SQ215D切丝机布料板结构改进
2019-10-26胡荣辉赖建鸿韩渊明
胡荣辉,赖建鸿,韩渊明,叶 林
(江西中烟工业有限责任公司赣州卷烟厂,江西赣州 341000)
0 引言
SQ215D 是昆船集团公司的直刃倾斜滚刀式切叶丝机,采用垂直进料方式。物料经垂直落料器进入由上、下排链及机架组成的料槽内。在上、下排链的同步运动下,物料被送至刀门处。上刀门与上排链可一同升降,在刀门升降气缸的作用下,对物料施加持续和恒定的压力,使物料形成“饼状”,以便于切丝。在转动的刀辊上,均匀装有八片切刀,连续切割不断输出的“烟饼”。切丝宽度由刀辊与送料排链两者的速比来确定。在生产中发现存在跑细丝、跑碎片和切丝宽度不均匀现象,影响烟支卷制质量和烟叶消耗。
1 存在的问题
对切丝机进行检查,物料流量均匀稳定,切丝机落料仓始终保持在中高料位,水分在21.5±0.05%范围内,符合工艺要求;排链、刀辊、切丝机料槽保养到位,无积垢现象;铜排链张紧合适,完好无磨损,运行平稳;刀辊和排链转速稳定;刀片进给、砂轮进给正常,刀片锋利;刀门无磨损,刀片与下刀门间隙0.10 mm、排链与侧刀门间隙调0.10 mm,符合技术要求;刀门气缸升降正常,气压稳定(0.56 MPa),刀门压力正常(16~18 kN);压实器推料板运行正常。在切丝过程中观察烟叶在料槽内分布状况,发现烟叶在料槽横截面方向整体的分布状态呈中间高而两边低,如图1 所示。
在切丝机切丝工作中,烟叶是靠上下排链的同步运行向前输送并逐渐压缩,在刀门处形成坚实的“烟饼”,而刀门处那段“烟饼”因为与排链脱离,没有主动向前推出的动力,它是被动地靠排链上的烟叶向前输送的推力推出,由刀片切成烟丝。因切丝机料槽烟叶分布呈中间高两边低状态。
造成中间段烟叶密度大,两边的烟叶密度低堆积较松,在向前输送过程中与料槽侧板因摩擦阻力产生翻滚,进而产生空穴现象,当这种空穴累积一定程度时,排链上向前推出刀门处“烟饼”的动力不足,使“烟饼”向前输送的速度变慢甚至暂停,因此切出细丝。“烟饼”在持续一段时间的慢行后,由于排链上的烟叶不断向前推出,当累积到足够动力时,又将“烟饼”加速推出,“烟饼”输出的速度高于正常切丝运行的速度,切出的烟丝宽度比设定值要粗,再加上“烟饼”密度不均匀,里面有空穴,因此切出的叶丝中伴有碎叶。
2 布料板结构的改进
2.1 改进思路
从图1 可知,烟叶从进料振槽经落料斗自由落体落入切丝机料槽,两块左右摆动的布料板将烟叶拔向料槽两侧,布料板位置和摆动幅度可调。要使烟叶更多的拔向料槽两侧,即要调大布料板与料槽侧板的角度和布料板摆幅。
调整过程中,逐渐调大布料板位置与侧板角度,当布料板与侧板角度大于45°时,容易在落料斗造成堵料现象,因此其最大角度不能超过45°。分析造成堵料的原因,是因为当右侧布料板摆动到最左端即与侧板成45°时,有部分烟叶堆积在布料板上不能顺利落下,只能顺着其向右回摆的过程中落下;而此时左边的布料板开始从最左端向右摆动,就出现两块布料板上都有烟叶落下的现象,在落口处堆积,因而容易造成堵料。
将布料板摆幅调大,同时与侧板成45°时,观察料槽内烟叶的分布情况,发现料槽内烟叶中间高两边少的状态并没有明显的改变。说明布料板结构存在不合理,不能达到均匀布料的作用,有待改进。
对布料板及料槽尺寸进行测量,布料板为一长400 mm,宽230 mm 长方形结构,料槽宽为400 mm。当布料板在与料槽侧板45°位置时,其顶边距对面侧板距离为238 mm。启动布料板调试,采用手动方式进料,烟叶大部分掉落在料槽中段300 mm 区域内,两侧烟叶掉落较少。因布料板向对面侧板摆动到极限位置时,其顶边与对面侧板的距离太大,难以将烟叶抛向侧面,因而烟叶大部分堆积在料槽的中段位置。因而要改变烟叶中间多两边少的分布状态,关键是要缩短布料板其顶边与对面侧板的距离。
2.2 改进方案
经过分析制定出缩短布料板其顶边与对面侧板的距离的两个措施:一是将两边布料板安装位置向内侧移动,二是改变布料板尺寸。要将布料板安装位置向内侧移动,需改变电机安装位置、轴承座安装位置及连杆尺寸,这个措施难以实施。因此采取措施二,改变布料板尺寸,增加布料板的宽度,如图2 所示,改进后,可以缩短布料板最大角度位置与对面侧板距离,将烟叶更多地拔向料槽两侧。因料槽两侧有50mm 的区域烟叶掉落较少,因此布料板与侧板最大角度45°时与对面侧板距离要缩短50 mm,计算出布料板宽度方向各加长70 mm。
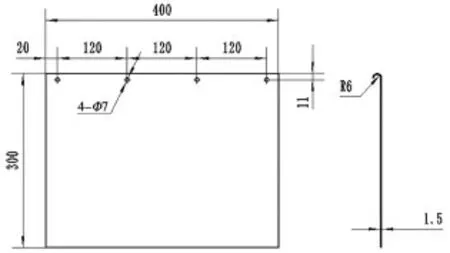
图2 布料板改进
2.3 改进效果
将SQ215D 切丝机原装的布料板拆下,安装改进后的布料板,进行切丝生产检验。观察切丝机料槽内烟叶分布状态,发现料槽两侧烟叶量明显增多并高于中间。对布料板摆幅和角度作相应调整,使两侧烟叶略高于中间,分布状态呈轻微的“下凹”状,如图3 所示。切丝过程中没有再出现跑细丝、跑碎片的现象。

图3 改进后烟叶在料机槽内分布
3 结束语
通过改进布料板结构,改变烟叶在切丝机料槽内的分布状态,使烟叶分布状态更为均匀,提高了切丝机切丝宽度均匀性,降低了跑片重量,为稳步提高产品质量、降低原材料消耗做出应有的贡献。