平面磨削加工温度场的有限元分析研究
2019-10-21张璐
张璐
摘 要:磨削加工是机械制造中重要的加工方法,表面退火、烧伤是容易出现的质量问题,本文利用APDL参数化编程的有限元计算法,对磨削温度场进行研究,分析磨削温度场的变化规律,并进一步研究磨削参数对温度场的影响,分析结果为实际磨削加工提供理论依据。
关键词:APDL;磨削温度场;有限元仿真;磨削参数
中图分类号:TG582 文献标识码:A
磨削加工是重要的机械加工方法,广泛应用于零件表面的精密加工,像淬硬钢、钛合金、硬质合金等硬度很高的材料,磨削是唯一的精加工方法。磨削时,砂轮对工件表面除切削作用外,还有剧烈的摩擦,产生大量的热量。由于砂轮自身导热性差,有60%~80%的热量传入工件,导致磨削区域温度急剧升高,容易引起表面退火或烧伤。本文以硬质合金材料YG8为例,利用有限元的方法,对磨削区域温度场进行分析研究,对提高磨削加工质量和效率有重要的意义。
ANSYS有两种操做方式,一种是图形操作界面,另一种是APDL参数化编程,但由于磨削温度场分析属于瞬态热分析,需要多次分析计算,并且要加载移动载荷,整个过程比较繁琐,应用APDL就很好的解决了这些问题,可以将编制好的代码写入.txt文档进行逐步的调试,完成第一次分析后保存,在进行其它分析时只需要对其需要改动需要改动的数据,大大的节约了分析时间。
1 工件有限元模型的建立
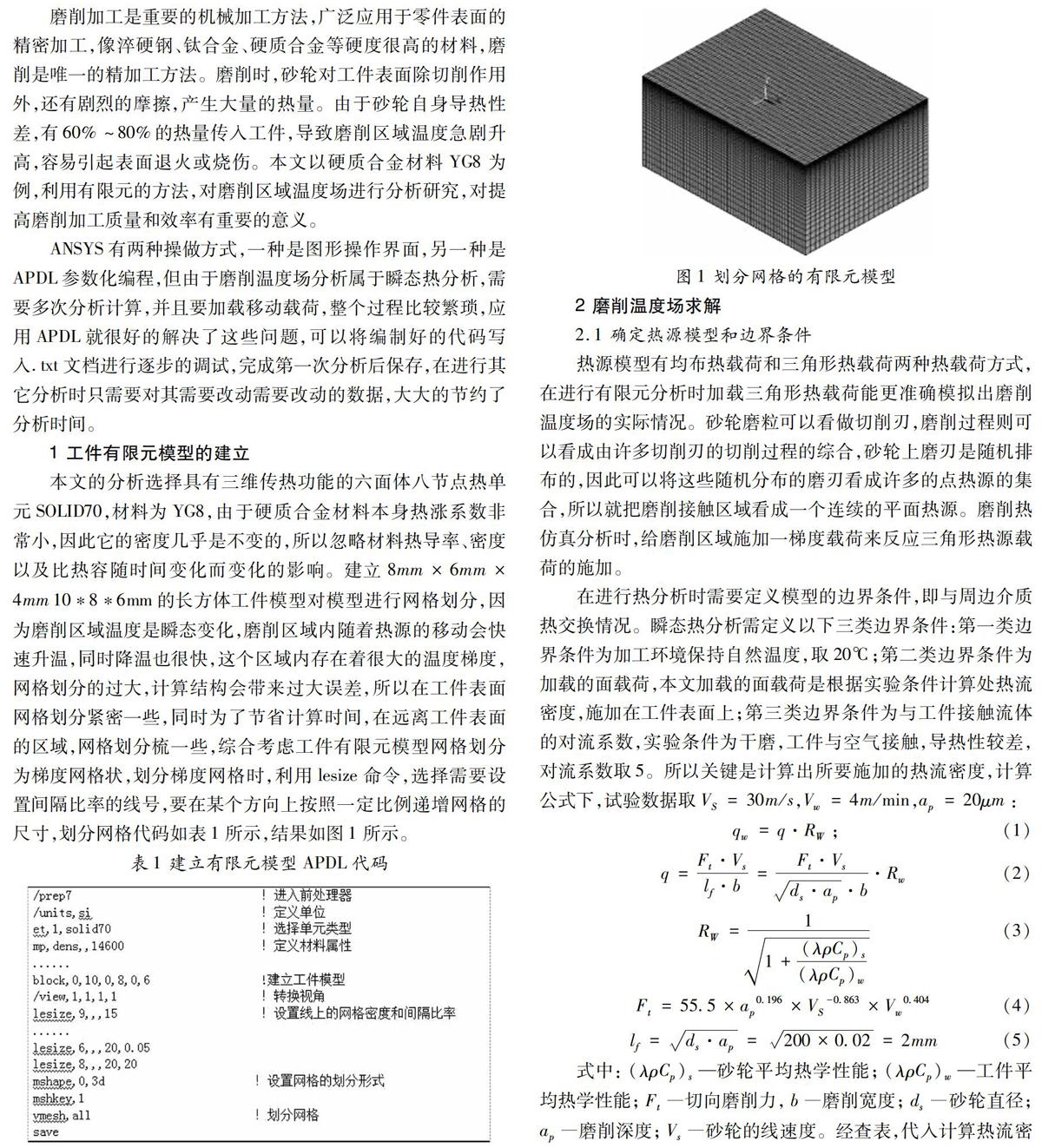
本文的分析选择具有三维传热功能的六面体八节点热单元SOLID70,材料为YG8,由于硬质合金材料本身热涨系数非常小,因此它的密度几乎是不变的,所以忽略材料热导率、密度以及比热容随时间变化而变化的影响。建立8mm×6mm×4mm10*8*6mm的长方体工件模型对模型进行网格划分,因为磨削区域温度是瞬态变化,磨削区域内随着热源的移动会快速升温,同时降温也很快,这个区域内存在着很大的温度梯度,网格划分的过大,计算结构会带来过大误差,所以在工件表面网格划分紧密一些,同时为了节省计算时间,在远离工件表面的区域,网格划分梳一些,综合考虑工件有限元模型网格划分为梯度网格状,划分梯度网格时,利用lesize命令,选择需要设置间隔比率的线号,要在某个方向上按照一定比例递增网格的尺寸,划分网格代码如表1所示,结果如图1所示。
2 磨削温度场求解
2.1 确定热源模型和边界条件
热源模型有均布热载荷和三角形热载荷两种热载荷方式,在进行有限元分析时加载三角形热载荷能更准确模拟出磨削温度场的实际情况。砂轮磨粒可以看做切削刃,磨削过程则可以看成由许多切削刃的切削过程的综合,砂轮上磨刃是隨机排布的,因此可以将这些随机分布的磨刃看成许多的点热源的集合,所以就把磨削接触区域看成一个连续的平面热源。磨削热仿真分析时,给磨削区域施加一梯度载荷来反应三角形热源载荷的施加。
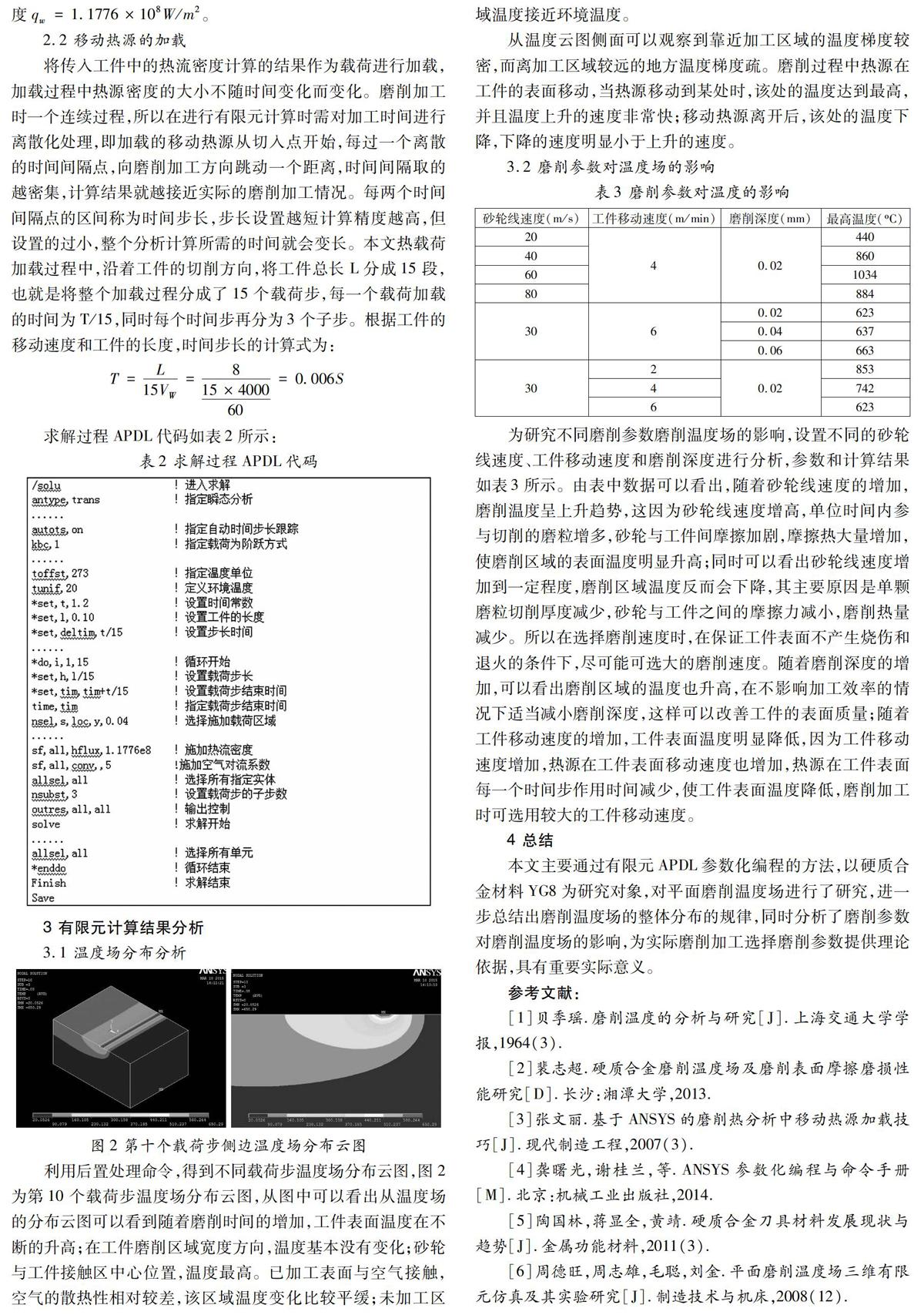
利用后置处理命令,得到不同载荷步温度场分布云图,图2为第10个载荷步温度场分布云图,从图中可以看出从温度场的分布云图可以看到随着磨削时间的增加,工件表面温度在不断的升高;在工件磨削区域宽度方向,温度基本没有变化;砂轮与工件接触区中心位置,温度最高。已加工表面与空气接触,空气的散热性相对较差,该区域温度变化比较平缓;未加工区域温度接近环境温度。
从温度云图侧面可以观察到靠近加工区域的温度梯度较密,而离加工区域较远的地方温度梯度疏。磨削过程中热源在工件的表面移动,当热源移动到某处时,该处的温度达到最高,并且温度上升的速度非常快;移动热源离开后,该处的温度下降,下降的速度明显小于上升的速度。
3.2 磨削参数对温度场的影响
为研究不同磨削参数磨削温度场的影响,设置不同的砂轮线速度、工件移动速度和磨削深度进行分析,参数和计算结果如表3所示。由表中数据可以看出,随着砂轮线速度的增加,磨削温度呈上升趋势,这因为砂轮线速度增高,单位时间内参与切削的磨粒增多,砂轮与工件间摩擦加剧,摩擦热大量增加,使磨削区域的表面温度明显升高;同时可以看出砂轮线速度增加到一定程度,磨削区域温度反而会下降,其主要原因是单颗磨粒切削厚度减少,砂轮与工件之间的摩擦力减小,磨削热量减少。所以在选择磨削速度时,在保证工件表面不产生烧伤和退火的条件下,尽可能可选大的磨削速度。随着磨削深度的增加,可以看出磨削区域的温度也升高,在不影响加工效率的情况下适当减小磨削深度,这样可以改善工件的表面质量;随着工件移动速度的增加,工件表面温度明显降低,因为工件移动速度增加,热源在工件表面移动速度也增加,热源在工件表面每一个时间步作用时间减少,使工件表面温度降低,磨削加工时可选用较大的工件移动速度。
4 总结
本文主要通过有限元APDL参数化编程的方法,以硬质合金材料YG8为研究对象,对平面磨削温度场进行了研究,进一步总结出磨削温度场的整体分布的规律,同时分析了磨削参数对磨削温度场的影响,为实际磨削加工选择磨削参数提供理论依据,具有重要实际意义。
参考文献:
[1]贝季瑶.磨削温度的分析与研究[J].上海交通大学学报,1964(3).
[2]裴志超.硬质合金磨削温度场及磨削表面摩擦磨损性能研究[D].长沙:湘潭大学,2013.
[3]张文丽.基于ANSYS的磨削热分析中移动热源加载技巧[J].现代制造工程,2007(3).
[4]龚曙光,谢桂兰,等.ANSYS参数化编程与命令手册[M].北京:机械工业出版社,2014.
[5]陶国林,蒋显全,黄靖.硬质合金刀具材料发展现状与趋势[J].金属功能材料,2011(3).
[6]周德旺,周志雄,毛聪,刘金.平面磨削温度场三维有限元仿真及其实验研究[J].制造技术与机床,2008(12).
