液压伺服控制技术在连铸机振动系统中的应用
2019-10-21陈勇
陈勇
摘 要:在社会经济快速发展的背景下,刺激了国内钢铁市场的发展,同时企业之间的竞争也更为激烈,为进一步提高自身的竞争实力,近年来越来越多的企业加强了对连铸技术的研究。为实现连铸过程的自动化,可以将液压伺服控制技术应用到连铸机振动系统中,提高整个生产过程的控制效果。本文基于连铸机振动系统特点,基于实际需求对连铸机液压振动控制系统的设计和实现进行了简单分析。
关键词:液压伺服控制;连铸机;振动系统
对于钢水连铸技术,即将钢水连续不断的通过结晶器,待凝结成硬壳以后从结晶器下方出口部位连续拉出,然后通过二冷区凝固后,对其进行切割、精整形成具有一定规格的坯料。在整个处理过程中,结晶器要保持振动状态,避免在凝固阶段材料与设备产生粘连,出现漏钢问题。将液压伺服控制技术应用到连铸机振动系统中,对系统控制方式进行优化,促使综合生产效果进一步提高。
一、连铸机液压伺服振动系统特点
连铸机结晶器液压振动装置相比机械振动应用优势更为明显,结构设计上更为简单,减少了传递环节,更便于结晶器之间的调整,减少漏钢问题的产生,降低了后期维护难度。液压伺服系统具有更高的可靠性和抗干扰能力,能够长时间保持稳定的振动波形。同时还能够对振动曲线进行调整更改,使得连铸机可以浇铸的钢种更多,并对铸坯表面以及结晶器筒壁之间的接触状态进行改善,减少凝固环节的粘结漏钢问题发生。[1]
二、连铸机液压伺服系统实现
(一)系统运行原理
连铸机结晶器振动液压系统运行,主要是通过伺服阀来带动液压缸实现,共设置有一个动力源装置。其中,液压泵对应的为恒压变量柱塞泵,泵出口安装有溢流阀,用于对系统最高压力进行调节,避免压力超出最高限制导致系统过载。另外,系统内还设置有污染报警过滤器,以免油液污染造成系统堵塞。通过伺服阀的控制,来确保液压缸的正常运行,对油源振动和冲击进行有效吸收,将系统运行压力维持在一定稳定状态,且应急情况下还可以作为动力源维持系统运行。为提高系统运行安全性,液压缸进出油路还安装有溢流阀,利用液控单向阀组成的双向液压锁对对液压缸的停留位置进行控制,避免停止后出现溜车问题。
(二)伺服控制系统设计
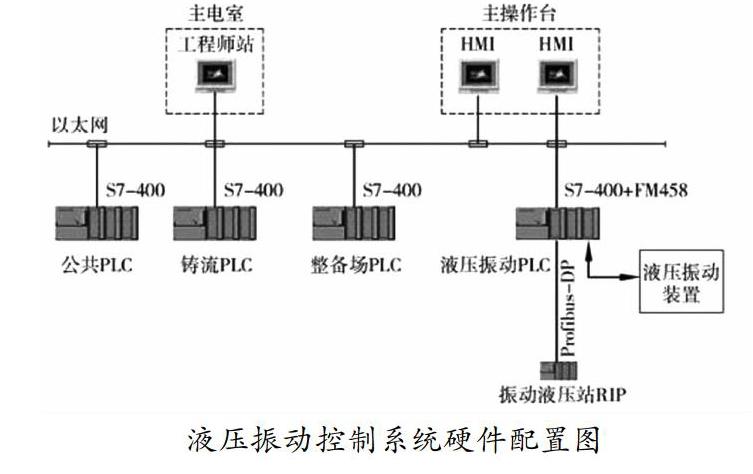
1.硬件配置
连铸机液压伺服振动控制系统为单独SIMATIC
S7-400
PLC为主,其数据处理和逻辑运算能力非常强,所用于中高档自动化系统,满足梯形图、语句表以及流程图多种编辑语言,实际应用灵活性和可操作性非常强。其中,系统以CPU414为中央处理器,负责对各项程序的执行、运算和存储进行控制。另外,通讯处理器应用CP443以太网处理器,可满足联网和数据通讯,对CPU通讯任务进行分流。
2.功能模块
實时性为液压振动系统的重要特性之一,必须要保证控制器具有非常快的相应速度,能够同时执行多种任务。以FM458为例,其应用的为128MHz
64位RISC浮点处理器,程序循环所需时间仅为0.1ms,可高速相应开环和闭环控制。并且,其应用的为连续功能图CFC编程,具备大量的控制功能函数块,无论编程还是调试均具有较大优势。将其安装在底板上,能够利用底板总线和PLC的CPU进行通讯。
3.系统控制功能
(1)振动液缸位置控制。在连铸机结晶器液压振动控制系统中,最基础的就是振动液压缸位置控制,其为系统基础控制功能。一般每个结晶器振动台均配置有2个振动液压缸,且分别有一个独立伺服阀控制。振动液压缸上还安装有位移传感器,并且在液压缸活塞与活塞杆测液压管路上分别安装压力传感器,利用其来对振动液压缸振动压力数值进行测量。对位置控制部分进行分析,便可采用非独立控制方式,即对两个振动液压缸来安装2个PI调节器,分别来负责2个振动液压缸平均位置和位置同步。其中,为避免伺服阀零位漂移对位置控制精度带来的干扰,在对控制系统设计时,还需要对每个液压缸位置闭环控制回路设置伺服阀零位漂移补偿,避免因为伺服阀开口零点位置偏移以及泄露对系统状态产生的影响,确保整个控制系统动静态性能均具有较高的稳定性。
(2)振动函数发生器。连铸机浇注工艺的实现,需要根据工况条件来对拉坯速度相关工艺参数进行调节,而为达到最佳的振动效果,必须要对振动频率和振动幅值来进行调节。根据工况连铸机液压振动控制系统振动函数发生器选择的振动参数和拉速来生成振动函数。以振动幅值函数发生器为例,振动幅值函数发生器为连铸机浇铸拉速一阶线性函数,振动幅值和拉速保持正比关系,以提前设定的振幅参数为依据,振动函数来生成振动幅值,则对应的振动幅值函数为:
A m =C 1 +C 2 V g
其中,A m 表示振动幅值,单位mm;C 1 表示连铸机拉坯速度为零时的振幅,单位mm;C 2 表示振幅/连铸机拉坯速度因子;V g 表示连铸机拉坯速度,单位m/min。
三、结语
液压伺服控制技术在连铸机振动系统中的应用对提高生产综合效率具有重要意义,可以对铸坯表面以及结晶器筒壁之间的接触状态进行改善,减少凝固环节的粘结漏钢。为减少生产中各类问题,还需要在总结现有经验前提下,做更为深入的研究,确定液压伺服控制技术在连铸机振动系统设计中的应用方向,确保将其所具有的技术优势完全发挥出来。通过建立连铸机液压伺服振动控制系统,基于实际工况情况来对系统各项工艺参数进行调节,排除各项因素带来的不良影响,确保控制系统可以处于一个稳定状态,为高效生产提供保障。
参考文献:
[1]孙海波.伺服控制在板坯连铸机液压振动系统上的应用[J].一重技术,2014(04):32-35.
