什邡卷烟厂预配柜铺料方式改进
2019-10-21裴诚
裴诚


摘要:通过对四川中烟什邡卷烟厂预混柜的铺料方式和出料方式的改进,均衡前后段生产能力,不出现前段等柜的现象,提高前段的生产效率,缩短工作时间,同时,杜绝生产试验产品时人工传烟的现象,降低劳动强度,提高产品均质化水平。
关键词:预混柜 效率
1、前言
预混叶柜是什邡卷烟厂松散回潮工序后的暂存柜,在生产中起承上启下的作用,物料在经过松散回潮后,在此柜中进行第一次水分和温度的短暂均衡,后进入叶片加料环节,经预混柜暂存后的物料,水分和温度更加稳定,同时,也为加料环节提供稳定的物料流量,当出现润叶回潮和叶片加料两工序生产能力有较大差异时,就会降低生产效率,出现前段或后段停机等料的现象,因此,提高预混叶柜的使用效率能较大提高叶片处理段的生产能力和效率。
2、现状
在只有2个预配柜的环境下,当生产分组加工的产品时,会出现以下情况:
2.1、当第一批烟为分组第二批为不分组加工时,不会出现等柜现象(表一):
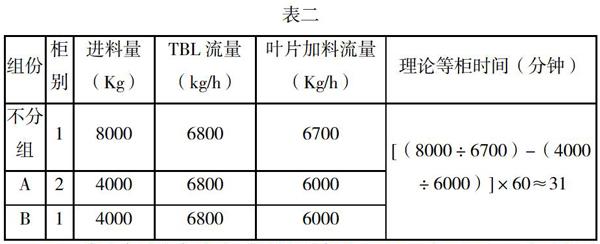
2.2、当第一批为不分组,第二批为分组加工时,此时,A组进柜完成后,第一批还未出完,造成前段生产无法进行,只能停机等柜(表二):
2.3、当生产试验产品时,物料总量仅为4000Kg或2000Kg,此时需要人工进入柜子,将平铺的物料传到前段,耗费大量人力和时间,且加料工序需等待至少30分钟以上,同时也不利于物料的均质化。
3、原因汇总
3.1、由于设备固有特性,当预配柜内物料平铺4000Kg,叶片加料流量只能在6000Kg以下,如果增加流量则出料量不能满足,严重影响生产效率。
3.2、由于只有一条制丝生产线,分组产品和不分组产品在一条线上生产,因此,在生产安排上不可避免地两类产品要交叉进行。
3.3、由于预配柜只有两个,因此不可避免要遇到前段等柜的现象。
4、改进思路
4.1、当预配柜内物料平铺4000Kg,根据预配柜尺寸,物料会铺很薄一层,即使预配柜出料底带频率最大,也不能满足叶片加料增加流量,因此,叶片加料流量只能降低流量生产,否则会造成叶片加料断料,影响产品质量,
4.2、分组产品和不分组产品在一条线上生产,因此,在生产安排上不可避免地两类产品要交叉进行,增加一条生产线基本不可能,因此也不能避免生产交叉。
4.3、预配柜数少,当然增加预配柜能解决当前问题,但是根据现场情况,无法增加。
5、改进要点
5.1、增加预配柜中物料厚度,使其能满足叶片加料流量6700Kg/h;
5.2、想办法使分组加工的AB组进同一预配柜,两组物料合并为一组,使前后段生产能力基本一致。
6、改进设计
6.1、物料平铺在预配柜内
将近柜方式由整柜平铺改为分别向前后两段进行分段平铺方式,通过这种方式,可以将一个柜子分为互不混牌的两段,最大限度利用柜子的空间。(图一)
(图一:布料车正在布B组时,布料车换向时的情况)
通過对控制程序的修改,实现同一柜内分前后分别布料,由于布料车的长度小于柜子长度的二分之一,因此,在柜子中间留有约1.5米的空白距离,当布料车对前段进行铺料时,由于增加了皮带电机,对皮带进行单独控制,可以控制皮带只向前运动,此时,物料只向前落下,保证物料只铺在前段,后段则相反。
6.2、生产衔接
当回潮A组生产完成后,不用结束生产任务,直接进入B组生产,操作工仅需要按下换柜按钮,中控确认后,直接转入B组的配方参数进行生产,当出料时,叶片加料段A组生产结束后,现场操作工回收A组香料,并填充B组香料后,同样进行组别切换,经中控确认后,程序直接转入B组配方进行生产,AB组物料进同一贮叶柜,这样,B组物料可以均匀平铺在A组上,当贮叶柜出料时,AB组物料能均匀出料。
7、效果检查
改造后,由于可以将分两组的产品结合为一柜生产,因此克服了生产时间上的瓶颈,不会出现因柜子不够而等柜的现象。(表三)
8、总结
通过本次改造,创新了固有的生产控制方式,有效提高了生产效率,减少了能源消耗,缩短了生产时间,但“做精制造”是一个永恒主题,在提高生产效率上还有很大的空间。
