利用空气吹扫电极提高加热罩点火率
2019-10-21周明革李崇琳
张 亮,周明革,李崇琳
(柳州钢铁集团有限公司,广西 柳州 520002)
每个加热罩有12个烧嘴,由PLC自动控制,利用脉冲点火的原理,烧嘴的结构有:两根电击棒(一根负责点火、一根负责反馈)、小型变压器、燃烧筒。当煤气和空气已到燃烧筒内时,PLC发出点火信号,变压器发出一个2000伏的脉冲信号到电极棒,电极棒顶部产生电火花,遇煤气空气形成火焰,在燃烧筒内燃烧后喷射到加热罩炉膛内加热,另一根电极棒感应到火焰后将信号传回到PLC,点火成功。若没有火焰信号,PLC默认没有点火成功,自动切断此烧嘴的煤气空气进气阀,其他烧嘴正常工作。点火率:是指加热罩烧嘴在生产过程中点着个数与烧嘴总数的比值。烧嘴点着个数÷烧嘴总数=点火率
1 问题分析
现状调查,柳钢退火炉使用的燃气为焦炉煤气,含有较多的粉尘、焦油、水气等杂质,焦炉煤气燃烧后产生硫化物、水蒸汽冷却后会对烧嘴电极产生极大的腐蚀作用,点火电极腐蚀最终会导致烧嘴经常点不着火或短时间点着后又熄灭。严重影响加热罩升温,降低点火效率,制约炉台产能,影响产品质量,同时电极备件消耗量也居高不下,此问题长期影响退火生产。

图1 炉温曲线异常
2 利用空气吹扫电极的应用
①通过不锈钢管(φ10x1.0mm)从加热罩空气环箱中取出空气,空气环箱内的空气已经过滤与初级预热,空气干燥、温度适宜。②将空气引流至烧嘴电极上方,同时管路上安装手动球阀,可调节控制进入烧嘴电极吹扫空气量大小。③球阀出口通过三通接头分成两路分别将空气引入烧嘴两根电极头部。④空气通过电极头部往电极表面吹扫,保持电极干燥,同时空气又是助燃物,可提高燃烧效率。⑤在点火时通过观察孔对火焰进行观察,如火焰偏黄说明燃烧不够充分,可适当调节进气球阀,使空气量适量增加达到燃烧最佳效果。⑥如空气量过大,会影响电极点火和接收点火信号,可适量调节进气球阀以减少空气量,最终使火焰达到外蓝内红的最佳效果。
在烧嘴不点火时空气也一直吹扫电极,防止燃烧加热时产生的硫化物、水汽冷却后在电极上凝结腐蚀电极。日常维护操作,定期每季度对电极进行拆卸清洁,用沙纸对电极头部与电极帽进打磨除尘,提高电极的打火与信号接收效果。
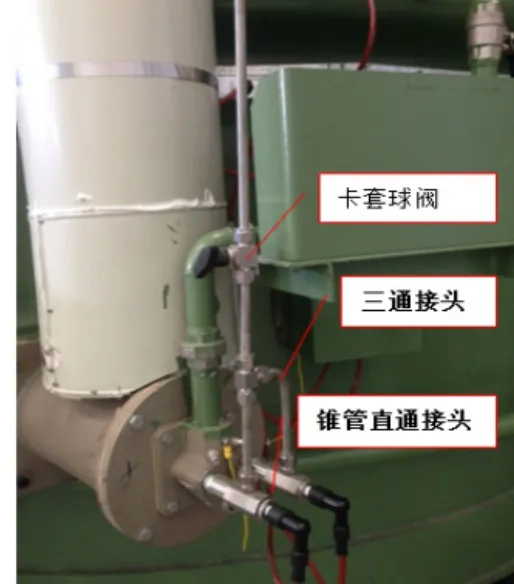
图2 安装图

图3火焰示意图
3 实施效果
有效阻止加热罩炉膛内煤气燃烧加热时产生的硫化物、水汽冷却后在电极上凝结,延时了维护周期,有效提高烧嘴燃烧效率,节约了电极备件的消耗,又大幅提高了加热罩点火率,点火率也从原来的80%提升到90%,效果较为明显。
节约设备成本:推广先进操作后电极损坏减少较明显,今年与去年同期相比电极平均每月减少5支,年累计减少60支,按每支500元计算,直接备件成本节约3万元。
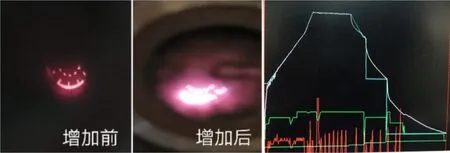
图4实施前后烧嘴点火效果图6实施后温度曲线
4 结语
通过对加热罩电极增加空气吹扫,防止电极受腐蚀。此举有效的提升了加热罩的点火率,点火率也从原来的80%提升到90%,每炉每个加热罩节约时间约0.5小时,年累计加热罩升温时长节约18000余小时,这对缩短炉台周期起着决定的作用,在当下的钢铁行业形势,也为企业利润的增加提供设备保障。
