干熄焦系统旋转密封阀的故障分析及处理
2019-10-21黄明杨凯
黄明 杨凯
摘 要:旋转密封阀是干熄焦非常关键的组成部分,一旦发生故障,就可能对整个系统的运转带来较大影响。为此,本文对旋转密封阀常见的润滑系统故障、杂物卡堵、关联位置识别错误及异常等故障进行分析,并针对性地提出相应的故障处理措施。这些措施的有效应用,降低了系统“憋停”事故的发生记录,减少了66.67%卡堵故障。
关键词:干熄焦系统;旋转密封阀;故障
中图分类号:TQ520.5文献标识码:A文章编号:1003-5168(2019)16-0042-03
Abstract: Rotary seal valve is a key component of CDQ. Once a fault occurs, it may have a greater impact on the operation of the whole system. In this paper, the common lubrication system faults, clutter jamming, misidentification of related position and abnormal faults of rotary sealing valve were analyzed, and corresponding fault treatment measures were put forward. The effective application of these measures reduces the record of system "hold-up" accidents and 66.67% of blocking faults.
Keywords: CDQ system;rotary sealing valve;fault
干熄焦主要是指借助惰性气体来帮助红焦实现快速降温冷却的熄焦处理方法。在干熄焦系统运作过程中,红焦主要经由干熄炉顶部装入,而低温惰性气体则主要经由循环风机鼓入干熄炉冷却段的红焦层面中,并且在红焦显热之后迅速进入锅炉实现热交换处理,待逐渐冷却之后,焦炭再经由排焦系统迅速从干熄炉的底部快速排出[1]。调节棒、平板阀门和旋转密封阀等是排焦系统的主要部分,其中又以旋转密封阀为最主要的部分。为此,保证旋转密封阀的正常运作,对提高整个干熄焦系统运转有着重要意义。
1 干熄焦系统旋转密封阀的常见故障
1.1 旋转密封阀润滑系统故障
在旋转密封阀运转过程中,为了能够最大程度上保证其正常運行,通常需要定期对旋转密封阀壳体以及转子端面进行给脂加油润滑处理。旋转密封阀加油给脂系统主要由定时给脂装置、压杆式给脂器以及相关管线共同组合而成。在对其进行润滑时,需要人工进行定时处理。该操作系统实际上只是半自动的给脂系统,加之压杆式的给脂器本身容积相对较小,通常为20L,使得旋转密封阀润滑系统每周都需要补充一次润滑脂。此外,干熄焦系统的运作环境相对较为恶劣,空气中存在大量粉尘,人工在补充润滑脂期间,会导致大量焦粉混入其中,造成管线被粉尘堵塞。而随着这些粉尘快速进入轴承与转子之间,也极易导致设备出现非常严重的磨损问题。
1.2 旋转密封阀杂物卡堵
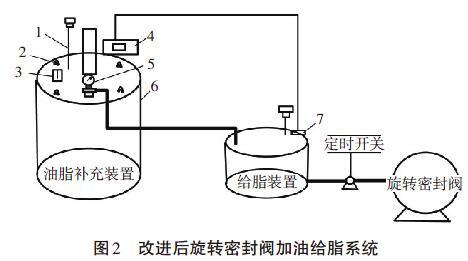
从旋转密封阀结构来看(见图1),当焦炭自干熄焦炉的冷却段中排放出来后,再通过振动给料器、平板闸阀逐渐被运送到旋转密封阀之后,经旋转密封阀旋转箱体分割叶片形成的腔体到达溜槽,再经过溜槽最终传输到皮带上[2]。在整个过程中,由于密封阀分割叶片尺寸的限制,导致旋转密封阀焦炭承载腔空间较小,很容易发生卡堵、焦炭停排等故障。
通过现场调查可知,干熄焦炉内脱落的耐火砖、炉台装煤孔掉入的铁钎等各种无法烧溶的杂物均是导致旋转密封阀出现卡堵的主要杂物。
1.3 关联位置识别错误及异常
在旋转密封阀运作期间,提升机的待机位差异、吊钩是否挂牢等均会对其产生影响。若这些关键位置的识别、检测均发生错误,就可能导致较为严重的损坏问题。以往就曾经出现过类似的故障,即提升机刚提升到1m左右,检测信号就提示APS达到了打开条件,并随即将APS打开,同时启动了电机车。而此时,焦罐的实际高度并未达到待机位。电机车的启动造成焦罐与电机车发生碰撞,造成设备受损。此外,吊钩的牢固性也关系着干熄焦系统能否安全运转。若红焦焦罐吊钩脱落,发生倾翻,就会导致人员以及设备遭受较为严重的损害。
2 干熄焦系统旋转密封阀的故障处理措施
2.1 旋转密封阀润滑系统改进
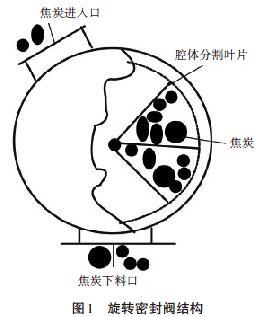
针对润滑系统不足的问题,必须合理优化油脂补充装置,运用自动补充油脂装置来替换压杆式给脂器,并以油脂标准供给桶作为自动补充油脂装置的储存部分,这既能将以往20L的存储量提升到200L,也能更为方便地进行油脂补充,有效避免补充油脂期间粉尘的混入。同时,通过添加低液位接触开关,当定时给脂装置油脂不足时,液位计会触发该开关,达到定时为给脂装置自动补充油脂的目的,实现旋转密封阀润滑系统全自动运行[3]。优化后的旋转密封阀润滑系统如图2所示。
2.2 预防旋转密封阀卡堵的措施
为避免旋转密封阀发生卡堵,可以借助三种方法来实现有效预防,具体解决措施如下。
2.2.1 预防措施。针对煤夹带各种杂物而引起的卡堵故障,可采用篦条网来替代装煤车装煤口钢网,以有效拦截混入煤中的杂物。干熄焦装焦装置脱落的衬板是因固定衬板的全部螺栓均被焦炭不断磨损掉造成的,为此,需要加强检修频率,避免旋转密封阀卡堵现象的发生。
注:1.液位计;2.吊装环;3.观察孔;4.电机;5.压力表;6.油脂桶标准供给桶;7.低液位接触开关。
2.2.2 可预判处理。针对铁钎掉入炉台装煤孔引起的卡堵故障,可将干熄罐车调整为湿熄焦罐车,在事前避免旋转密封阀卡堵。
2.2.3 不可预判快速处理。旋转密封阀在运作期间,干熄焦炉发生的耐火砖脱落造成旋转密封阀卡堵事故是不可预判的情况,只能在事故发生之后采取相应措施。通过长期实践,笔者总结出了一套较为成熟的处理方法。当干熄炉停止装焦后,将旋转密封阀调整为手动模式,并启动旋转密封阀,若旋转密封阀点动正转、反转都能达到一圈及以上,就表明是因排焦量过大而导致的故障,需要将旋转密封阀内的焦炭排空,通过试验运行正常后,可继续生产;但若点动时,正转、反转都出现了卡顿现象,就表明旋转密封阀中存在异物,则需要关闭平板闸门,并结合工况调整风机转数,将顶吹压缩空气关闭,同时对预存段的压力进行调控,使得其负压保持在200Pa左右;借助轴流风机对旋转密封阀入孔处的焦炭有针对性地进行局部强制降温,降温时间为0.5h,并打开顶吹压缩空气,以降低粉尘量和CO含量,同时开启旋转密封阀上部的入孔;关闭顶吹压缩空气,并进行点动操作,明确异物情况,在确定异物后,切断旋转密封阀、振动给料器电源,将异物取出,即可恢复正常生产[4]。
2.3 位置传感器与载码体识别的联锁逻辑控制
为了解决关联位置识别错误及异常问题,通常会在干熄焦平移往返动作配置一个相应的旋转编码器,以准确地读取安全位置信号,控制事故发生率。但是,故障也可能发生在编码器和开关位置。为了更好地解决该故障,可以增设一套位置识别系统,不仅能提高其可靠性操作,同时也能更好地降低故障风险。考虑到干熄焦系统在运作过程中旋转密封阀故障可能会造成非常严重的后果,故在配置识别系统时,分別在18个点位配置相应的识别装置,具体为井侧停止位、上停止点、炉侧定位点等。这能确保每个操作环节均能较好地实现对移动工件信息的有效识别,并且迅速完成数据的解读传输,有效降低该故障的出现。即便是发生故障,也能根据识别数据在最短时间内进行有效处理[5]。
3 处理效果
①对旋转密封阀润滑系统的油脂补给系统进行调整后,促使其原本的存储量得到迅速提升,实现对油脂补给次数的控制。同时,使得以往半自动的旋转密封阀润滑系统补给操作转变为真正的全自动运作,增强了整个系统的操作密封性,降低了粉尘、焦粉进入补给系统的风险,降低了“憋停”事故的发生记录。
②旋转密封阀因难溶物等发生卡堵后,能迅速完成难溶物的清理,有效控制了卡堵故障出现的频率,使得卡堵故障较以往减少了66.67%。
③在卡堵处理过程中,通常是在前期降温阶段进行干预,借助强制性降温处理措施,有效防止干熄焦炉内红焦整体降温过程以及停工参数处理的情况,并且只需要花费0.5h左右的时间,就能快速解决故障,大大提升了故障处理效率。
④通过配置相应的识别系统及各个点位识别装置,实现了对各个点位的全面控制,大大提升了点位的识别准确性,降低了关联位置识别错误及异常故障率。同时,借助点位能快速识别故障位置,并进行针对性处理,节省了查找故障的时间。
4 结语
旋转密封阀是干熄焦系统非常重要的组成部分,一旦发生故障,就可能对整个系统的运转带来较大影响,甚至引发较为严重的事故。为此,控制故障发生率,提升故障处理效率至关重要,在保证整个干熄焦系统正常运作上具有积极作用。
参考文献:
[1]陈立京.捣固焦炉干熄焦稳定运行的措施[J].燃料与化工,2017(1):18-20.
[2]杨名红,凌智勇,文孝禄,等.干熄焦系统的优化及改进[J].柳钢科技,2016(4):17-19,23.
[3]张浩健.新技术在干熄焦控制系统中的应用[J].科技视界,2015(31):321.
[4]付正余,苏艳斌,陈欣,等.140t/h干熄焦控制系统及故障浅析[J].科技视界,2015(26):113.
[5]戴春雨.在线气体分析仪在干熄焦系统中的应用及维护[J].电工技术,2015(8):39-40,51.
