冲压模具与自动冲压线的动态仿真研究
2019-10-21张伟孔凡彬周连国
张伟 孔凡彬 周连国


摘要:由于设备的诸多限制,自动冲压线模具是设计中最困难的模具类型。在模具制造的初期,我们可以直接、简单地验证和优化冲压件的工艺流程和模具设计结构的合理性,改进端部拾取器和模具的结构设计,消除碰撞干扰问题,提高生产效率。
关键词:自动化冲压生产线;仿真模拟;冲压模具;端拾器;干涉检查
目前,国内汽车工业的快速发展,许多汽车制造商为了适应水平,档次的需要,迫切需要高水平的自动冲压生产线,或现有的妙语自动化转型,国内有很多自动冲压生产线几乎全部从国外进口。主要包括两部分:自动冲压线模具成形过程优化分析和模具设计,既能保证冲压金属板具有良好的成形质量,并考虑工件、模具结构和机制的干扰问题,传统的设计方法基于静态干扰曲线很难考虑复杂的运动条件。
一、自动冲压生产线使用现状
为了满足日益增长的汽车需求,中国的大型汽车厂采用了自动化冲压生产线,以满足快速生产的需要。自动化生产线在降低成本和提高产品质量的同时,使零件的冲压过程能够快速有效地进行。工作期间自动冲压生产线上的交通系统,由冲压自动化大体上是由工业机器人型铰接式的6个自由度,具有以下优点:机器人搬运,完全避免了硬币硬币表面上的冲突这些伤害提高了车身覆盖件的冲压质量,避免了制造过程中造成的身体伤害,使工人从事繁重、枯燥和危险的工作。冲压生产线实现非个性化生产,结束了机床冲压压机过程中发生人身安全事故。
1.冲压模具自動冲压生产线工作流程。模具自动化生产线的一般流程为:拆垛→清洗喷油→对中→各工序模具冲压→产品输出。由叉车将料片放至堆垛装置,采用磁力分离原理拆垛,料片被真空吸盘吸起,经检查无双料片后,由磁性皮带输送料片至清洗喷油工序,然后在对中台扫描对中后,机器人将料片抓起,放到第一序模具上,之后由机器人依次在各序模具间抓取、放置制件,由压力机进行冲,最后由传送带将产品件输送出压力机。
2.冲压模具运动仿真的主要内容。冲压模具运动过程中主要有两类干涉问题:一是模具结构部件之间产生的干涉;二是模具实体与自动化生产线之间产生的干涉。运动仿真系统的主要作用是模拟汽车模具的冲压运动过程,避免模具实物制造阶段出现的真实干涉,减少装配、修模、试模的次数,减少经济损失,提高模具设计的可靠性,缩短模具开发周期,因此,运动仿真是设计与制造的桥梁。
二、冲压生产线的动态仿真
常见的自动冲压线分为单机串联冲压线和大型多工位压力机两种,主要由以下部分组成:前端上料拆垛清洗涂油装置、压力机、尾端取料设备、自动送料机构。自动送料机构的种类较多:如横杆式、机器人式、机械臂、SpeedBar、上下料机械手配穿梭小车等等。本文按照搬运系统与压机滑块的运动关系将自动冲压线分为两类:同步运动控制送料机构和信号互锁控制送料机构。冲压生产线的动态仿真关键是在计算机里能够构建出准确体现冲压线几何运动特性的数字样机。数字样机在描述冲压线的几何特性时,只考虑与模具设计相关的几何特征。例如:压力机,只考虑它的滑块、工作台、压板槽、滑块行程、闭合高度等要素(见图1)。在表达冲压线的运动规律时,假定冲压线中所有的运动部件都为刚体。因每个刚体在三维空间皆有6个运动自由度,3个沿坐标轴线平移,3个绕坐标轴线旋转,所以通过定量控制这6个自由度可以描述刚体在三维空间的任意位置和姿态。通过对压机滑块,搬运系统的各个运动部件机械运动特性的分析,找出它们的运动自由度类型及其数量,添加适当的运动副,就能真实描述它们的运动规律。例如:压机滑块做上下往复的直线运动,只有一个平移自由度,对数字样机的滑块添加平移运动副就可表达出压机滑块的运动规律。
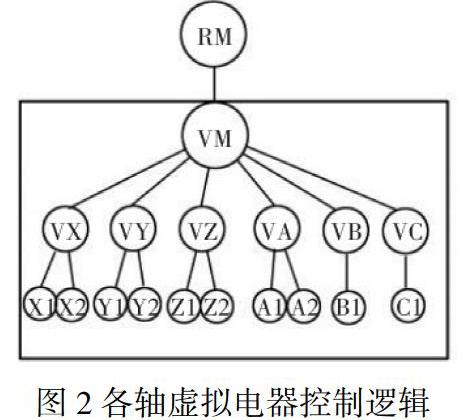
1.送料机构采用同步运动控制的冲压线动态仿真。这类冲压线的显著特点是使用同步运动控制技术控制滑块连续运动,送料机构上下料操作与压机滑块运动同时进行,送料机构的运动轨迹比较固定,只有几种形式。同步控制可以实现压机与压机之间的同步,压机与送料机构之间的同步。伺服驱动器采集反馈信号驱动伺服电机做高动态响应的运动,反馈信号是由安装在压机凸轮上的编码器输出的,在同步控制中这个编码器就作为主轴,其它从轴随这个主轴按照预先编辑的同步曲线运动。运动控制层级如图2所示,RM代表压机实轴,VM是虚拟主轴,VX、VY、VZ等代表送料机构的送进,提升等运动方向的虚拟轴,当与压机同步运行时,RM与VM耦合;当送料机构单独运行时,RM与VM解耦合。
图2各轴虚拟电器控制逻辑
冲压线数字样机同步运动的实现逻辑与实际冲压线的运动控制逻辑类似,采用曲线驱动虚拟轴来控制送料机构位置与压机位置同步。本文采用的是图2方框内的控制模型,采用上述刚体自由度模型,VX、VY、VZ等虚拟轴直接用相应的运动副代替;VM作为全局同步控制器,直接输入压机、送料机构各轴的运动曲线并直驱各个运动副,实现数字样机与真实冲压线的运动一致性。冲压线数字样机建立起来就能仿真模拟整条冲压线的真实运行情况,可以详细模拟零件的取放搬运过程中及其与压机、模具、空工位、机械手之间的干涉情况,不必到实际的冲压生产线进行反复调试。
2.送料机构采用信号互锁控制的冲压线动态仿真。这类冲压线一般都是在老式手动冲压生产线改造而来,送料机构的运动轨迹没有固定规律,变化多样,但是各个轴都有一定的运动范围,例如采用机器人做搬运系统的部分生产线。这种情况下数字样机通常需要采用反向运动学来求解冲压线的真实运行情况,运动学反解的方法很多,在求解过程中,有些解在运动范围内具有不确定性,产生多解。这种多解在实际运动中的体现就是:机器人可以通过不同的运动轨迹达到同一位置和姿态,可使用适当的反解算法,使机器人达到最优位姿和行走最短路径,达到最优的生产节拍。
3.模具的动态仿真。冲压线的数字样机能动态仿真压机、送料机构的运动,但不能模拟一副模具内部活动件的运动,例如压料板、CAM的运动,也就不能发现模具内部件的干涉问题。模具活动件的动态仿真难点是模拟各种CAM的运动。CAM由驱动器、滑块、滑块底座3部分构成,驱动器通过导滑接触面驱动滑块做各种需要的的运动。如图3所示,A为驱动器,B为滑块,C为底座。CAM的运动机构类型较特别,驱动块与滑块之间形成的运动副具有瞬时性,只在驱动器与滑块接触时才存在,不像普通的运动副始终存在,而在模拟冲压全过程时要求运动副必须始终存在。为解决这一矛盾,需构建虚拟的运动副来滑块的运动,就是在滑块取一点(B处)让其始终在虚拟的滑块曲线轨迹上运动。
模具和冲压线的动态仿真帮助冲压工程师设计、仿真、优化冲压工艺,优化模具结构。所有的运动部件按照它们真实的运动轨迹运行,做到离线安装调试,有效地减少了设计更改时间,消除模具在线运行碰撞干涉风险和不稳定性。总之动态仿真技术的使用对提高模具的设计水平和自主开发能力将起到显著作用,参与高端模具市场的竞争有着重要意义。
参考文献:
[1]张涛.轿车车身冲压生产线加工过程的建模与仿真[J].机械设计与制造,2017,(3):49~52
[2]李学仁.冲压模具与自动冲压线的动态仿真研究[J].模具制造,2017,(11):44~48
[3]谢娜.自动冲压线模具开发全过程仿真技术研究与应用[J].模具技术,2017,(2):5~57
[4]吴涛.同步运动控制在冲压自动化中的应用[D].中国工控网,2017.
[5]张小花.6自由度工业机器人在冲压自动线中的应用[D].合肥工业大学,硕士论文,2017.
(作者单位:曲阜天博汽车零部件制造有限公司)
