DD37线圈质量提升
2019-10-21徐小惠
徐小惠
【关键词】线圈;浸水;绝缘
1 引言
线圈的质量是一台发电机组正常运行的可靠保证。公司为抢占市场,扩大生产影响,承接了海外项目,DD37分瓣式发电机是我公司生产能力的一大突破。电磁线绝缘层由云母改为丝包烧结,对线圈质量要求更高,在前期线圈生产过程中,质量问题较多,需要通过分析,找出问题根源,从而寻求解决的办法。
2 线圈制造过程中的质量问题分析
2.1电磁线发现的问题:
电磁线存在稀包
玻璃丝、聚酰亚胺膜存在未烧结至铜线上的现象,聚酰亚胺膜存在鼓包现象
2.2 2019年2月至6月浸水试验情况
1)A浸水试验,共计浸水23盘电磁线,13盘不通过,通过率43.38%;
2)A成型线圈2月份起开始批量供货,2月-6月份共计浸水50根线圈,不通过数量27根线圈,通过率46%;
3)B成品线圈4月份起开始批量供货,线圈浸水试验情况如下表所示,通过率在26%-38.46%之间。
在对线圈浸水过程中发现,浸水未通过的线圈中均存在电磁线缺陷问题,主要为:
(1)聚酰亚胺膜存在薄弱点,浸水过程中存在击穿点;
(2)聚酰亚胺膜搭接处存在薄弱点;
(3)電磁线划伤后仅采用胶进行稍微修复,电磁线存在露铜点;
(4)电磁线无肉眼可见的缺陷,但浸水发现存在薄弱点。
从以上数据来看,电磁线和线圈浸水通过率均不理想,说明质量分散性大。
3.造成电磁线和定子模块浸水通过率低的原因分析
影响电磁线、线圈浸水通过率的主要因素有:
3.1 成型过程影响因素
1)线圈成型过程机械压痕、引线扭曲、电磁线绝缘破损甚至露铜等;
2)在线圈成型过程中,尤其是端部整形、嵌线及嵌线后端部尺寸调节过程中,还需借助敲打方式实现。
3.2 烧结过程影响因素
1)电磁线在烧结过程中,因为更换材料等原因,造成生产线暂停后重新启动,变频烧结温度不能立刻上升到标准温度;
2)滚轮轴承转动不灵敏--轴承 磨损,两个导轮不平行。
3.3 操作影响因素
1)排线过程造成损伤;
2)绕线模内有杂质
3)双根绕制时电磁线相互搓伤
4)搬运过程中,造成电磁线擦伤。
4.为提升线圈浸水通过率所采取的措施
4.1电磁线生产制造
1)换丝、换膜时需停机,重新启动时,将高频设备进行调整,避免因设备停车可能导致的部分位置亚胺薄膜烧结不牢的情况发生;
2)重新调整所有设备滚轮平行,检查所有滚轮灵敏度,有问题更换
4.2线圈绕线
1)验证不同厚度垫膜的效果,确定后续使用哪种厚度的垫膜,垫膜过程不能出现褶皱;
2)换层位置,验证改进方案
3)绕制前用抹布将槽内清理干净,并目测检查无杂物及异物
4)绕线速度快,并绕 2 根电磁线出现交叉,绕制时将绕线速度降低,确保 左右近期线装置能与旋转速度同 速,过线轮增加防交叉装置
5)线盘边缘与电磁线咬合损伤绝缘,对线盘边缘进行防护。
4.3 供应商质量督察及整改
5.2019年7月至10月线圈浸水试验情况
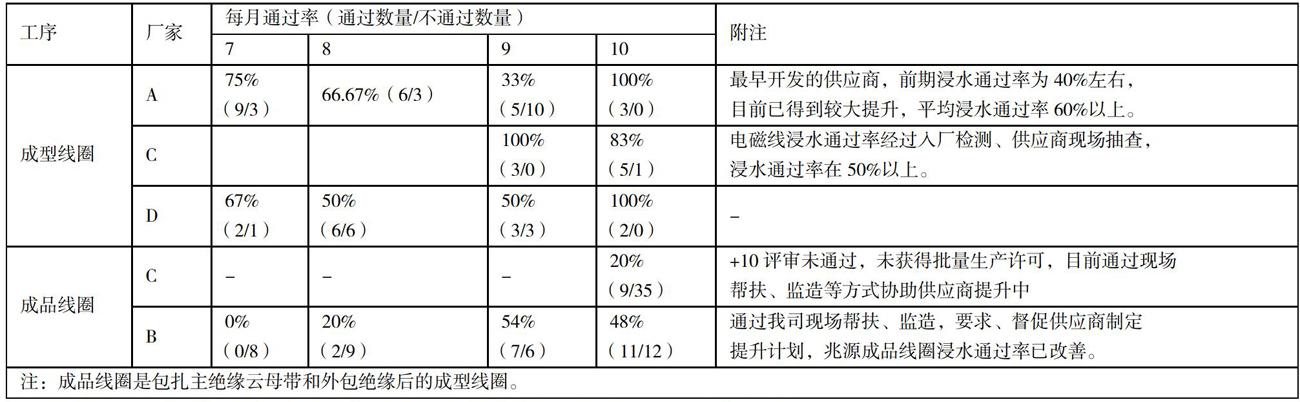
2019年7月-10月之间DD37定子模块成型线圈与成品线圈浸水抽检通过率见下表。
DD37线圈2019年7-10月浸水统计表
线圈浸水通过率跟电磁线及线圈成型工艺质量水平密切相关,目前电磁线供应商为B和C;梭形线圈供应商有A、C和D;成品线圈来源主要为B和我公司海外事业部包扎,供应渠道多,各渠道工艺质量水平存在差异,据上表数据可知:
1)各厂家线圈浸水通过率仍不高(20%、48%、54%),工艺质量稳定性均需持续提升;
2)不同厂家制作水平存在差异,同一厂家通过率也存在波动,存在质量分散性风险。
4.4结论
(1)电磁线、线圈厂家提升制造水平;
(2)按照当前的工艺制作水平和产品的实际运用要求,在静止烘焙方式下,定子模块应采用2次VPI处理,以弥补目前工艺制造过程的短板(即局部缺陷修复和外部密封),降低模块的绝缘质量分散性。
(作者单位:江苏中车电机有限公司)
