自动化生产线上下料装置的设计开发
2019-10-20崔欣


摘要:自动化生产线是根据工艺顺序实施的一套自动化设备,它是能自动完成全部或部分制造过程的生产系统。制造自动化包括机械加工自动化、装配自动化、包装自动化等各个门类,其中装配自动化是整个非标制造自动化的核心,是其他制造自动化的基础,其传动系统一般都包括上下料装置、输送系统和存储装置等。本研究来源于生产实际,根据空调外机装配输送线的实际要求进行自动上下料装置的开发设计。
关键词:自动化生产线;上下料装置;气动系统;电气系统
引言:据统计,目前机电产品的装配工作量占总产品制造工作量的20%~70%,装配成本约占其总成本的1/3--1/2。随着我国制造自动化水平的迅猛发展,以机器代替人力,以保证装配精度的一致性、提高装配的自动化刻不容缓。对此,文章针对自动化生产线上下料装置的设计开发提出了几点建议,希望能够给相关人士提供重要的参考价值。
1.自动上下料装置开发设计步骤
第一,按照基本要求进行自动上下料装置的总体方案设计,运用UG/等软件进行系统的外观初步设计和干涉检查。第二,自动机械节拍的分析与设计。第三,结构设计(包括装配图、零件图设计)。第四,气动、电气系统设计。第五,完善设计的料单BOM、三维图纸、二维图纸,提出全部外购件、通用标准件、加工件清单。第六,现场装配调试。第七,编写设备的技术手册、使用说明书。
2.总体方案设计
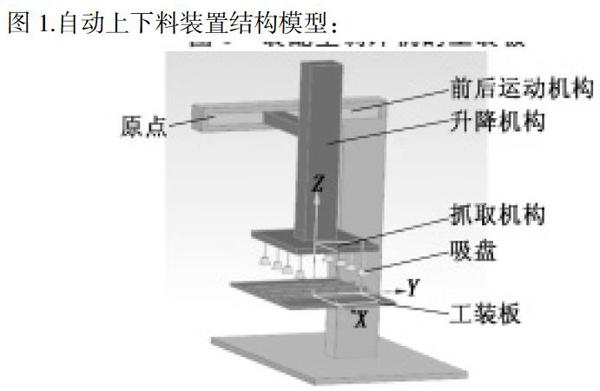
本装置的作用是在装配时搬运和传送空调外机的工装板,使其能够按照规定的节拍进行全自动上下、前后移动,装配空调外机的工装板的尺寸为1200×1000×50(mm),如图1所示,重量为30kg,工装板最高行程高度为1000mm。本设计针对使用企业的工厂专业化和规模化生产要求,按照空调外机装配输送线的实际要求,参考相似产品进行设计,其结构模型如图1所示。
图1.自动上下料装置结构模型:
3.自动机械节拍的分析与设计
根据生产实际需要,要求整个自动上下料装置按照规定的节拍运行,总节拍在40s以内。自动机械具体运行流程如下:①抓取机构初始化,到达原点位置;②抓取机构下降到指定位置(4s)后用吸盘吸取工装板(1.5s);③抓取机构上升到指定位置(6s);④抓取机构前后移动到指定位置(5s);⑤抓取机构下降到指定位置(6s);⑥抓取机构释放吸盘(1.5s),将工装板放到输送线上;⑦抓取机构上升到指定位置(6s);⑧抓取机构归位到原位(5s),重复上述工序。
所以理论节拍时间为:TC=4+1.5+6+5+6+1.5+6+5=35S。又由于实际操控中电气、气动信号有所滞后,故需将理论节拍时间乘以系数1.1,则实际节拍时间为:Td=TC×1.1=38.3s<40s。所以节拍时间符合设计要求。进行完节拍分析与设计后,进行结构设计,包括装配图、零件图设计,对其按照实际使用要求进行设计,本论文重点考虑气动、电气系统设计。
4.气动系统设计
气动系统实际工作中可按以下步骤进行:气动回路设计、气缸的选型与安装结构设计、电磁换向阀的选型、磁感应开关的选型、真空吸盘选型、控制元件和辅助元件的选型等。气动回路主要用于上下升降机构和前后运动机构,如图2所示。
图2.气动回路:
气缸选型的一般步骤为:選择系列、确定缸径和行程、选定安装方法、选定安装附件等。
4.1升降机构
由于工装板的升降运动是竖直方向固定距离的上下运动,因此气缸常用的两个品牌为FESTO、SMC,设计要求气缸需具有足够的承载能力和结构刚性,考虑摆放空间,所以可采用无杆气缸。无杆气缸分为磁偶式与机械式两大类,由于机械式密封性能差,容易产生外泄漏且受负载力小,因此本设计选用磁偶式无杆气缸,查阅SMC气缸选型手册,采用SMC公司的MY系列。由于气缸在竖直方向上工作,属于动载荷,因此按负载率ε=50%来进行计算,工件重量F=30kg。假定气缸工作时压缩空气的压力为0.5MPa,则气缸所需要的理论输出力F0为=60kgf。根据SMC气缸选型手册[1],考虑垂直运动的可靠性,选择缸径为63mm的气缸,其理论输出力为156kgf,选择MY1B63G-1000-Z73无杆气缸,其标准行程为1000mm,满足使用要求。气缸垂直方向安装时应使气缸中心通过安装中心,采用上下法兰盘安装。一般而言,控制双作用气缸选择4通~5通电磁阀,本次设计选用的是双作用气缸,所以选择5通电磁阀,采用SMC公司的二位五通先导阀SY7320-5DZD-02,速度控制阀采用SMC公司的AS3291F-03-08。
4.2前后运动机构
由于前后运动机构使用场合宽,需要中间可以停止及急停,因此我们选择双作用带锁气缸,在此选择SMC公司的MDNBB系列的双作用带锁气缸CNAFN63-1000-D-Z73。先导阀与速度控制阀的选用与升降机构相同,另外还采用SMC公司的先导式电磁阀VQZ332-5YZ-C6、消声器AN101-01。由于需要抓取的工装板表面光滑,选用真空吸盘作为搬运夹具,型号为ZPT80HNJ75-B01-A。
5.电气系统设计
电气系统设计首先要分析系统的工作步骤,本设计为自动单循环工作,根据系统要求,在升降机构和前后机构的极限位置均设有磁感应开关SQ1、SQ2、SQ3、SQ4,通过PLC程序按照机械节拍流程进行控制。PLC控制部分的设计流程如图3所示[2]。
图3.升降机构单支路系统的工作步骤:
结论:
简而言之,针对空调装配生产线实际要求,本文进行了非标自动化生产线上下料装置的设计开发,通过一系列具体的软、硬件系统设计和调试,最终设计出一套自动上下料装置。实践表明,设计的产品具有精度高、响应快的特点。它对于非标自动化设计、手动升级为自动的智能制造装备开发具有一定的借鉴意义。
参考文献:
[1]赵碧,巴鹏,徐英凤.气动上下料机械手手部结构的设计与分析[J].沈阳理工大学学报,2017,25(6):58-60.
[2]王田苗,丑武胜.机电控制基础理论及应用[M].北京:清华大学出版社,2019.
崔欣 1991.12 陕西 汉 男 本科 初级工程师 西北农林科技大学 非标自动化设备设计应用
