低碳拉丝材用热轧盘条SAE1008Cr质量分析及工艺改进
2019-10-19张秀香
张秀香


摘 要:本钢北营公司生产的低碳拉丝材用热轧盘条SAE1008Cr,由于盘条折叠缺陷导致下游滚丝加工过程出现丝齿脱落和翘皮现象。通过钢坯情况适当调整轧辊辊缝,防止因为轧辊调整不当而导致金属在孔型中过盈充满而从辊缝中溢出;正确安装导卫,保证与孔型对中,防止因入口导卫偏斜、磨损严重,失去扶持作用。工艺优化后产品质量达到客户要求。
关键词:低碳拉丝材 折叠 工艺改进
中图分类号:TG335.63 文献标识码:A 文章编号:1674-098X(2019)04(c)-0073-02
Abstract: BeiYing company of BX STEEL products the low carbon wire-drawing material SAE1008Cr,Due to the wire rod folded,it appears silk tooth loss and warp in the process of wire rolling . Adjusting roll seam on the basis of the billets condition.Prevent the phenomenon from happening. Which is if the metal that is full in the roll seam can spill,because of the roll seam is misalignment.Install the guide accurately,Assure that the guide and the roll seam is in a line.Prevent the guide against losing the supporting role because of the guide is slant or worn. By the process improvement,the product quality meets customer requirements.
Key Words: Low carbon wire-drawing material; Wire rod folded; Process improvement
本溪北營公司生产的出口韩国低碳拉丝材用热轧盘条在滚丝加工过程出现丝齿脱落、翘皮现象,对样品取样分析,具体情况如下。
1 样品宏观形貌
低碳拉丝材用热轧盘条SAE1008Cr在滚丝加工过程出现丝齿脱落、翘皮现象,并出现在螺丝杆同一侧位置。同时对母材盘条样品观察,可以发现盘条表面存在明显的通条折叠缺陷。详见图1和图2。
2 检验分析
2.1 化学检验分析
如表1所示。
试样实际检测成分满足标准和放行要求。
2.2 显微组织检验
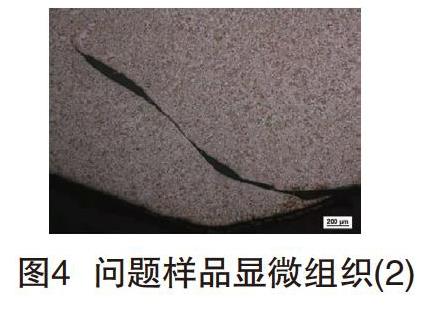
对问题样品进行显微组织检验,详见图3和图4。
通过对母材样品进行金相显微观测,可以看到通条裂痕缺陷位置在靠近表面处存在呈一定角度的压入性裂纹缺陷,裂纹的两侧没有脱碳现象,并且靠近裂纹根部呈圆顿状态。
样品的非金属夹杂物除均在1.0级别以下。
结合宏观样品缺陷特征判断,该缺陷为折叠压入导致在滚丝加工过程出现了丝齿脱落、翘皮。
3 盘条折叠产生原因及控制措施
3.1 盘条折叠产生原因
金属在孔型中过盈充满而从辊缝中溢出或导卫偏斜、磨损严重,轧件在孔型中不稳定而倾斜倒钢,产生耳子。
3.2 控制措施
(1)轧钢厂根据炼钢来料情况适当调整轧辊辊缝,防止因为轧辊调整不当而导致金属在孔型中过盈充满而从辊缝中溢出。
(2)正确安装导卫,保证与孔型对中,并勤检查入口导板磨损情况,防止因入口导卫偏斜、磨损严重,失去扶持作用,轧件在孔型中不稳定而倾斜倒钢,产生耳子,在下一孔型中形成折叠。
4 结语
低碳拉丝材用热轧盘条因折叠压入导致在滚丝加工过程出现了丝齿脱落、翘皮缺陷。根据钢坯来料情况适当调整轧辊辊缝,防止因为轧辊调整不当而导致金属在孔型中过盈充满而从辊缝中溢出;此外,通过正确安装导卫,保证与孔型对中,并勤检查入口导板磨损情况,防止因入口导卫偏斜、磨损严重,失去扶持作用等措施控制折叠的产生。
参考文献
[1] 高速线材表面缺陷的产生原因及排除方法[J].山东冶金,2010(4):16-17.
[2] 乔明亮,肖立军,王长生,等.线材表面缺陷的产生原因及排除方法[J].山东冶金,2010(4).
[3] 邱俊.高速线材产品表面缺陷的控制方法[A].线棒材工艺技术、装备与应用学术研讨会论文集[C].2012.
