高温合金半管类零件成形工艺研究
2019-10-21侯洋
侯洋
摘 要:本文以GH3030高温合金半管类异性曲面零件为例,通过对零件外形的分析,对材料性能的分析,对成形理论数据的分析,围绕高温合金材料拉形成形的工艺方法进行研究, 探索出此类零件的工艺方案和工装方案,以达到指导实际零件试制和生产的目的。
关键词:高温合金;拉形工艺;材料性能;工艺方案;
1 研究背景
高温合金半管类异性曲面零件(材料:GH3030冷轧+固溶,厚度:0.8mm),零件外形复杂,曲度大、存在凸凹曲面。零件成形后经严合焊接成为整体尾喷管,要求零件外形精度高。鉴于传统的落压成形方案存在的多种缺陷,亟待摸索一种适合此类零件成型的工艺方法。经分析现有的工艺能力和设备等基本因素,拉伸成形是一种适合的工艺方法,并展开相关技术研究。
2 拉形成形工艺分析
2.1 高温合金材料机械性能分析
高温合金(牌号GH3030)材料机械性能与硬铝(2A12-0)的对比,见表2-1-1。
2-1-1 机械性能对比表
可见高温合金(GH3030),屈强比:0.77与硬铝的比值相近,并且具有30%的延伸率。
2.2 高温合金半管类拉形成形工艺参数分析
1)拉伸系数:是指板料拉形后,变形最大的剖面处Lmax与原长度L0之比
KL=Lmax/L0≈Lmax/Lmin,是衡量零件变形程度参数
KL——拉形系数
Lmax——拉形后零件最大剖面的长度mm
L0——拉形前板料该剖面的原始长度mm
δL——拉形后板料在该剖面上的绝对伸长量mm
2)极限拉形系数是在拉形时,当板料濒临出现不允许的缺陷时(断裂、滑移线、出晶、橘皮等)的拉形系数,用Kmax表示
Kmax=1+
δL——为单向拉伸出现不允许的缺陷时的延伸率,表3-2-2
μ——摩擦系数,一般取0.1-0.15
n——材料的应变强化指数,表3-2-3
e——自然对数底,e≈2.718
a——毛料在模具上的包角
计算得出:高温合金Kmax=1.06
硬铝Lmax=1.04
1)拉形力和拉形速度
零件成形的拉形力按拉伸方向毛料的最大剖面积产生0.9σb计算
Pb=1.8Fσbsina/2=1.8x800x580xsin48=642968N
依据拉力的计算可选用FET-600,横向拉形机
拉形速度见表2-2-3,选用3.5-6mm/s
经过对高温合金材料(GH3030)机械性能的分析与硬铝的对比,高温合金与硬铝具有相近的屈强比,通过零件外形的分析并与假想硬铝材料下的零件进行对比,零件具有不高拉伸系数KL,说明零件的变形程度没有想象中的那么大,并且有硬铝相近的极限拉形系数Kmax。综上所知道,理论上采用拉形成形高温合金半管类零件是一种可行的工艺方案。
3 拉形试制中的主要缺陷
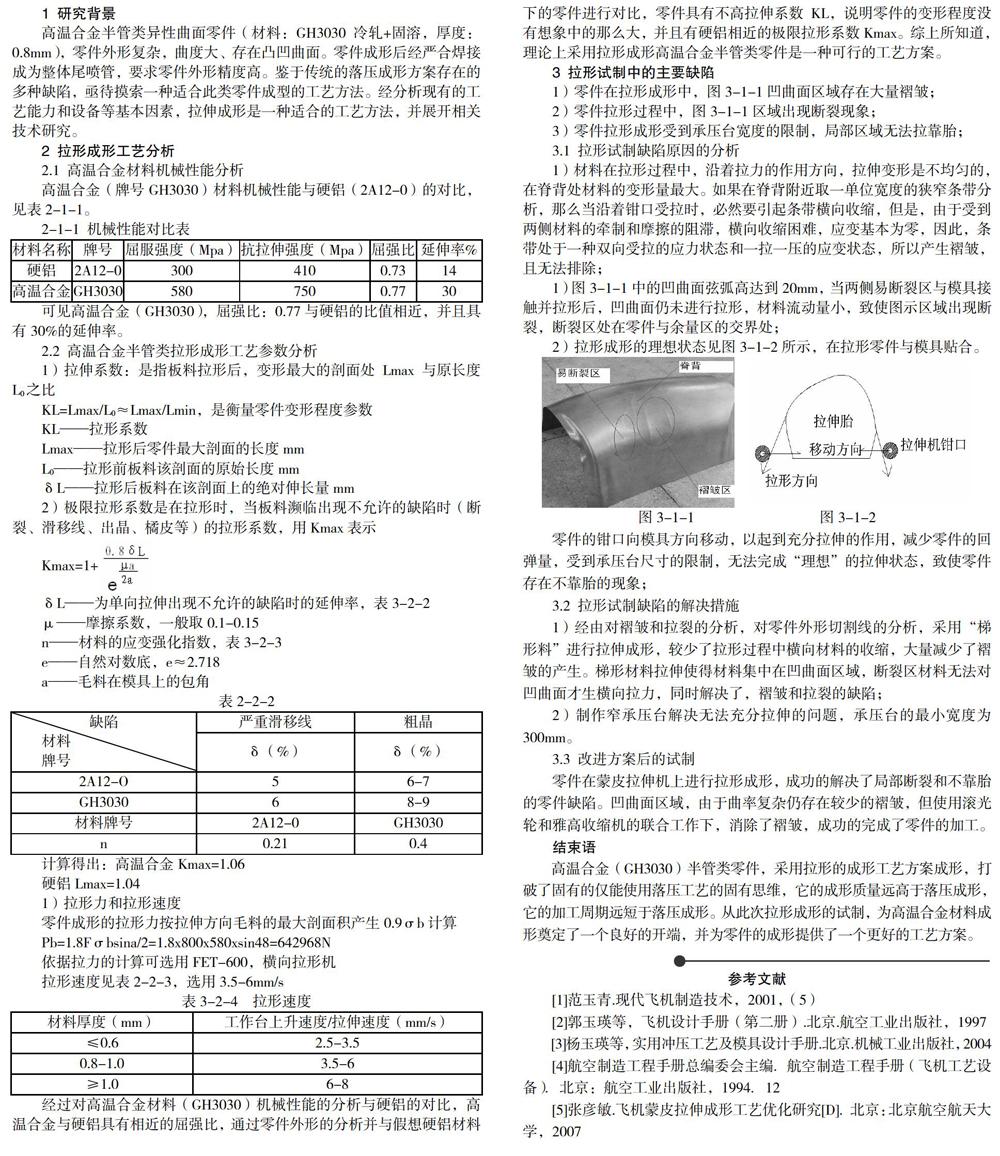
1)零件在拉形成形中,图3-1-1凹曲面区域存在大量褶皱;
2)零件拉形过程中,图3-1-1区域出现断裂现象;
3)零件拉形成形受到承压台宽度的限制,局部区域无法拉靠胎;
3.1 拉形试制缺陷原因的分析
1)材料在拉形过程中,沿着拉力的作用方向,拉伸变形是不均勻的,在脊背处材料的变形量最大。如果在脊背附近取一单位宽度的狭窄条带分析,那么当沿着钳口受拉时,必然要引起条带横向收缩,但是,由于受到两侧材料的牵制和摩擦的阻滞,横向收缩困难,应变基本为零,因此,条带处于一种双向受拉的应力状态和一拉一压的应变状态,所以产生褶皱,且无法排除;
1)图3-1-1中的凹曲面弦弧高达到20mm,当两侧易断裂区与模具接触并拉形后,凹曲面仍未进行拉形,材料流动量小,致使图示区域出现断裂,断裂区处在零件与余量区的交界处;
2)拉形成形的理想状态见图3-1-2所示,在拉形零件与模具贴合。
图3-1-1 图3-1-2
零件的钳口向模具方向移动,以起到充分拉伸的作用,减少零件的回弹量,受到承压台尺寸的限制,无法完成“理想”的拉伸状态,致使零件存在不靠胎的现象;
3.2 拉形试制缺陷的解决措施
1)经由对褶皱和拉裂的分析,对零件外形切割线的分析,采用“梯形料”进行拉伸成形,较少了拉形过程中横向材料的收缩,大量减少了褶皱的产生。梯形材料拉伸使得材料集中在凹曲面区域,断裂区材料无法对凹曲面才生横向拉力,同时解决了,褶皱和拉裂的缺陷;
2)制作窄承压台解决无法充分拉伸的问题,承压台的最小宽度为300mm。
3.3 改进方案后的试制
零件在蒙皮拉伸机上进行拉形成形,成功的解决了局部断裂和不靠胎的零件缺陷。凹曲面区域,由于曲率复杂仍存在较少的褶皱,但使用滚光轮和雅高收缩机的联合工作下,消除了褶皱,成功的完成了零件的加工。
结束语
高温合金(GH3030)半管类零件,采用拉形的成形工艺方案成形,打破了固有的仅能使用落压工艺的固有思维,它的成形质量远高于落压成形,它的加工周期远短于落压成形。从此次拉形成形的试制,为高温合金材料成形奠定了一个良好的开端,并为零件的成形提供了一个更好的工艺方案;
参考文献
1、范玉青.现代飞机制造技术,2001,(5)
2、郭玉瑛等,飞机设计手册(第二册).北京.航空工业出版社,1997
3、杨玉瑛等,实用冲压工艺及模具设计手册.北京.机械工业出版社,2004
4、航空制造工程手册总编委会主编.航空制造工程手册(飞机工艺设备).北京:航空工业出版社,1994.12
5.张彦敏.飞机蒙皮拉伸成形工艺优化研究[D]. 北京: 北京航空航天大学, 2007
