船体结构应力监测点的选取方法研究
2019-10-20蔡金涛
蔡金涛
【摘 要】本文主要针对船体结构应力监测点的选取方法展开分析,思考了船体结构应力监测点选取方法的要点和内容,并对其中选取的一些关键点进行了分析,希望能够为今后船体结构应力监测点的选取工作提供参考。
【关键词】船体结构;应力监测点;选取方法
前言
在船體结构应力监测点的选取过程中,要选取更加科学合理的点位,才能够提高船体结构应力监测点选取方法的科学性和合理性,为此,进一步分析船体结构应力监测点的选取方法是十分必要的。
1 残余应力的分类
1.1 装配残余应力
一些小型船厂,缺少冷加工成型设备,一些线形较复杂的曲面,未经过塑性加工,而直接将板材吊上,用外力强制成型,导致构件内部存在较大的弹性极限应力,即使有少量成型设备,加工也是不到位的。
另外,分段制作或合拢阶段,板材与板材之间、型材与型材之间装配过程中,经常出现错位、未对齐、间隙超差等问题,不采取必要的措施,如调整,重新定位等,而用辅助装置强行校准,虽然局部满足装配要求,但是,结构内部同样会残存弹性极限应力。
当弹性极限应力过大时,就会引起过大的弹性变形,导致船体结构的刚度不足,引起结构失效,导致船舶在运行中产生振动。若振动过大,会导致船体结构疲劳破坏,影响船上设备和仪器的正常工作,降低使用精度,严重时,还会导致船体断裂或沉没。
1.2 焊接残余应力
焊接残余应力产生的原因:船体结构由板材和型材通过对接或角接的方法连接而成,由于焊接过程是对船体结构的局部加热过程,加热范围小,温度梯度大,焊接区受热膨胀,热膨胀受到周围较冷区域的约束[1],使焊缝区处于压缩的状态,冷却过程中焊接区的冷却收缩受到周围区域的约束,最终,焊接区域呈现拉伸残余应力,相邻区域则呈现压缩残余应力。
2 船体结构应力监测点的选取方法
2.1 根据高应力部位选择监测点
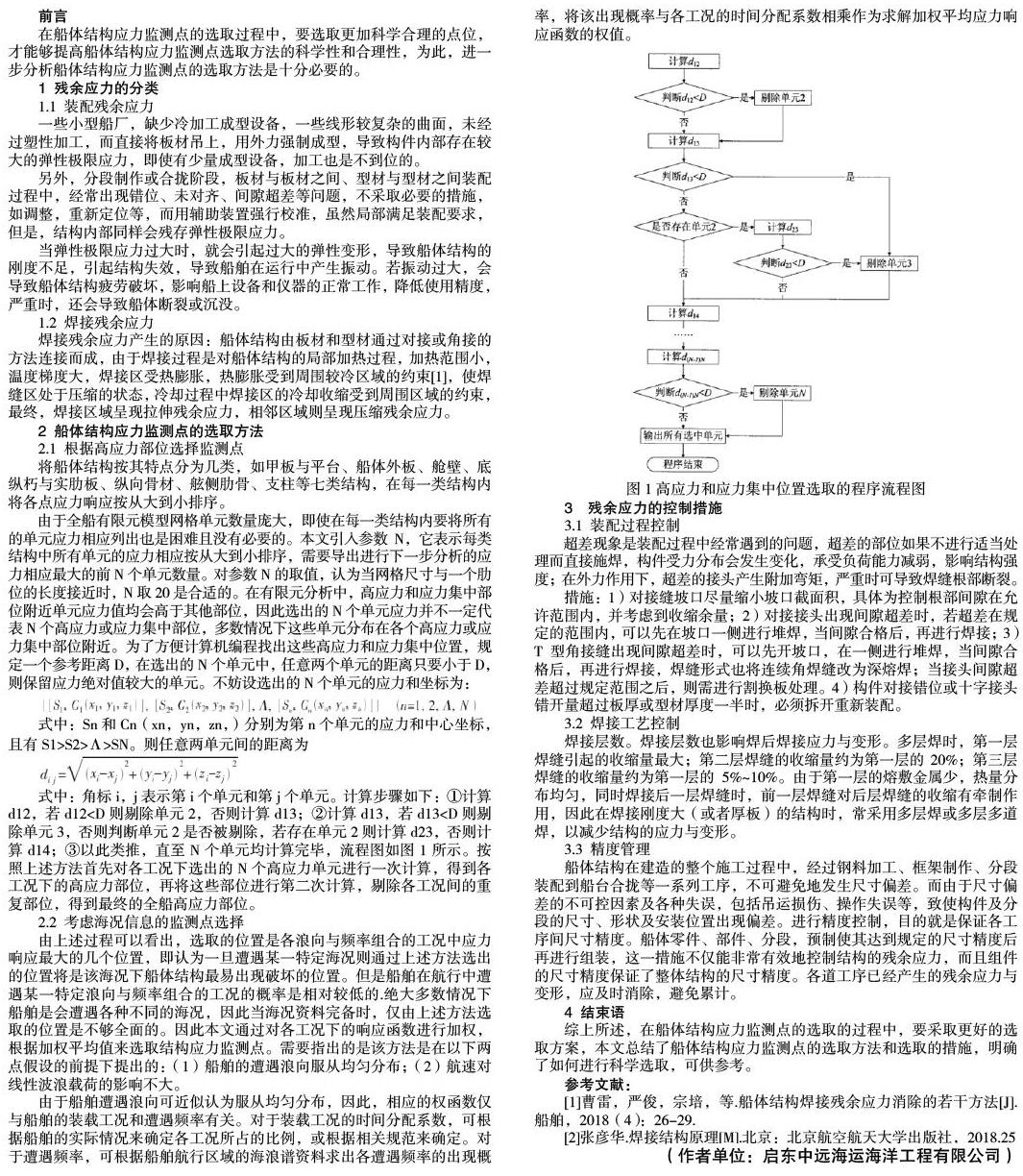
将船体结构按其特点分为几类,如甲板与平台、船体外板、舱壁、底纵朽与实肋板、纵向骨材、舷侧肋骨、支柱等七类结构,在每一类结构内将各点应力响应按从大到小排序。
2.2 考虑海况信息的监测点选择
由上述过程可以看出,选取的位置是各浪向与频率组合的工况中应力响应最大的几个位置,即认为一旦遭遇某一特定海况则通过上述方法选出的位置将是该海况下船体结构最易出现破坏的位置。但是船舶在航行中遭遇某一特定浪向与频率组合的工况的概率是相对较低的.绝大多数情况下船舶是会遭遇各种不同的海况,因此当海况资料完备时,仅由上述方法选取的位置是不够全面的。因此本文通过对各工况下的响应函数进行加权,根据加权平均值来选取结构应力监测点。需要指出的是该方法是在以下两点假设的前提下提出的:(1)船舶的遭遇浪向服从均匀分布;(2)航速对线性波浪载荷的影响不大。
由于船舶遭遇浪向可近似认为服从均匀分布,因此,相应的权函数仅与船舶的装载工况和遭遇频率有关。对于装载工况的时间分配系数,可根据船舶的实际情况来确定各工况所占的比例,或根据相关规范来确定。对于遭遇频率,可根据船舶航行区域的海浪谱资料求出各遭遇频率的出现概率,将该出现概率与各工况的时间分配系数相乘作为求解加权平均应力响应函数的权值。
3 残余应力的控制措施
3.1 装配过程控制
超差现象是装配过程中经常遇到的问题,超差的部位如果不进行适当处理而直接施焊,构件受力分布会发生变化,承受负荷能力减弱,影响结构强度;在外力作用下,超差的接头产生附加弯矩,严重时可导致焊缝根部断裂。
措施:1)对接缝坡口尽量缩小坡口截面积,具体为控制根部间隙在允许范围内,并考虑到收缩余量;2)对接接头出现间隙超差时,若超差在规定的范围内,可以先在坡口一侧进行堆焊,当间隙合格后,再进行焊接;3)T型角接缝出现间隙超差时,可以先开坡口,在一侧进行堆焊,当间隙合格后,再进行焊接,焊缝形式也将连续角焊缝改为深熔焊;当接头间隙超差超过规定范围之后,则需进行割换板处理。4)构件对接错位或十字接头错开量超过板厚或型材厚度一半时,必须拆开重新装配。
3.2 焊接工艺控制
焊接层数。焊接层数也影响焊后焊接应力与变形。多层焊时,第一层焊缝引起的收缩量最大;第二层焊缝的收缩量约为第一层的20%;第三层焊缝的收缩量约为第一层的5%~10%。由于第一层的熔敷金属少,热量分布均匀,同时焊接后一层焊缝时,前一层焊缝对后层焊缝的收缩有牵制作用,因此在焊接刚度大(或者厚板)的结构时,常采用多层焊或多层多道焊,以减少结构的应力与变形。
3.3 精度管理
船体结构在建造的整个施工过程中,经过钢料加工、框架制作、分段装配到船台合拢等一系列工序,不可避免地发生尺寸偏差。而由于尺寸偏差的不可控因素及各种失误,包括吊运损伤、操作失误等,致使构件及分段的尺寸、形状及安装位置出现偏差。进行精度控制,目的就是保证各工序间尺寸精度。船体零件、部件、分段,预制使其达到规定的尺寸精度后再进行组装,这一措施不仅能非常有效地控制结构的残余应力,而且组件的尺寸精度保证了整体结构的尺寸精度。各道工序已经产生的残余应力与变形,应及时消除,避免累计。
4 结束语
综上所述,在船体结构应力监测点的选取的过程中,要采取更好的选取方案,本文总结了船体结构应力监测点的选取方法和选取的措施,明确了如何进行科学选取,可供参考。
参考文献:
[1]曹雷,严俊,宗培,等.船体结构焊接残余应力消除的若干方法[J].船舶,2018(4):26-29.
[2]张彦华.焊接结构原理[M].北京:北京航空航天大学出版社,2018.25
(作者单位:启东中远海运海洋工程有限公司)
