SMT过程中锡膏“结块”问题研究
2019-10-21王陆宾施庆西张国权
王陆宾 施庆西 张国权

摘 要:在电子产品制造行业,锡膏广泛用于SMT(表面贴装技术)过程中。本文通过对锡膏的主要组成部分(锡粉)进行微观结构上采样观察、过程形变监控、成分测试、试验模拟验证,研究分析SMT过程中锡膏“结块”问题的根本原因,并通过改善过程使用方法,提高SMT焊接质量,提升产品可靠性。
关键词:SMT;锡膏;锡粉;结块
中图分类号:TG457文献标识码:A文章编号:1003-5168(2019)16-0073-03
Abstract: In the electronic product manufacturing industry, solder paste is widely used in SMT (surface mounting technology). In this paper, the composition of solder paste (tin powder) was sampled on the micro-structure, monitored by process start-up and verified by experiment simulation. The essential reason of solder paste "caking" problem in SMT process was studied and analyzed, and the use of solder paste was improved. The method can improve SM welding quality and product reliability.
Keywords: SMT;solder paste;tin powder;caking
1 问题概况
2019年6月,格力电器(郑州)有限公司控制器SMT车间在使用A厂家锡膏过程中,操作工反馈锡膏中存在大小、形状不一的异物。对SMT生产过程来说,锡膏内异物会造成钢网堵孔、印刷不良、损伤PCB焊盘等问题。质量合格的锡膏应该具有一定黏性、良好的触变性、良好的印刷性能和再流焊性能,并在贮存时具有稳定的性质[1]。本文从微观分析、成分检测、现场跟踪、模拟验证几个方面对锡膏“结块”问题进行研究,旨在提高SMT工艺焊接的可靠性。
2 原因分析
2.1 异物微观结构观察
经现场跟进发现,此异物均是在印刷钢网上被发现的。查看同批次未开封使用的物料20瓶,均未发现内部存在异物。使用超景深显微镜将异物放大200倍,可见异物表面覆盖有大量锡粉颗粒,部分已挤压变形[见图1(a)];将物料拆解,观察内部结构,同样发现大量锡粉颗粒结合在一起[见图1(b)]。
2.2 成分检测分析
从外观上观察,无法明确异物来源,结合实际使用过程及异物表面形态,分析异物为金属的可能性极大,因此,对异物进行金属含量成分测试,测试结果如表1所示。其中,Sn和Ag成分含量表明异物同锡膏成分一致(含Ag≈3%,Sn≈97%)。排除生产过程锡丝、锡条(均不含Ag元素)等其他相似物料形态变化后混入的可能,锁定异物同锡膏属于同类物质,仅是形态上发生了变化。
2.3 使用环节跟进
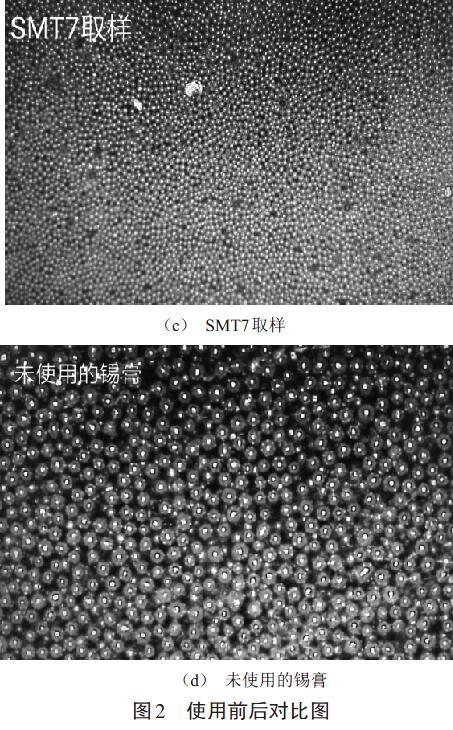
随机抽取两台生产设备加入检验过的全新锡膏,安排4h的实际使用。对比使用前后锡膏发现,在4h的使用后,肉眼可见锡膏内部出现大量发亮的细小颗粒[见图2(a)]。经放大观察,发亮细小颗粒为锡膏内锡粉形变后的状态,如图2所示,且部分形变的锡粉已经结合在一起[见图2(b)和(c)];而未使用的锡膏内部锡粉颗粒均匀,无变形问题[见图2(d)]。
3 設计实验
焊锡粉表面光洁度和氧含量均能影响焊锡膏的稳定性,焊锡粉表面越光滑,焊锡膏稳定性越好[2]。根据现场取样对比情况,并结合锡膏本身特性及使用环境可知,导致锡膏“结块”的原因可能有以下两点:①当锡膏受热时,锡粉会熔化再结合而形成锡块;②该型号锡膏本身是由直径约40μm的锡粉组成的,当锡粉颗粒受到外界挤压时,可能会发生一定程度的形变甚至破裂现象。接下来对这两方面进行相关试验设计。
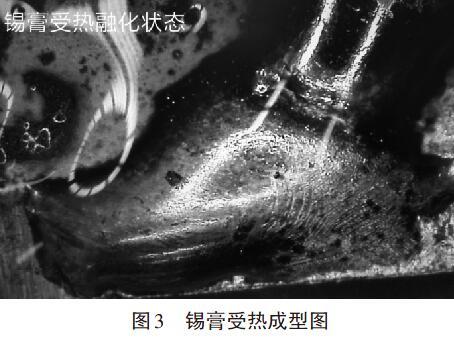
3.1 模拟锡膏受热熔融
经验证可知,锡膏在受热融化后会出现助焊剂析出的现象,形成物表面圆润(见图3),与过程“结块”形成的异物表面状态差异明显,且锡膏印刷工序不涉及高温隐患点,排除锡膏受热熔融导致“结块”的因素。
3.2 使用过程模拟
不合适的焊膏以及不适宜的环境温度极易改变焊膏的触变性[3][。]模拟锡膏在印刷过程中的使用情况,并进行加压摩擦,可以发现锡膏出现不同程度的锡粉变形问题(见图4)。例如:使用20N砝码挤压摩擦(设备压力40N),经来回50次后,锡膏内锡粉发生形变(球状-椭圆状);使用刮片在钢网上来回刮300次,发现锡粉出现破裂(球状-扁平状)。
3.3 模拟试验结论
根据异物分析及模拟验证情况,排除其他异物混入、锡膏受热融化等可能。结合SMT车间使用情况,锡膏在钢网上每小时被刮刀刮擦100次左右,且同步施加有40N的力。在受力情况下,锡膏内锡粉会发生形变,经过长时间“滚雪球”效应,形变的锡粉结合在一起形成逐渐变大的锡块,影响焊接可靠性。
4 改善建议
第一,锡膏在被印刷或涂敷到PCB板上后,以及在后续再流焊预热过程中,能在常温下放置12~24h且性能基本保持不变,保持原来的形状和大小。根据要求对锡膏开封后,应在当天一次用完,超过使用期的焊膏不建议使用。
第二,在SMT过程中,若当锡膏量不足时直接进行添加,钢网上会有部分超出24h的锡膏,残留的锡膏内含有大量形变、破裂的锡粉,这些锡粉结合在一起便会出现锡块。建议每24h对线体锡膏进行收集,进行集中消耗或者回收处理。
参考文献:
[1]路文娟.SMT生产辅料的选择和管理[J].科技视界,2014(36):223.
[2]武信,秦俊虎,白海龙,等.焊锡粉对焊锡膏粘度稳定性的影响[J].云南冶金,2018(5):59-63.
[3]朱桂兵.论电子产品SMT制造工艺的缺陷研究[J].电子工业专用设备,2008(9):44-48.
