浅述大型压铆机改造电气控制设计及调试
2019-10-21龙志华牛博雅芦海涛
龙志华 牛博雅 芦海涛

摘 要 为了解决飞机装配中压铆设备老旧,性能降低,不能自动压铆等问题,利用PLC控制技术和压力传感器检测技术改造成了半自动压铆机,大幅度提高了产品工艺质量和设备使用效率。
关键词 PLC;压力传感器;压铆补偿
引言
在现代飞机制造的过程中,其制造、装配工艺越来越先进,但传统的铆接工艺仍占有相当大的比重,一架次的大型飞机上有超过20万个铆钉,铆接工作量在飞机装配工作中比重约为30%。
对于传统飞机制造中,铆钉压铆方式主要有:人工锤铆、压铆设备压铆,设备压铆适合肋、框、梁、壁板等开敞性好的组合件之间的铆接,其铆接主要分为三步:制孔、铆钉放置、铆钉压铆。目前,在先进飞机制造领域,自动钻铆设备已经广泛应用,所有连接件的钻孔、铆接均由设备自动完成,一次成型,其工作效率和装配精度相比传统的压铆方式已大幅度提高。
1改造设备状况
该改造压铆设备为20世纪60年代引入的苏联产品,采用气动动力源进行压铆,配脚踏板操作开关,单人操作。该设备采用机械测量控制技术,因使用年限已久,设备老化,其测量功能已损坏,无法修复,压铆操作时全靠操作人员根据经验来控制压铆参数,其压铆性能参数无法保证,工艺稳定性差,压铆废品率较高,难以满足生产需要[1]。
2改造内容
(1)机械改造利用原设备的床身,将压铆机原气动控制铆头更换为电机控制方式,上下铆头分别由1台4.5kW伺服电机控制,配变速箱及丝杠,驱动上下移动铆头运动;在下铆头上安装压力传感器,实时采集压铆力。
(2)电气控制采用台达PLC可编程控制器,配数字量和模拟量I/O模块,对压力传感器和各开关信号进行实时采集和处理;配置两台伺服控制器、利用电机所带编码器的反馈信号,对上下铆头进行速度及位置控制;采用触摸屏操作方式,其压铆参数设置、辅助功能控制均在触摸屏上操作,并显示实时压力显示和各类报警信息等[2]。
3设备调試
3.1 硬件配置
在便携式计算机上安装PLC和触摸屏调试软件,设置好计算机网口IP地址,使用网线将携式计算机PLC主机连接,进行系统硬件配置,设置PLC与触摸屏通讯为RS485方式,联机检查各硬件的接线是否正确?各I/O端口是否正常?模拟量输入模块读取压力传感器数据是否正确?
3.2 驱动器配置
设定驱动器控制为外部脉冲输入控制模式;设定P2-10-19值,定义DI、DO端口,包括驱动使能、报警、限位等参数;根据机械特点,设定驱动系统动态响应特性;设定驱动系统的电子齿轮比,该系统电机编码器脉冲为1280000/圈,变速箱减速比43.5∶1,丝杠导程20mm,调试时将电子齿轮比设定为5568/10后,PLC每发出100000个脉冲,上下铆头移动20mm。
3.3 程序编制
压铆机主要程序包括:上铆头上升/下降程序、下铆头上升/下降程序、下铆头压铆循环程序,一个完整的压铆流程为:
3.4 程序压铆测试
使用测试块模拟产品,对压铆精度进行测试,其压铆效果不佳,达不到压铆工艺参数要求,其压铆误差在1mm到2.5mm之间。
3.5 调试问题分析及结构刚性试验
对压铆测试结果进行分析,其问题可能因为压铆机刚性不够,在压铆力作用下,上铆头产生退让,从而导致压铆不到位。为取得上铆头的退让情况参数值,所以进行了压铆机定压力压铆测试,得出在某压力下上铆头的退让行程,当压力值为1000kg时,退让值为0.45mm,当压力值为12000kg时,退让值为2.53mm,在该压力范围内,其退让值基本呈线性关系。
3.6 程序优化处理
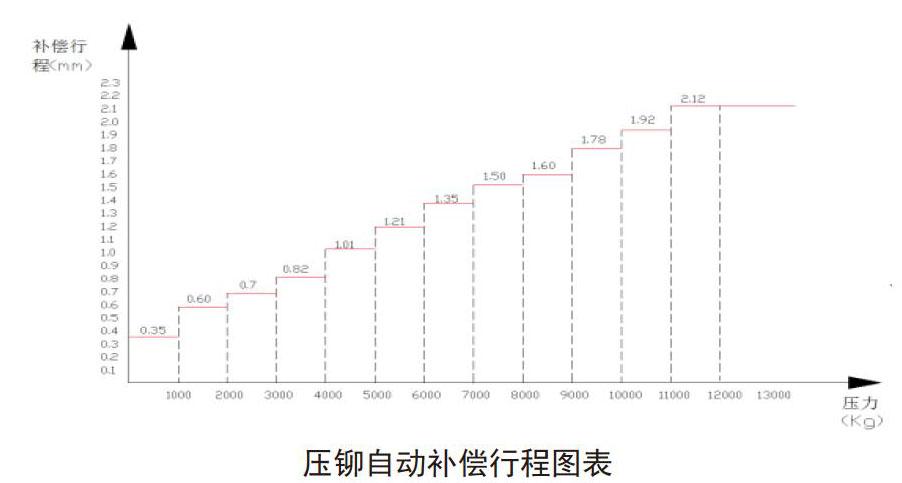
经过对定压力压铆测试结果进行分析,决定在压铆行程压铆到位时,实时读取该时刻压力传感器的压力值,判断压力值处于哪一个压力区间,自动进行一次补偿压铆,以减小上铆头退让而产生的压铆偏差,其补偿值根据下图表由程序自动完成,如当压力值为5600kg时,程序判断其处于5000~6000kg区间,其补偿值为1.21mm。
3.7 产品压铆测试
将压铆机进行产品压铆测试,其压铆铆钉高度要求在技术要求公差范围内,压铆工艺参数符合要求,压铆试验成功。
3.8 程序优化、触摸屏程序编制
将PLC程序进行优化,完善保护、报警功能;编制触摸屏程序,主要有压铆机辅助操作、压铆参数输入、报警显示及处理和急停操作等。
4结束语
本次改造解决了压铆设备老旧,性能降低,不能自动压铆等问题,利用PLC控制技术和压力传感器检测技术设计成了一种半自动压铆机,并试验和论证解决了设备刚性不足而产生变形问题。此次成功的改造经验可以应用到后续压铆设备的改造中,提高设备生产效率,满足生产需要。
参考文献
[1] 李春义,梁东东,穆建森.基于PLC控制的大型机翼压铆机设计[J]. 中国高新技术企业,2012,(3):37-39.
[2] 佚名.ASDA-A2系列伺服驱动器应用技术手册[ED/OL].http://www.cechina.cn/member/delta/DownloadList.aspx?Id=143418,2011-04-28.
