电子束改性技术中均匀束斑与路径控制方法研究
2019-10-18张永和
张永和,何 俊
(兰州空间技术物理研究所 真空技术与物理重点实验室,兰州 730000)
0 引言
近年来,在航天产品材料表面改性方面,电子束改性技术越来越受到重视[1-3]。电子束改性技术能够进一步提高表层合金元素的弥散性、减少表面结构中的气体通道、改善材料表面组织结构的均匀性和致密性,从而大幅提高原有材料的抗氧化性、耐腐蚀性和耐磨损性等[4-5]。
通用电子束是直线飞行、会聚成束的高速电子流,其焦点位置的截面直径约0.5~2 mm,功率密度高达106~109W/cm2,飞行速度为光速的0.3~0.7倍,通过轰击材料表面,将携带的能量转化为热能作用于被加工材料[6]。通用电子束直接用于材料表面改性主要存在的问题有:一方面,电子束能量呈高斯分布,热作用后的沉积效果为中间厚、边缘薄的透镜状,改性层处理深度不均匀,质量无法得到有效的保证;另一方面,束斑直径只有1 mm左右,在大型零部件改性过程中需要进行多次多道处理,考虑到道次之间的搭接,改性效率较低;最后,由于电子束离开电子枪后做直线运动,能够方便地用于平面零部件的处理,但很难用于像发动机喷管一样的回转体结构零部件内外曲面的改性[7-9]。在电子束改性技术方面,科研院所和高校开展的理论研究较多,实际工程应用较少。
本文从工程应用角度出发,根据电子束扫描束斑形成原理和运动过程中能量沉积情况,设计了一种大面积特征波形;根据电磁相互作用原理,研制了一套电子束轨迹偏转控制系统,对表面改性过程中电子束的运动轨迹进行偏转控制;通过工艺试验验证了方法的可行性,解决了实际工程应用中存在的典型问题,扩展了电子束加工设备的应用范围。
1 电子束高效均匀特征束斑技术
利用电子束进行表面改性处理时,可以通过电子枪内部的扫描线圈对束斑波形进行控制。通用电子束设备的束斑能量呈高斯分布,在扫描线圈及内置程序的控制下,可以生成圆形、正方形、锯齿形等常用束斑波形。这些波形在表面改性过程中虽然能够对熔化部位起到一定的搅拌处理作用,但由于作用面积和搅拌幅度较小,仍然无法高效地得到均匀的改性层。为了解决大型工件表面改性周期长、效率低的问题,在确保改性层厚度均匀性的前提下,需要将束斑作用面积进行最大化处理,形成均匀高效的特征波形。
特征波形生成主要有两种方式:一种是在不同方向上内置相同或不同类型的函数,通过波形的叠加获得,如同时对X和Y方向上的扫描线圈施加正弦函数,通过相同的电流值时就可以获得圆形束斑波形,而通过不同的电流值时就可以获得椭圆形束斑波形。另一种是采用笛卡儿坐标系的X、Y位移分量来描述,利用坐标点建立波形轨迹方程,将离散的点形成连续的轨迹,然后描述成电子束设备能够识别和处理的波形函数,电子束从轨迹的起始点扫描到终点,在一个完整的扫描周期内形成特征波形。
利用电子枪内部的扫描线圈,采用笛卡尔坐标系,结合扫描过程束斑运动特点,设计了如图1所示的特征波形。
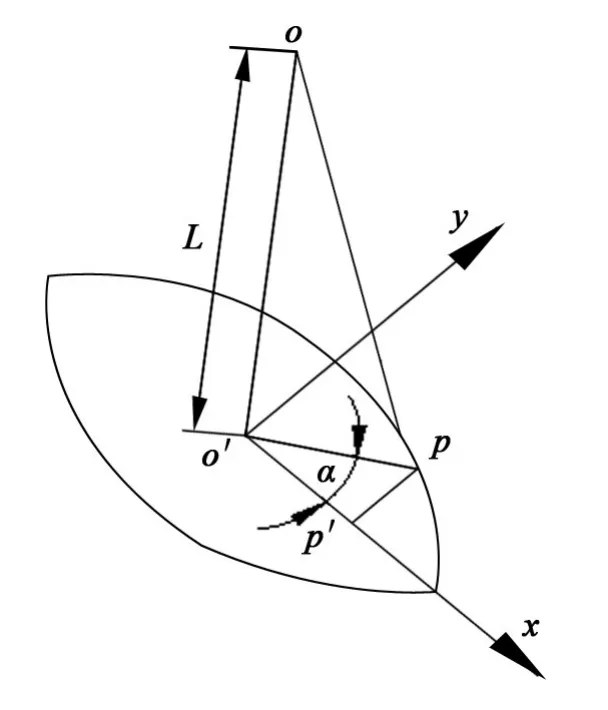
图1 电子束均匀束斑波形示意图Fig.1 diagram of electron beam uniformity spotwaveform
其中,L为工作距离;xo′y为工件放置平面,y向为工件运动方向;o为电子束发射阴极,o′为发射极在平面上的投影。电子束按照角速度α围绕o′点进行扫描,p点为扫描α角度后的电子束作用位置,p′点为p点在运动方向上的投影点。确保在扫描过程中每经过Δα角度后在o′x轴上的投影差Δl相同。
电子束在X-Y平面(即待处理工件表面)上按照逆时针方向进行扫描形成特征波形。该波形在垂直于待处理工件的运动方向上,当通过每弧度电子束的作用时间相同时,即可保证在运动方向上沉积的能量相等。
2 电子束运动轨迹的路径控制方法
电子束离开电子枪后,在无外部干扰的情况下将作直线运动,直接入射到工件表面。这种情况非常适合平面零件的改性处理,但当需要处理类似喷管这类回转体结构的工件内腔表面时,电子束就会存在可达性差甚至不可达的限制,而内腔表面恰恰是改性处理的关键部位。为了使均匀高效束斑最终能够垂直作用于被处理工件的内表面,需要对改性过程的电子束运动轨迹进行控制。
根据电磁相互作用原理,当电子沿一定的角度进入磁场后,就会受到洛伦兹力的作用,发生偏转。因此,在电子束离开电子枪后,入射到被处理零件表面之前,在电子束通过路径上创建特定强度的磁场,直线运动的电子束进入磁场后就会在洛伦兹力的作用下发生偏转,如图2所示,突破直线运动不可达性的限制,垂直作用在特定的位置,达到选区处理的目的。
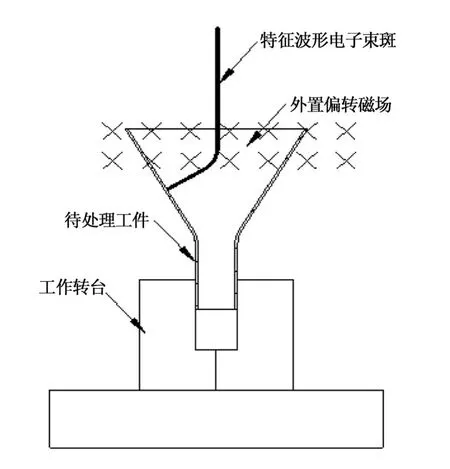
图2 回转体内表面电子束路径控制示意图Fig.2 diagram ofelectron beam path control on rotating body surface
电子束在磁场中受到的洛伦兹力可以按照式(1)进行计算:

式中:q为电子电荷;v为电子运动速度;B为磁感应强度;θ为速度v与磁感应强度B夹角;N为线圈匝数;I为线圈励磁电流;μ0为真空磁导率;l0为线圈磁路长度。
洛伦兹力始终垂直于电荷的运动方向,为电子(束)提供向心力,即:

由式(1)和式(2)可得:

由计算可知,通过在电子路径上增设一套偏转磁场,控制线圈匝数和励磁电流,就可以形成X方向或Y方向的偏转磁场,电子束按照所需要的偏转半径R进行偏转,从而垂直作用于待处理工件表面。
3 验证工艺试验
3.1 高效均匀束斑试验
利用表1所列的工艺参数,采用图1设计的束斑波形,在TC4钛合金板材表面进行高效热作用均匀性试验。
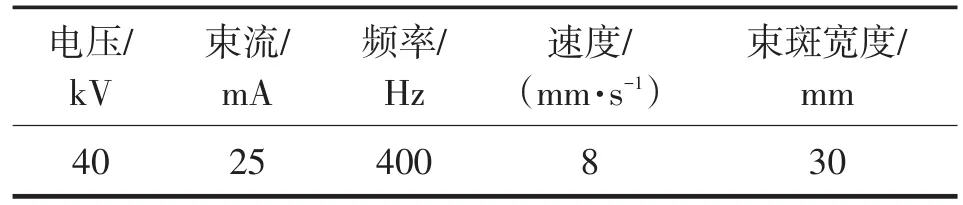
表1 TC4钛板电子束改性试验参数Tab.1 TC4 titanuium plate electron-beam modification parameters
图3、图4所示为30 mm宽度的作用范围内,利用通用束斑和高效均匀束斑进行表面改性后,改性层厚度和均匀性的比较。
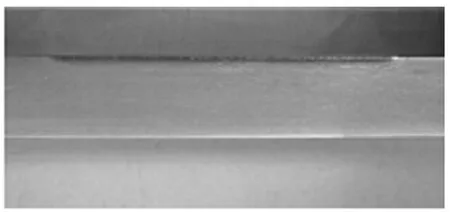
图3 高效均匀束斑热作用结果图Fig.3 Result of efficient and uniformity spotwaveform thermal action
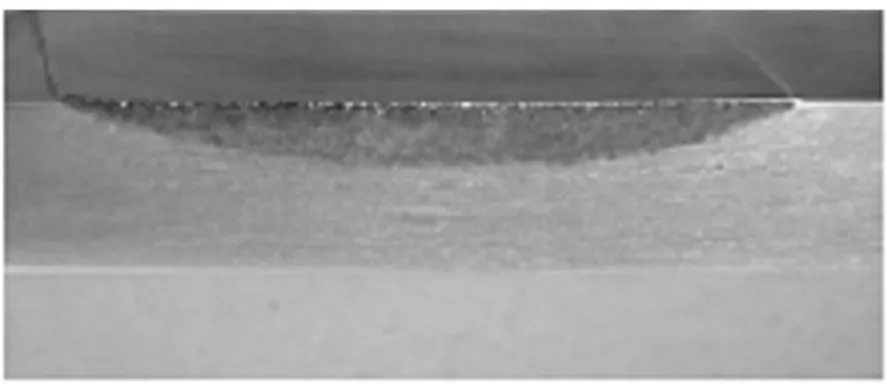
图4 通用圆形束斑热作用结果图Fig.4 Result of general circular sporform thermal action
利用JSM-5600LV型扫描电镜对两种束斑改性处理层厚度进行了测量。通用束斑处理后,试件处理层中心位置最厚,达到4.73 mm,边缘逐渐变薄,最薄处为1.09 mm,获得了透镜状效果。这与能量高斯分布情况相吻合。利用设计的高效均匀束斑处理后,处理层深度在1.1~1.2 mm之间,均匀性好。整个束斑波形内能量分布均匀,扫描频率高,可以看做是面热源,保证了改性层质量的一致性。
3.2 路径轨迹偏转试验
由式(3)可知,通过调整安匝数就可以对电子束的偏转半径进行控制。因此,通过对待处理工件曲面的分析,设计合适的偏转半径并计算所需要的励磁电流,使电子束偏转后能够垂直作用于待处理表面。表2列出了加速电压为40 kV时,电子束偏转半径与所需磁感应强度值。
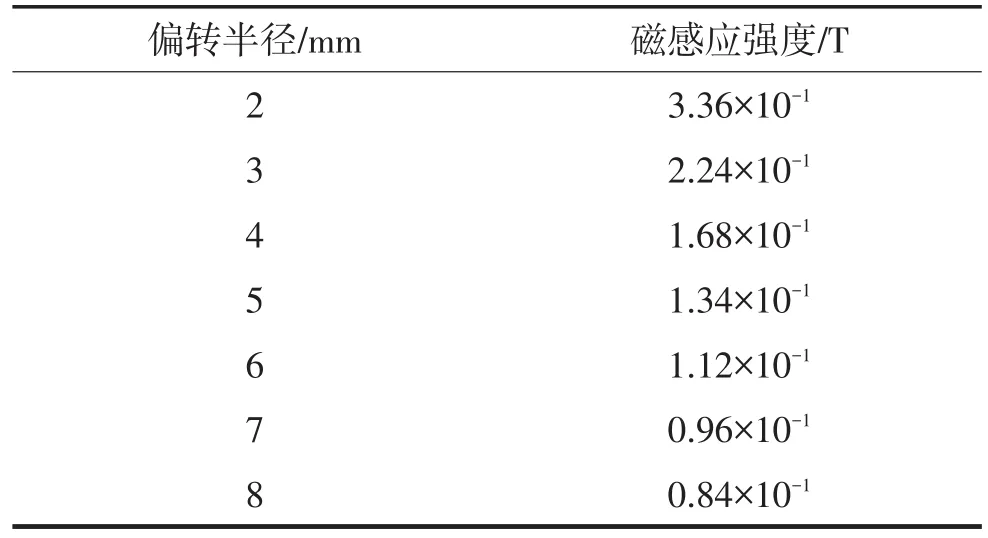
表2 40 kV下偏转半径与磁场对照表Tab.2 Deflection radius and magnetic power irradiation by 40 kV
图5所示为专门研制的电磁偏转装置与控制系统,利用该装置可以对电子束偏转半径和角度进行精确控制。系统采用直流程控电源系统,电源和控制系统放置在真空室外,通过航空穿墙插头与放置在真空室内的偏转装置相连。偏转装置按照设计要求放置在工件上方电子束路径中,为防止漏磁对电子束运动路径的干扰和影响,装置还采取了防漏磁措施,确保电子束能够按需进行偏转控制。

图5 电磁偏转装置与控制系统图Fig.5 Electromagnetic deflector and control system
在电子束轨迹预设阶段,主要是确定电子束在零件内腔中的偏转半径和作用在表面时的偏转角度。由于电子束改性处理需要采用大面积的均匀束斑,电子束按照束斑波形扫描时也会受到洛伦兹力的作用,且不同位置受到的力不同,因此,电子束偏转半径的设计还需要考虑束斑变形情况。采用表1所列的电子束熔覆参数,结合表2所列的偏转控制参数,利用程控电源系统产生相应的磁感应强度控制偏转半径,在模拟样件内表面进行了验证试验,结果如图6所示。
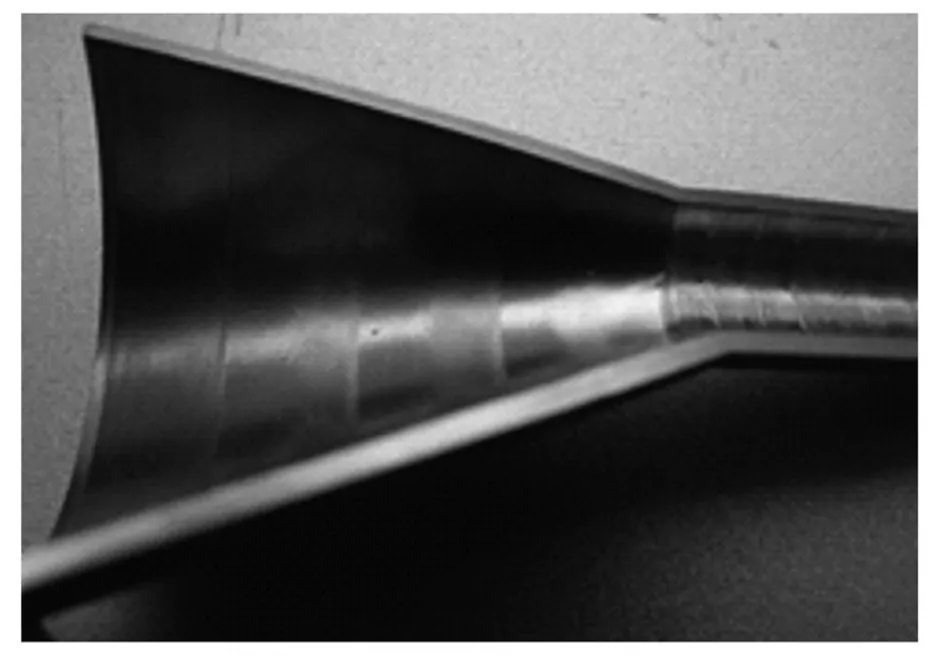
图6 喷管模拟件内表面处理结果图Fig.6 Interior surface treatment results of simulated nozzle
试验过程中工件随转台旋转上升,电子束在大端喇叭口部位偏转约120°,在直段部位偏转90°,确保束斑始终垂直作用在待处理表面,得到均匀一致的改性层。
4 结论
(1)利用通用设备的扫描线圈,按照能量沉积特点,设计的特征波形能够达到均匀一致的热沉积效果,确保改性层性能的一致性;
(2)特征波形的作用面积可根据被处理样件的尺寸和实际工作距离进行缩放,一次作用宽度可达1~30 mm,提高了改性处理效率;
(3)根据电磁相互作用规律,在电子枪外部施加磁场对飞行过程的电子束运动轨迹进行控制是可行的,能够将常规电子束按要求进行偏转;
(4)轨迹预设是开展电子束轨迹精确控制的前提,需要根据被加工处理样件的形面曲率特征进行分析和确定,并由此获得相应的励磁参数;
(5)利用专用的特征束斑和电磁偏转装置,可实现电子束运动轨迹可控和高效处理的目的。
