奇数槽丝锥螺纹单一中径的计量方法研究
2019-10-23冯栋梁朱英斌王玉春陈金英
常 丰, 冯栋梁, 朱英斌, 王玉春, 陈金英
(中国北方车辆研究所,北京 100072)
在零件加工中,丝锥是常用的螺纹加工工具.目前公制普通螺纹奇数槽丝锥螺纹单一中径的测量方法有:1)用三沟丝锥检查测量装置测量.其优点是适合同一种规格且丝锥批量大的螺纹中径的测量,缺点是需有专用测量设备,一般研究所、生产厂家不具备.2)用单独量针组合千分表与顶针座来测量.其优点是所用测量装置简便,缺点是测量环节多、测量误差大.3)在万能工具显微镜上用顶尖与光学分度头组合进行测量.其优点是无需特殊测量设备,用一般研究所、生产厂家都具备的万能工具显微镜就能完成,缺点是测量过程繁琐、需多次换算.4)在万能工具显微镜上用组合中心高度法测量.其优点是无需特殊设备,缺点是装夹定位不便,测量误差大.
找到一种装夹定位方便、测量过程简便、无需多次换算、测量误差小、而且用国内大多数研究所、生产厂家具备的通用测试仪器就能测量公制普通螺纹奇数槽丝锥螺纹单一中径方法,是目前实际工作中经常遇到的技术难题.
为了解决上述技术难题,本研究提出了一种用通用测试仪器即万能工具显微镜附件圆弧目镜中的标准圆弧刻线,把测量螺纹中径的三针法测量原理和万能工具显微镜影像法进行结合,实现了对公制普通螺纹奇数槽丝锥螺纹单一中径的测量,本研究简称圆弧目镜法.它不仅用国内通用的测试仪器万能工具显微镜即可完成测量,而且装夹方便、测量过程简便、无需多次换算、且测量误差小、适用于单件及批量测量,解决了目前公制普通螺纹奇数槽丝锥螺纹单一中径测量方法的不足,同时这一新方法也同样适用于公制普通螺纹偶数槽丝锥和其它螺纹种类中径的测量.
1 三针法测量外螺纹中径的原理
三针测量法是一种目前间接测量外螺纹中径的主要方法,它不仅测量误差小,而且操作方便.
三针法在测量时先将量针放在被测螺纹的牙槽中,如图1所示,然后用量具千分尺或量仪(如卧式测长仪)测量出尺寸M′值,再通过换算求出中径d2的实测值.被测螺纹中径d2(当被测螺纹牙型对称且为普通螺纹时)的原理公式如式(1)所示[1].
(1)
式中:M′为通过直接测量在量具或量仪上得到的测量值,mm;d针为量针的直径,mm;α为牙型角,(°);p为螺距,mm.
公制普通螺纹d2采用式(2)[1]计算.
d2=M′-(3d针-0.866p)=M′-c.
(2)
为了避免牙型半角误差影响测量结果,选择的量针直径放置在螺纹牙槽时,与螺纹牙型角的接触点应恰好在理论中径线上,这时的量针称为最佳量针,其直径dm0可由式(3)[1]求出.
(3)
在实际测量中,一般不采用最佳量针,而是采用JB3326—83规定的标准量针d0,替代最佳量针.
图1 三针法原理图
2 圆弧目镜法测量原理
影像法是将被测件通过光源和光学系统成像在万能工具显微镜主显微镜目镜头中,通过与目镜头中的刻线重合作为定位标准,从而完成坐标等各种测量.
圆弧目镜法属于非规定标准针径的测量,原理如图2所示.
图2 圆弧目镜法原理图
圆弧目镜法的主要思路,是用万能工具显微镜圆弧目镜中圆弧半径标称值R对应的标准圆弧刻线替代三针法中的量针d针,就是2R=d针.使用万能工具显微镜用影像法测量出横向位置1和位置2的距离L.为了表达明确,把圆弧目镜中用于测量的圆弧半径标称值R的两倍用d针表示,然后由三针法测量外螺纹中径原理公式(1)[1]得出圆弧目镜法测量外螺纹原理公式,如式(4)所示.

(4)
式中:M为通过间接测量得到的实测值,mm;d针为量针的直径,即圆弧半径标称值R的两倍(d针=2R),mm;α为牙型角,(°);p为螺距,mm.
由图2可知,
M=2(2R+L),d针=2R.
(5)
公制普通螺纹α=60°,所以式(4)变为
d2=M-(3d针-0.866p).
(6)
设
c=3d针- 0.866p=6R-0.866p.
(7)
由式(6)、式(7)可推出:
d2=M-c.
(8)
应用式(7)测量丝锥螺纹时应注意:
1)首先根据螺距p查表[1]选择规定标准量针直径d0,然后选择圆弧目镜中用于测量的圆弧半径标称值R,使2R值尽量接近d0值,且在最大量针直径d0max和最小量针直径d0min之间.量针直径最大与最小值范围可查表[2]得出.
2)由于不同螺距p对应不同圆弧目镜中用于测量的圆弧半径标称值R,所以当测量丝锥的螺距p有变化时,需重新选择与丝锥螺距p相对应的圆弧目镜中用于测量的圆弧半径标称值R,重新用万能工具显微镜对焦棒对焦,重新确定位置1处的横向读数a1.
3 圆弧目镜法的误差分析
在实际测量中,丝锥螺纹中径测量结果准确度不高时,运用式(6)即可得出测量结果,无需校正.但对于测量结果准确度要求较高时,其测量结果应根据测量原理的系统误差进行校正.圆弧目镜法由于采用非规定标准针径进行测量,所以对于系统误差中的牙型角误差的分析就显得极为重要,同时,因与三针法原理相近,所以测量误差分析也相近.
1)系统误差.
(1)螺距p,牙型角α和量针直径d针3项误差对测量结果的影响.
根据间接测量的系统误差合成的方法,对式(4)微分,求得它们误差之间的关系式[2]为:
(9)
对公制普通螺纹也可简化为式(9)[2].

(10)

牙型角偏差和螺距偏差以及量针直径偏差引起中径测量误差的修正值的计算式可查表[1]得出.
(2)螺纹升角ψ对中径测量的影响.
圆弧目镜法测量螺纹中径的原理是建立在螺纹轴向切面上,以圆弧目镜中测量用的标准圆弧刻线在螺纹两侧的沟槽内与螺纹牙廓相切.但在实际测量中,由于螺纹都具有螺纹升角ψ,所以主显微镜立柱需倾斜一个螺纹升角ψ才能使牙廓正确成像于目镜中.这样实质上是沿着螺纹螺旋线的方向进行测量,造成螺纹法向牙型角小于轴向牙型角,如图3所示.其关系式[2]为
tgαn=tgα·cosψ
(11)
式中:αn为螺纹法向牙型角,(°);α为螺纹轴向牙型角,(°);ψ为螺纹升角,(°).
图3 法向牙型角与轴向牙型角关系图[2]
由于αn<α,因而使测量用圆弧线在螺纹沟槽内的实际位置远离了螺纹轴线,测量时使M值增大,造成一项正误差,在ψ>3°时尤为明显,必须在测量结果中予以校正,其校正值[2]为:
(12)

不同螺纹类型的△ψ值,可分别查表[2]得出.
(3)总误差.
由以上分析,得到测量丝锥中径的总误差为

(13)
2)随机误差.
根据间接测量随机误差的传播规律,用圆弧目镜法测量螺纹中径总的测量极限误差与各间接测量项目的测量极限误差之间的关系[2]为

(14)
3)校正后的丝锥螺纹中径实际值计算式为:
(15)
4 三针法和圆弧目镜法的测量实例
为了进一步了解用圆弧目镜法测量丝锥螺纹单一中径的原理、方法和测量步骤,通过比较三针法和圆弧目镜法测量螺纹单一中径的测量数据,验证采用圆弧目镜法测量螺纹单一中径所得测量结果的准确可靠性.下面结合测量实例进行说明,并把测量和计算结果列于磨牙丝锥和滚牙丝锥测量结果对照表内.
由于用圆弧目镜法测量奇数槽丝锥螺纹单一中径的原理与方法同样适用于偶数槽丝锥,为了能与三针法测量结果进行比较,所以选择4槽丝锥进行测量.
4.1 实验仪器
新天投影万能测长仪(型号:JD18);蔡司万能工具显微镜(型号:UMM,附件:3倍物镜、10倍圆弧目镜头);标准量针d0=1.008 mm.
4.2 被测对象
新制磨牙4槽机用丝锥2-M12-H2;
新制滚牙4槽手用丝锥M12.
4.3 测量方法和步骤
1)查表、计算.
查GB196—2003《普通螺纹》得丝锥螺距p=1.75 mm、丝锥中径d2=10.863 mm.
查GB968—2007《丝锥螺纹公差》得丝锥中径偏差允许值为:
磨牙丝锥的公差带代号H2,EM=+0.048 mm,Es=+0.080 mm;
滚牙丝锥的公差带代号H4,EM=+0.104 mm,Es=+0.024 mm.
磨牙丝锥螺纹中径极限尺寸d2max=10.943 mm,d2min=10.911 mm;
滚牙丝锥螺纹中径极限尺寸d2max=10.967 mm,d2min=10.887 mm.
采用三针法测量时,根据丝锥螺距p查表[1]得,标准量针d0=1.008 mm,c=1.509 mm.
采用圆弧目镜法测量时,根据丝锥中径d2查表[1]得万能工具显微镜光圈直径为11.3 mm.
根据丝锥公称外径和螺距p查表[1]得主显微镜立柱倾角为2°56′.
根据标准量针d0得圆弧目镜圆弧半径标称值R=0.5 mm,且2R在最大量针直径dmax=1.768 mm和最小量针直径dmin=0.884 mm之间,可查表[2]得出.
2)三针法测量.
磨牙丝锥螺距p实测=1.75 mm,磨牙丝锥螺纹牙型半角a实则/2=29°53′,3个标准量针实测值d01=d02=d03=1.007 mm.
如图1所示,将3个标准量针放在被测丝锥螺纹的牙槽中,通过万能测长仪测出M′.
d2实测= 10.918 mm.
如果考虑测量误差,由式(15)得:


(16)

将各数值代入上式,得:
d2实际=10.922 mm.
由丝锥螺纹公差表查得磨牙丝锥螺纹中径的极限尺寸为:
d2max=10.943 mm,d2min=10.911 mm.
丝锥螺纹单一中径实测值无论是否校正,其结果都在磨牙丝锥螺纹中径极限尺寸最大值d2max与最小值d2min之间,所以该丝锥螺纹中径合格.
已知各测量参数的测量极限误差为:

则由式(14)可得:
Δlimd2=±0.003 mm.
所以d2实测=(10.918±0.003)mm(不校正);d2实际=(10.922±0.003)mm(校正).
d2实测= 10.906 mm.
由丝锥螺纹公差表查得滚牙丝锥螺纹中径的极限尺寸为:
d2max=10.967 mm,d2min=10.887 mm.
不考虑测量误差,d2实测=10.906 mm在滚牙丝锥螺纹中径极限尺寸最大值d2max与最小值d2min之间,所以该丝锥螺纹中径合格.
由于滚牙丝锥牙侧表面粗糙度差且牙侧表面不太规则,牙型不好,所以对滚牙丝锥螺纹单一中径实际值和测量极限误差不能准确得出,本研究就不再进行.
3)圆弧目镜法测量.
以测量磨牙丝锥进行说明,步骤如下:
(1)在万能工具显微镜上安装3倍物镜和10倍圆弧目镜头,调整目镜焦距,看清标准圆弧刻线,并用对焦棒调整好物镜焦距.
(2)按查得的光圈直径调整好仪器光圈,使因照明光束引起的成像误差为零.
(3)按查得的主显微镜立柱倾角调整好仪器主显微镜立柱倾角.由于螺纹系一螺旋面,以致由下面投影成像的光线被其挡住不能进入物镜,从而使螺纹轴向截面的轮廓不能正确地在目镜视场内成像,因而带来测量误差.为此可将主显微镜立柱倾斜一个螺纹中径处的升角ψ,倾斜方向视螺旋右旋还是左旋而定[1],目的是使平行光束向上通过螺纹牙槽时与牙侧螺旋面相切.
(4)主显微镜在图2位置1处,由圆弧目镜头中的圆弧半径标称值R对应的标准圆弧刻线与对焦棒中的刻线进行压线,压线时固定纵向、横向手轮,转动微调旋钮进行压线,记下位置1处横向读数a1.

(6)为了消除丝锥本身的误差,如圆度误差及被测轴线与测量轴线不重合造成的测量误差,可对其它沿螺纹轴线方向切有容屑槽所形成的刃口都重复步骤(5)进行测量,得到另外3个刃口处的实测值,最后取各刃口测量值的算术平均值与a1之差作为位置1与位置2距离L的实测值.依此类推,假设被测丝锥如果有n个刃口,则:
(17)
由式(17)得:L=5.204 5 mm.
由式(5)得:M实测=12.409 mm.
由式(7)得:c=1.485 mm.
由式(8)得:d2实测=10.924 mm.
如果考虑测量误差,已知M实测=12.409 mm,d针=1 mm,p=1.75 mm,查表[2]并经计算得:
由式(16)得:
d2实际=10.923 mm.
由丝锥螺纹公差表查得磨牙丝锥螺纹中径的极限尺寸为:
d2max=10.943 mm,d2min=10.911 mm.
丝锥螺纹单一中径实测值无论是否校正,其结果都在磨牙丝锥螺纹中径极限尺寸最大值d2max与最小值d2min之间,所以该丝锥螺纹中径合格.
已知各测量参数的测量极限误差为:
合成后圆弧目镜法测量螺纹单一中径总的测量极限误差则由式(14)可得:
Δlimd2=±0.004 mm.
所以d2实测=(10.924±0.004) mm(不校正),d2实际=(10.923±0.004)mm(校正).

所以由式(17)得:L=5.204 mm.
由式(5)得:M实测=12.408 mm.
由式(7)得:c=1.485 mm.
由式(8)得:d2实测=10.923 mm.
由丝锥螺纹公差表查得滚牙丝锥螺纹中径的极限尺寸为:
d2max=10.967 mm,d2min=10.887 mm.
不考虑测量误差,d2实测=10.923 mm在滚牙丝锥螺纹中径极限尺寸最大值d2max与最小值d2min之间,所以该丝锥螺纹中径合格.
4.4 测量数据汇总和测量结果分析
磨牙丝锥和滚牙丝锥测量数据结果对照表见表1.
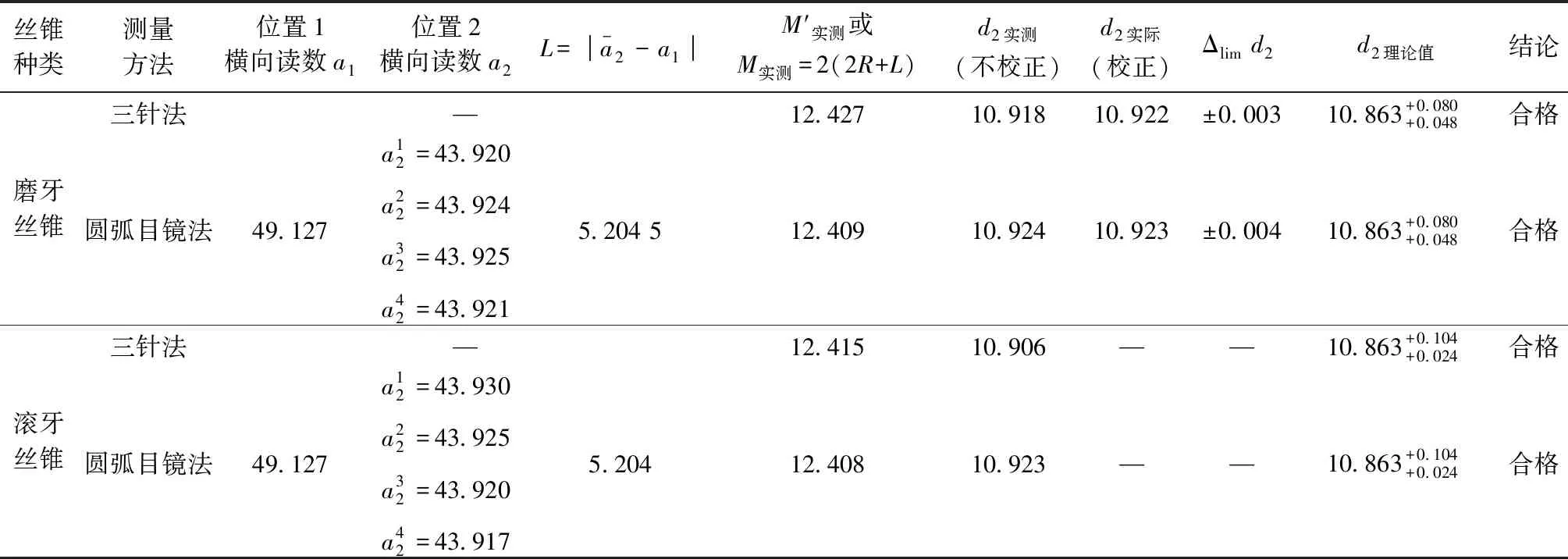
表1 磨牙丝锥和滚牙丝锥测量数据结果对照表 mm
1)圆弧目镜测量螺纹单一中径的实测值大于三针法测量螺纹单一中径的实测值.圆弧目镜测量是非接触测量,三针法测量是接触性测量,所以圆弧目镜法比三针法测量的中径实测值大,是合理的.
2)测量磨牙丝锥时,三针法和圆弧目镜法测量的中径值经校正后很接近,相差0.001 mm;测量滚牙丝锥时,三针法和圆弧目镜法测量的中径实测值接近,相差0.017 mm.
从国标GB/T969—2007《丝锥技术条件》中可以看出:磨牙丝锥牙侧表面粗糙度比滚牙丝锥牙侧表面粗糙度要求高.从万工显目镜中看到磨牙丝锥牙型表面成像为一直线,牙型好;而滚牙丝锥牙型表面成像为不规则曲线,牙型不好.所以圆弧目镜法适合于磨牙丝锥螺纹中径的测量,同样也适合于滚牙丝锥螺纹中径不做校正的测量.
3)测量磨牙丝锥中径时,圆弧目镜法和三针法测量螺纹中径的实测值与实际值都在丝锥螺纹中径极限尺寸之内,圆弧目镜法总的测量极限误差略大于三针法总的测量极限误差,相差0.001 mm.所以测量结果可靠.
5 结 论
综合以上实例分析,可以得出如下结论:
从三针法和圆弧目镜法对丝锥螺纹中径的测量可以看出,圆弧目镜法测量丝锥螺纹单一中径是一个实用、简便和可靠的公制普通螺纹奇数槽丝锥螺纹单一中径的测量方法,它适用于磨牙丝锥测量.
三针法是目前螺纹中径最主要和可靠的测量方法,但无法实现对奇数槽丝锥螺纹中径的测量,本测量方法把测量螺纹中径的三针法测量原理和万能工具显微镜影像法通过圆弧目镜标准圆弧刻线相结合,实现了对普通螺纹奇数槽丝锥螺纹单一中径的测量,解决了目前公制普通螺纹奇数槽丝锥螺纹单一中径测量方法存在的不足.该方法具有装夹定位方便、测量环节少、过程简便、无需多次换算、测量误差小的优点.
