工艺参数对Be-Ti合金铸件的影响
2019-10-24刘贤宋虎
刘贤 宋虎

摘 要:文章采用吸铸法进行了Be-Ti合金电极材料的制备。数值模拟结果表明,对于直径为6mm的铸件,吸铸充型时间约为0.77s,凝固时间约为0.92s,并且进一步获得低速吸铸可以消除铸件中的缩孔缺陷;实验结果表明,300A的电流以及铸件理论质量+2g的配料有助于铸件的成型,且成功获得了高质量铸件;除此之外,铸件中发现了相应的缩孔缺陷,与数值模拟结果相吻合,为后续制备打下了基础。
关键词:Be-Ti合金;Be12Ti;吸铸;数值模拟
中图分类号:TG24 文献标志码:A 文章编号:2095-2945(2019)26-0100-03
Abstract: We have prepared Be-Ti alloy electrode material by suction casting method in this paper. The numerical simulation results show that the filling time is about 0.77 sec and that the solidification time is about 0.92 sec. The experimental results show that the current of 300A is beneficial to the forming of castings and that superfluous theoretical mass of +2g of ingredients contributes to moulding. In addition, shrinkage defects were found in the castings, which coincided with the results of numerical simulation and laid a foundation for subsequent preparation.
Keywords: Be-Ti alloys; Be12Ti; suction casting; numerical simulation
引言
聚变堆是解决人类清洁能源的最有效途径,其具有成本低,无放射性废物,干净清洁,并且属于可再生资源,取之不尽,用之不竭。在聚变堆氚增殖包层中,中子倍增剂是其重要组成部分,主要采用金属铍及其合金作为中子倍增材料,以确保氚的增值率大于1。Be小球(直径1mm)在ITER中作为中子倍增剂得到了广泛应用,但是由于DEMO和CFETR实验堆需要更高的温度,使得Be在此条件下会引起一些不良反应,包括与水蒸汽进行反应,高温氧化,等等。
Be12Ti由于其中间化合物中Be的原子占比高达93%,具有非常高的中子倍增能力。和金属Be相比,其熔点高约300°,高温抗氧化能力也更好,除此之外,高温断裂强度更高,与316LN钢及F82H钢相容性更好[1-3]。另外,Be12Ti能有效地提高氚的增殖率及释放速率[4],并且与水蒸气反应相对较小,辐照条件下因氘的残留形成的缺陷更少[5]。
反应堆包套中使用的是直径为1mm的小球状中子倍增劑[6]。采用旋转电极雾化法[7-9]能成功制备出小球,包括电极棒的制备和熔化电极棒通过雾化来获得小球两个步骤,而其中关键在于高性能电极棒的制备。本文采用的吸铸法制备电极棒有望成为一种新的制备电极棒的手段。
1 实验材料及方法
Be-Ti合金原材料分别为99.5%纯铍和99.9%纯钛,在GDJ500C型电弧熔炼炉进行合金的制备。首先对吸铸过程进行数值模拟,得到包括温度及吸铸速度对铸件成型的影响。然后根据获得的结果,将块状的原材料放入坩埚中进行电弧熔化,熔化完保温30s后停止加热,待合金凝固后,翻转母材并再次加热,反复几次。最后对已经混合均匀的母材再次熔化并进行底漏式吸铸,使金属液快速填充水冷铜模,圆柱形模具轴向长度为55mm,待金属液凝固后,取出铸件。
2 铸件成型的数值模拟
2.1 液体在铸件中的流动
吸铸过程液体充型速度很快,通过计算得到充型速度150cm/s,根据相图,合金的液相线温度1550°,根据经验,取金属液温度1650°进行实验,模具选取直径为6mm的圆柱棒。金属液的流动速度越来越慢,由于铸件尺寸较长,可以看到在充型过程中,当金属液流到超过模具2/3处出现紊流。金属液与模具接触有液体喷溅,之后未凝固的金属液会沿着型壁往上流动,继续填充型腔,直到充型完成,总共充型时间大约为0.77s。
2.2 充型过程中金属液温度分布
当金属液刚接触型壁的时候会产生激冷,之后由于高温金属液的冲击,使得已经凝固的金属液被再次熔化。随着充型的继续,冷的金属液会向上流动,造成上面金属的温度低,下面金属溶液温度高。
2.3 铸件凝固过程中铸件固液分布及温度变化情况
充型完成后,靠近模具处金属液已经形成一层凝壳,之后金属液从型壁往铸件中心凝固。凝固初期,铸件底部出现液相率较高的区域,当凝固后期的时候,中心温度形成倒梯度,这非常不利于金属液的补缩。铸件快凝固完全之前,底部出现了一个完全封闭的区域,最终铸件完全凝固时间为0.95s。充型+凝固总共仅需要大约1.72s。
2.4 铸件缩松缩孔的分析
由于液态金属的收缩,开始凝固时铸件顶部就已经形成了缩松,随着凝固的继续,液态金属在中心处始终贯穿整个铸件,轴向上只有底部少许完全凝固,之后就在中心处形成贯穿的缩孔。因为铸件中间部分几乎是同时凝固的,铸件顶端的金属液没有补缩通道继续补缩下面的缩孔,最后造成铸件形成中心缩孔。
2.5 充型速度对缩松缩孔的影响
根据常规铸造工艺参数的模拟结果,可以看到,铸件中心出现较长的缩孔。通过分析,缩孔的产生主要是因为铸件凝固过程中形成了倒梯度,而形成倒梯度主要原因是浇注温度过高和充型速度过快造成的。根据现有设备,主要能控制充型温度以及充型速度,此次实验采用与前面相同的模具以及冷却速度,浇注温度设为1650°,充型速度150cm/s、100cm/s和50cm/s。从图中可以看出,当充型速度为100cm/s时,出现了较小的缩孔区域,说明降低浇充型速度有助于消除缩孔,而进一步采用50cm/s的充型速度,可以看到缩松完全消除。
对浇注温度1650°,浇注速度为50m/s的铸件铸造过程进行分析,在充型及凝固过程中,铸件从上往下形成了正的温度梯度,没有形成封闭的金属液区域,实现铸件从下往上的凝固,消除缩孔缺陷。浇注速度低,金属液对型壁的冲击小,使得接触金属的低温金属液不至于游离到铸件上部分而造成倒梯度的产生。
2.6 浇注温度对对缩松缩孔的影响
本实验采用浇注速度为150cm/s,浇注温度分别为1650°,1550°,发现浇注温度不是引起中心缩孔的主要原因。因为造成缩孔的主要原因是因为铸件浇注过程中形成了轴向上的倒梯度,而在凝固过程中并没有形成重力补缩通道。
3 工艺参数对铸件成型的影响
3.1 金属过热度对铸件成形的影响
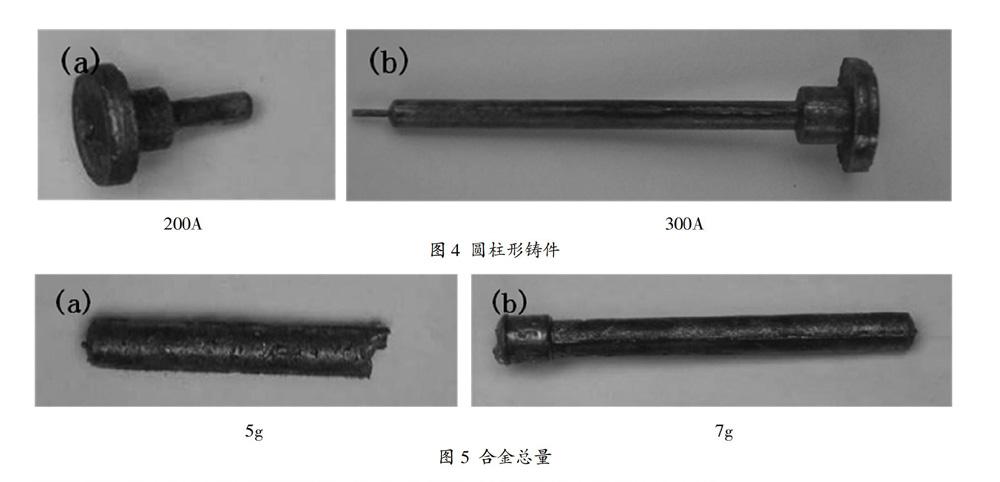
根据铸件形成理论,在满足充型的情况下,浇注时金属液温度越低,铸件缺陷越少。本实验采用Ф4×55mm圆柱形模具进行实验,通过控制吸铸时电极的熔炼电流来控制吸铸时熔液的温度。分别采用电极电流200A,300A进行实验,通过对吸铸时坩埚内情况的观察,当电流为200A时,金属液出现部分充型;只有电流为300A时,实现铸件的一次性充型。从铸件质量可以看出,电极电流为200A时,铸件充型不完整,而电极电流为300A时,铸件成形非常好,并且表面光滑,如图4所示。
3.2 合金熔炼量对铸件成形的影响
本实验采用模具尺寸Ф6×55,冒口Ф8×10规格,通过理论计算填满型腔需要合金4.439g。选用合金总量分别为5g,7g,9g进行实验。如图5所示,从铸件质量可以发现,熔炼量为5g时,铸件充型不足;熔炼量为7g,铸件成形完整;熔炼量为9g,没有实现铸件充型。
加入量的增加,金属熔化后在坩埚里的熔池高度也相应的增加,当熔炼量过大的时候,底部金属温度相对较低,吸铸时造成在吸铸口凝固,堵塞吸铸口,无法充型;熔炼量过小时,第一股金属液无法填充满模具,造成已经凝固的金属堵塞模具进气口,剩余液体无法充型;而熔炼量为7g的时候,第一股金属液足以充满模具,形成完整的铸件。
3.3 铸件缺陷
采用水冷铜模,铸型的激冷能力很大,有助于消除铸件缩孔,但是从对吸铸件进行横截面的切割,发现铸件中心出现了较大尺寸的中心缩孔,如图6所示。根据缩孔的形成原因,缩孔集中在最后凝固的部位,没有得到金属液的补缩。通过数值模拟,我们可以得到缩孔是由于吸铸温度和吸铸速度引起,所以通过进一步结合模拟的工艺参数,能够消除铸件中的缺陷。
4 结论
通过对工艺参数的控制,成功制备Be-Ti电极棒材料。对吸铸过程进行数值模拟得到了铸件成型过程中的金属溶液在模具中的温度和流动速度的分布,发现铸件中有可能存在倒的温度梯度,其结果是造成铸件中缩孔缺陷的主要原因。进一步进行了相应的实验验证,表明铸件中确实存在相应的缺陷。并且通过对电流和吸铸速度的控制,成功获得了完整的铸件。
参考文献:
[1]Christopher K. Dorna, Warren J. Hawsb, Edgar E. Vidalb. A review of physical and mechanical properties of titanium beryllides with specific modern application of TiBe12[J]. Fusion Engineering and Design, 2009,84(2-6):319-322.
[2]H. Kawamura, H. Takahashi, N. Yoshida,et al. Application of beryllium intermetallic compounds to neutron multiplier of fusion blanket[J]. Fusion Engineering and Design,2002,61-62:391-397.
[3]H. Kawamura, H. Takahashi, N. Yoshida,et al. Present status of beryllide R&D as neutron multiplier[J]. Journal of Nuclear Materials, 2004,112-118:329-333.
[4]程杰,巫英偉,秋穗正,等.超临界水冷固态实验包层中子学研究[J].原子能科学技术,2015,49(11):1967-1971.
[5]许德美,秦高梧,李峰,等.国内外铍及含铍材料的研究进展[J].中国有色金属学报,2014,24(5):1212-1219.
[6]P. Kurinskiy, A. Moeslang, M. Klimiankou,et al. Manufacturing methods and characterisation of titanium beryllides[J]. Fusion Engineering and Design, 2007,82(15-24):2353-2358.
[7]M. NAKAMICHI* and J. H. KIM. Development of advanced neutron multiplers for DEMO blankets[J]. Fusion Science and Technology, 2014,66(1):157-162.
[8]Masaru Nakamichi, Jae-Hwan Kim, Kazuo Yonehara. Novel granulation process of beryllide as advanced neutron multipliers[J]. Fusion Engineering and Design, 2013,88(6-8):611-315.
[9]Masaru Nakamichi, Jae-Hwan Kim. Fabrication of beryllide pebble as advanced neutron multiplier. Fusion Engineering and Design, 2014,89(7-8):1304-1308.
