1#汽轮发电机组7瓦轴振偏大处理总结
2019-10-26李成红
薛 勇,李成红
(国家电投集团协鑫滨海发电有限公司,江苏盐城 224500)
1 1#汽轮发电机概述
滨海发电公司的2 台汽轮机发电机组为上海电气集团设计制造,汽轮机为1000 MW 超临界、一次中间再热、单轴、四缸四排汽、单背压、九级回热抽汽、反动凝汽式汽轮机,发电机为上海电气电机厂有限责任公司制造的THDF 125/67 型水氢冷却发电机。汽轮机转子采用无中心孔整锻转子,可不开缸进行配重,发电机转子可不解体发电机进行配重。
机组轴系主要由高压转子、中压转子、低压转子、发电机转子及励磁小轴共计6 根转子组成,各转子之间均采用刚性联轴节连接,汽轮机4 个缸的转子由5 个径向椭圆轴承支撑,发电机由2个径向椭圆轴承支撑,励磁小轴末端由1 个可倾瓦支撑(图1)。

图1 1#汽轮发电机组轴系布置
汽轮机在所有稳定运行工况下(额定转速)运行时,在轴承座上测得的双振幅振动值,无论是垂直或横向均不大于0.025 mm,在任何轴颈上所测得垂直、横向双振幅相对振动值应不大于0.05 mm,各转子及轴系在通过临界转速时各轴承座双振幅振动值应不大于0.08 mm,各轴颈双振幅相对振动值不大于0.15 mm。汽轮机转子的临界转速设计值见表1。
2 1#汽轮发电机组7 瓦轴振偏大原因分析
在对1#汽轮发电机组7#瓦轴振偏大原因分析的过程中发现,现场X、Y 振子以及键相安装位置(图2)。其中,X 为135°,Y为45°,键相为30°。
在对汽轮机转子进行第一次动平衡之前,汽轮机振动情况见表2。
上海电气发电机厂和江苏方天公司振动专家根据对现场采集数据进行分析后发现,该发电机组7#瓦轴振偏大最主要的原因是汽轮机转子不平衡、质量过大,只有通过转子动平衡调整才能消除振动。

表1 汽轮机转子临界转速的设计值 r/min

图2 现场X、Y 振子以及键相安装位置
3 1#汽轮发电机组7#瓦轴振偏大处理方案及过程
3.1 第一次动平衡调整
根据现场采集振动数据,上海发电机厂工艺处技术人员制定动平衡调整方案,江苏方天公司振动专家同意按此方案执行。其动平衡调整方案(合计1100 g/260°)如图3 所示,角度为逆旋转方向。
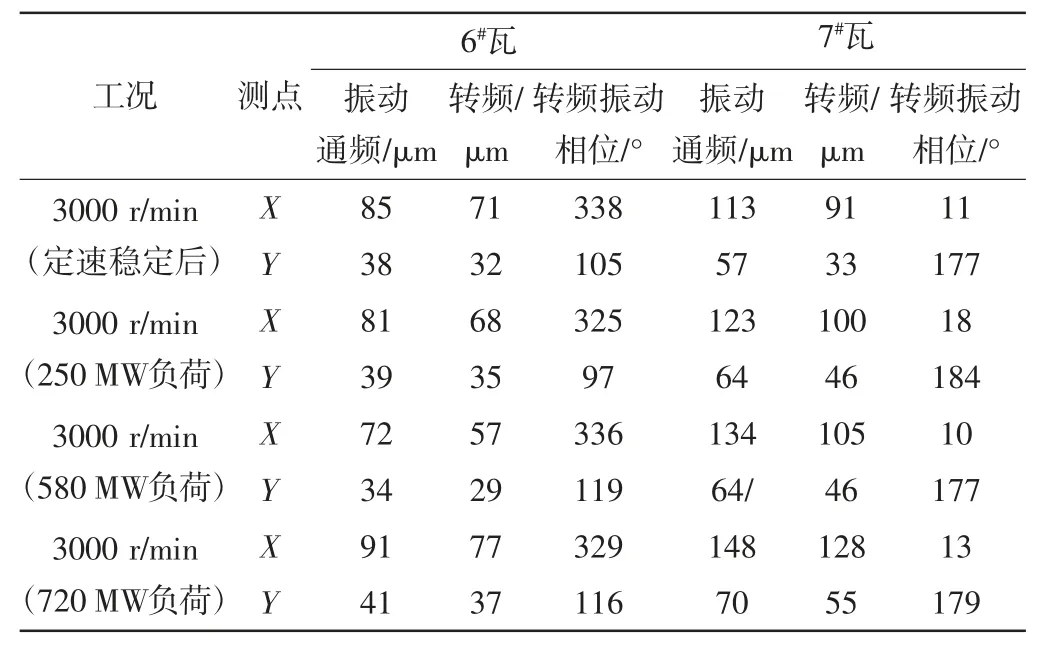
表2 汽轮机第一次动平衡调整前振动情况
在动平衡调整过程中,当励发联轴器处键相调整为250°位置时,联轴器重量净加550 g;当励发联轴器处键相调整为270°位置时,联轴器重量净加550 g。
2017年8月26日,第一次调整配重。上海发电机厂工艺处未派技术人员到现场,由发电机厂工代沟通上海发电机厂工艺处后,现场指导平衡块的调整工作。
此外,励发对轮联轴器处实际配重如图4 所示,实际配重角度为机械零位逆旋转方向。

图3 汽轮机转子第一次动平衡调整方案
经过研究后发现,实际配重后,汽轮机的振动值没有下降,反而上升,此时需要联系发电机厂振动专家,确定需要再次进行平衡块调整。

图4 配重后X、Y 振子以及键相安装位置
3.2 第二次动平衡调整
2017年11月4日上午上海发电机厂工艺处吴洋海到现场进行动平衡调整,给出处理方案,江苏方天振动专家同意按此方案执行,方案如下。
(1)将第一次加装平衡块中心点位置(机械零位顺旋转方向100°)朝上,将第一次加装的平衡块取出,恢复至出厂值。
(2)以第一次加装平衡块中心点位置为起点顺转子旋转方向75°加装580 g 配重块,拆出原配重块230 g,净重350 g;100°位置加装配重块380 g,拆出原配重块230 g,净重150 g。
在现场进行配重时,第一次配种中心位置顺转75°位置出厂时有平衡块230 g,只能净加重350 g。根据前2 次数据的复核,实际配重角度就第一次配重中心位置顺转81°兼顾角度和重量需求,实际最终加重方案如下:
(1)第一次配重拆除,并回复出厂状态。
(2)第一次配种中心位置顺转75°处拆除原有配种230 g,加重580 g。
(3)第一次配重中心位置顺转100°出拆除原有配种230 g,加重380 g。
以上配重过程和结果均通过发电机厂振动专家全程确认,江苏方天振动专家也确认没有问题。
4 处理结果
按发电机厂振动专家的方案,第二次对励发联轴器平衡块调整,机组启动后,7#瓦轴振50 μm 左右,2#瓦轴振75 μm 左右。发电机厂和江苏方天振动专家认为此振动情况良好,继续跟踪机组运行情况。本次处理轴瓦振动的经验可以为今后2台机组汽轮机运行过程中出现类似问题,能够迅速正确地处理,保障汽轮机安全稳定运行,为企业降本增效提供可靠的技术支持。
5 结语
通过对1#汽轮发电机组7#瓦轴振偏大原因分析后发现,汽轮机转子的不平衡质量对于汽轮机轴系的振动影响重大,只有对汽轮机转子进行动平衡调整才能够有效确保汽轮机轴系的振动频率。
