一种异形接管机械加工
2019-10-21彭东奚旭赵英权李巧云
彭东 奚旭 赵英权 李巧云

摘 要:本文阐述了一种异形接管,着重介绍了该异形接管的加工思维和实际加工过程。
关键词:异形接管;机械加工
接管做为容器开孔引出的短管,大部分接管的中心线与壳体表面法线方向一致,接管形状为回转体结构。但是常有接管中心线与壳体表面法方向不一致,外形结构为椭圆等不规整的结构。本文对一种异形接管的数控加工的思维和实际加工过程进行了介绍,通过其制造工艺的研究为该类型的异形接管提供一定的借鉴。
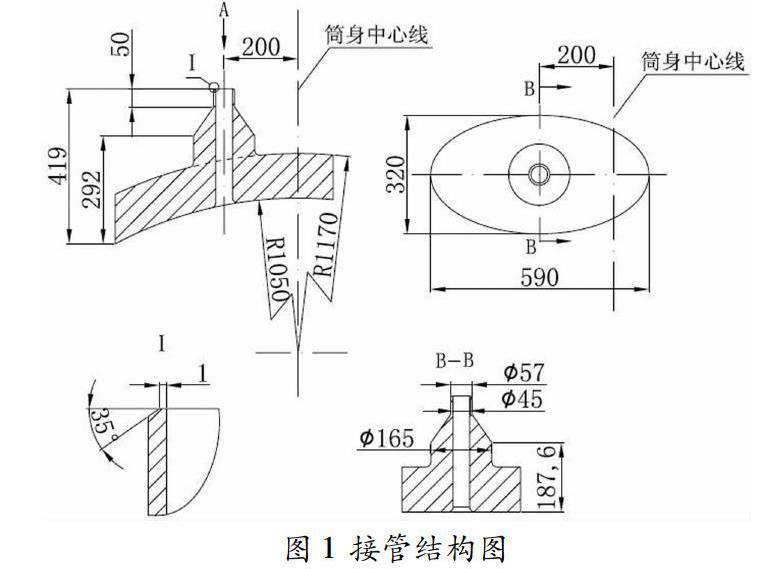
1 接管结构特点
该接管结构如图1所示,从图1可知该接管整体外形空间尺寸为590×320×419(长×宽×高),接管孔中心线与壳体表面法线方向不一致,呈一定夹角,反而与筒身中心线平行,接管外形俯视图呈标准的椭圆形。
2 坯料及加工机床选择
锻件坯料为20MnMoⅣ长方体,其尺寸:610(长)×340(宽)×440(高)。
根据该管座的结构和机械加工设备的能力,在尽量节约生产成本的前提下,采用在普通镗床上镗除多余余量,然后使用立式加工中心数控设备上铣R1170、R1050圆弧及椭圆外形各部分成。选用的床子有普通镗铣床TX619T和数控立式加工中心KVC1300A。
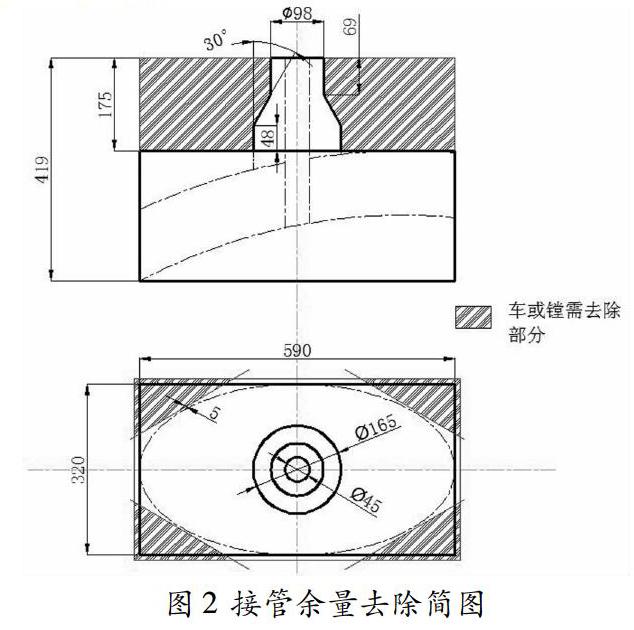
3 普通鏜铣床TX619T去除余量
1)普通镗铣床按下图2镗上端过多余量,坯料的装夹保证接管孔在竖直方向上。
2)用钻头钻Φ45中心孔,孔深315mm;
3)镗余量,单边留5~10mm余量,该余量用于精加工切除量。
4 立式加工中心KVC1300A加工R1170、R1150弧面及椭圆外形
1)夹下端,用D100R6、D63R6刀具铣上端。接管的装夹保证接管孔在竖直方向上。在进行数控编程铣上端时,外形暂加工至图3所示的上部分(两直线之间)。为防止刀具及机头部分与管座上端发生干涉,编程时,将上端圆柱设为Φ205mm,且在管座下端设置一检查块(阻止刀具在下部未加工区域的走刀)。
2)调头,装夹,接管的装夹通过装夹工具保证接管孔在竖直方向上,找正,根据上端加工外形,严格找正定位尺寸,并装夹,在装夹好后,多次用刀头复核定位尺寸,如图4所示。
5 结论
通过这种异形接管的加工,掌握了该类型接管从坯料开始加工成形的机械加工思路和机械设备的使用选择。在保证接管的加工质量的前提下选择镗床去除过多余量的粗加工和数控加工中心精加工的组合方式,既节约了生产成本,又节约了生产周期。该异形接管加工过程中始终保持接管的装夹保证接管孔在竖直方向上贯穿了加工整个过程,是加工的基准,是接管加工成败的关键。
