN转变[2]。Ti能够与cBN进行反应生成TiB2、TiN等物相,其中,TiB2是六方晶体,在一定温度下会形成棒状晶体,通过桥连、拔出机制提高复合片的韧性[3-4]。在切削不同的材料时,往往用到不同结合剂的PcBN刀片,而大尺寸的PcBN复合片往往出现合成过程中温度分布均匀性的问题,不同的温度容易导致最终物相的差异。
六面顶压机是常用于研究与合成高温高压条件下的材料的设备[5],该设备在加工Φ35 mm复合片的过程中不可避免地产生温度梯度的变化,这是由于组装方式和设备本身决定的。异常的温度梯度分布会影响PcBN中粘结剂生长的变化从而导致刀具性能的区域差异。通常通过热电偶对腔体内部进行粗略的温度测量,但由于组装方式、热扩散率不同的原因导致实际腔体温度场出现差异;从理论的角度上,可以通过求解热传导方程确定温度场分布[6]。本课题利用有限元模型分析结合实验对六面顶压机中对大直径复合片陶瓷层温度场区域分布,以及 PcBN层不同直径分布上的粘结剂组织变化进行研究。
2 模型与实验
2.1 有限元模型
有限元法是利用变分原理将连续的物理场离散成有限的小单元,这种方法在高温高压合成中运用较为成熟。李瑞等人[7]对旁热式合成腔体进行温度场模拟,将模型进行简化,可将三维传热简化为二维轴对称传热稳态模型,在烧结过程中不考虑塑性形变,且过程中对流传热及辐射传热相对于热传导更小,在计算过程中只考虑热传导一种传热方式。本文通过对六面顶压机中复合片合成过程中的温度场的模拟,并通过实际实验结果中的物相分布来确定Φ35 mm复合片在腔体中的温度区域变化情况。图1是六面顶压机腔体内组装示意图,图2是二维轴对称模拟图。根据组装示意图进行二维轴对称有限元模型,定义模型的四条边界,r=0为轴对称边界;z=0为镜面边界,设定碳片为发热源,其余两条虚线为热池,设定温度为50 ℃[8]。
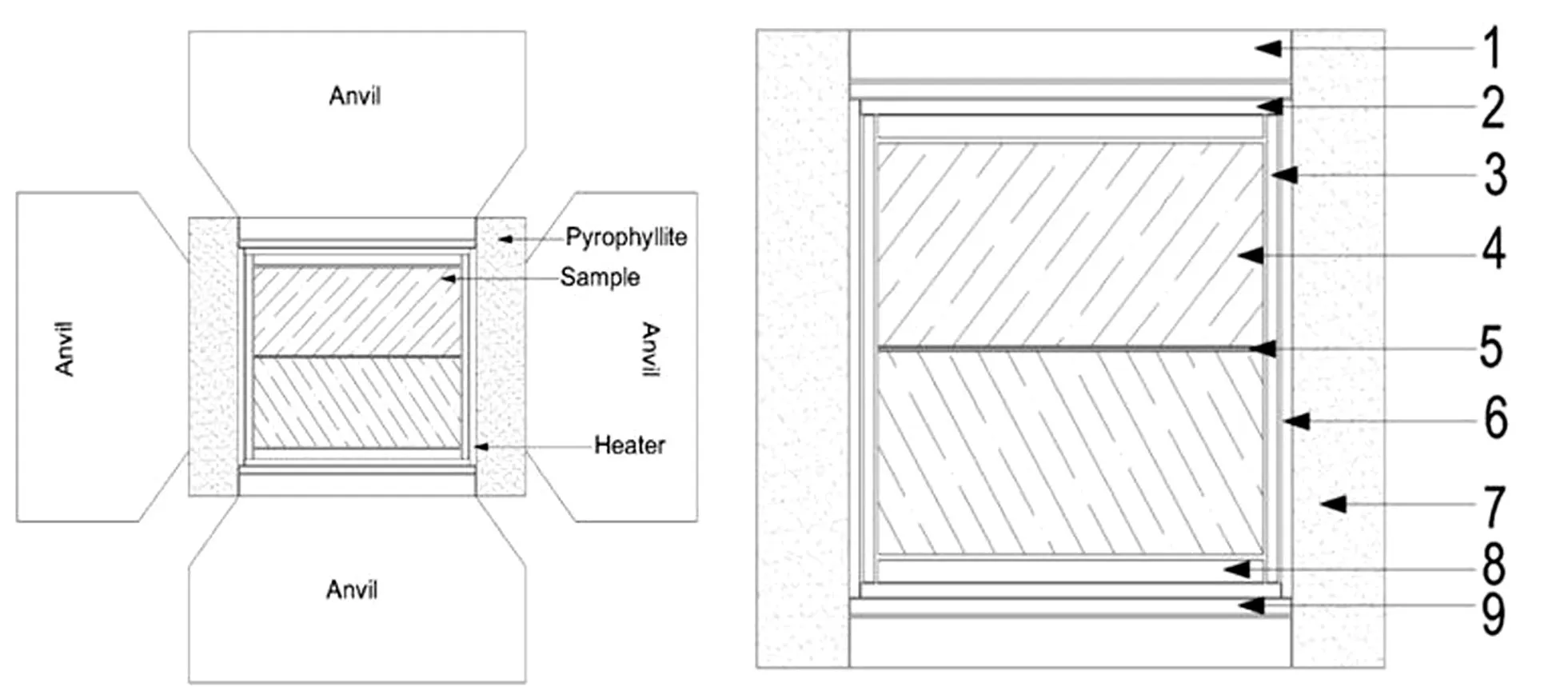
图1 六面顶压机腔体及装填方式示意图Fig.1 Sample assembly schematic for the high-temperature and high-pressure sintering experiment1-堵头;2-碳片;3-盐管;4-样品;5-碳片;6-碳管;7-叶腊石;8-盐片;9-钛片
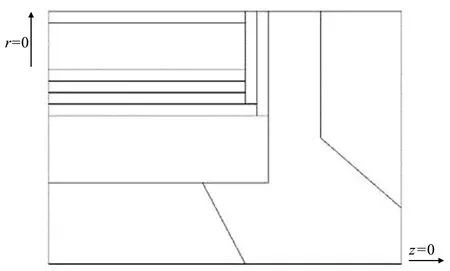
图2 二维轴对称模拟图Fig.2 Two-dimensional axisymmetric simulation
2.2 原料及实验过程
cBN粉末、Al粉末、Ti粉末以及WC-Co硬质合金基底作为本实验的原料。在本实验中,根据表1中的每种物质的质量分数进行混合,在行星球磨机中以1∶5的球料比与酒精在200 r/min的转速混合8 h后,在干燥箱中在90 ℃干燥12 h,冷却至室温后与WC-Co基底装在钼杯中在120 ℃下真空干燥,然后以图1的模式进行组装。烧结功率如表1所示,保温时间均为10 min.

表1 原料配比(wt %)及烧结功率(W)Table 1 Sample formulation(wt %)and Sintering power(W)
2.3 样品抛光切割及表征
烧结后的复合片样品在金刚石抛光机上进行研磨抛光后根据图3所示利用激光切割机切割成小条状样品;用阿基米德排水法测样品的密度及气孔率;运用X射线衍射(型号:X`pert PRO)分析复合片PcBN层的物相组成;通过S-4800型场发射扫描电子显微镜(SEM)对复合片抛光面的元素分布以及断面的显微结构和形貌进行表征;采用维氏显微硬度计测定复合片的显微硬度和断裂韧性。

图3 复合片激光切割后样品示意图Fig.3 Schematic diagram of the sample with laser cutting of the composite sheet
3 结果分析
3.1 温度场模拟结果分析
在comsol软件中设定每个区域中材料的物理参数,具体数值见表2。经过网格划分和求解器求解,控制在同一热源条件下,计算出发热器不同功率时,腔体中温度场的分布,相邻等温线间隔为50 ℃。

表2 腔体中不同区域材料热物理性能Table 2 Thermophysical properties of materials in different regions of the cavity
如图4,控制单一热源改变不同功率的腔体温度场,PcBN层中圆心位置与边缘位置温度差异在200℃左右,在该组装方式下,盐管起了保温的作用,样品区域温度下降较外部更慢。随着烧结功率的提高,样品总体温度逐渐提高。由于模型中,cBN层物理参数中不含粘结剂相,为验证软件数据结果,进行实验分析。

图4 复合片腔体温度场模拟示意图Fig.4 Schematic diagram of temperature field simulation of composite cavity
3.2 XRD结果与微观结构
图5显示了不同功率下复合片陶瓷层中生成的物相。通过先前的研究,我们发现合成过程中的主要反应可能是:
2Ti + Al + 2BN = TiB2+ TiN + AlN
(1)
Al + BN = AlN + B
(2)
2B + Ti = TiB2
(3)
四组样品物相大致相同,随着功率的提高,TiB2相对含量逐渐提高,体系中TiN含量逐渐减少,在功率为4400 W时,TiN峰消失。
为确定有限元方法模拟的温度场与实际情况的差异,如图3将Φ35的复合片切割成5×10 的长条后并进行断裂测试,在距离圆心位置不同的两个区域处观察经过除钴与HF腐蚀后断裂面处的微观结构。图6(A)是4200W 合成的复合片的A区域,在粘结剂区域看到板片状的TiB2晶体,图6(B)是相同功率下复合片B区域的粘结剂区域SEM图,可以看到在该区域中的晶体呈明显棒状晶体,通过EDS分析可以确定是棒状TiB2,这与先前文献中的报道结果一样[9]。说明在合成过程中由于热扩散的原因导致复合片的边缘区域合成温度低于中心温度,导致粘结剂物相出现差异,通过与有限元结果对比,实际温度场分布差异并没有高达150 ℃,因为在合成过程中碳管起了保温的作用,使样品边缘区域温度下降得并没有很快。

图5 不同烧结功率复合片样品XRD图Fig.5 XRD pattern of composite sheets sintered at different sintered power
图7为合成功率为4300W的复合片的A区域,在该粘结剂区域中发现片状晶体与棒状晶体共存的区域,通过EDS分析,片状晶体为TiN,棒状晶体为TiB2。这与XRD结果相吻合。

图6 合成功率为4200W的复合片PcBN层不同区域(A、B)断裂面SEM图Fig.6 SEM image of the fracture surface of different areas (A,B)of composite PcBN layer with a sintering power of 4200W

图7 合成功率为4300W的复合片PcBN层(A区域)断裂面SEM图Fig.7 SEM image of the fracture surface of the composite sheet PcBN (areaA)with a sintering power of 4300W

元素重量原子百分比百分比BK3.3010.20NK13.1431.30AlK0.740.92TiK81.9457.09CoK0.880.50
3.3 力学性能
如图8为四个样品边缘区域与中心区域的显微硬度与抗弯强度,将切割过的小块样品磨去WC-Co基底后利用三点抗弯法测量。从图中可以看到相同复合片中中心区域的抗弯强度较边缘区域更高,这是由于在中心较高温度区域棒晶TiB2长径比较大起了一定的增韧作用,合适的长径比可以提高一定的机械性能。对于大尺寸复合片可以切割出适用于不同切削条件的刀片,棒状晶体增韧由于其抗冲击性较好,适用于断续切削。边缘区域的物相热膨胀系数差异较低更耐高温,比较适合切削铸铁材料。
对不同合成功率的复合片机械性能比对发现,在4400W条件下烧结成的复合片综合力学性能最佳。
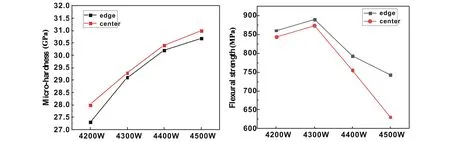
图8 四组样品不同区域的机械性能图Fig.8 Mechanical performance of different areas of the four groups of samples
4 结论
本实验对六面顶压机合成Φ35mm的复合片进行了温度场分布的模拟,并以cBN与Ti、Al粘结剂粉末在高温高压下与WC-Co基底成功烧结成复合片。在烧结功率为4200W、4300W、4400W、4500W,保温时间均为10 min,压力为5.5GPa条件下,所有实验配方均可烧结出复合片,总结如下:
(1)利用comsol软件对六面顶压机腔体进行二维有限元模拟,通过模拟发现复合片中心区域整体温度较边缘区高150℃~200℃
(2)不同功率烧结成Φ35 mm复合片中心区域粘结剂物相与边缘区域产生差异,功率为4200W时中心区域出现TiB2棒晶,而边缘区域仍为板块状。
(3)不同功率下烧结的复合片以及同一复合片不同区域的机械性能均有差异,当烧结功率为4400W时,且为复合片中心区域的样品机械性能最佳,维氏硬度达到31 GPa,抗弯强度达到893 MPa。
