反式聚环戊烯橡胶在轮胎胎面胶中的应用
2019-10-18贺小进邱迎昕陈建军
王 雪,贺小进*,邱迎昕,陈 宏,陈建军
(1.中国石化北京化工研究院 燕山分院,北京 102500;2.橡塑新型材料合成国家工程研究中心,北京 102500;3.北京橡胶工业研究设计院,北京 100039)
反式聚环戊烯橡胶(TPR)是一种具有通用橡胶特点的新胶种,它以碳五馏分中的环戊烯为单体,在Ziegler-Natta催化剂作用下通过开环聚合而制得,其玻璃化转变温度(Tg)低,生胶强度大,硫化胶具有高回弹、低生热及优异抗磨性,适合于制作轮胎尤其是载重车轮胎。
20世纪70年代国外曾开展过TPR合成研究,但一直未实现工业化。国内也开展过环戊烯聚合研究[1-4]。早期由于环戊烯资源短缺致使环戊烯橡胶发展受到很大限制,随着我国乙烯裂解项目陆续投产,环戊二烯及环戊烯资源将更加丰富,2018年环戊二烯产量约50万t,环戊烯产量约9万t,环戊烯橡胶的研究重新引起人们重视[5-7]。北京化工研究院开展了TPR模试及中试合成研究,并根据其硫化胶回弹性及耐磨性好、永久变形小、生热及滚动阻力低等特点[8-10],将其与丁苯橡胶(SBR)并用后用作胎面胶,考察了不同结构TPR对胎面胶性能的影响,并与SBR及顺丁橡胶(BR)/SBR并用胶进行了对比。
1 实验部分
1.1 原料
TPR:自制;SBR:SBR1500,门尼黏度为51,南京扬子石化金浦橡胶公司;BR:BR9000,门尼黏度为45±4,燕山石化公司合成橡胶厂;炭黑:N234,中联橡胶(集团)总公司;硫磺、促进剂、氧化锌、环保油和防老剂等均为橡胶工业常用助剂。
1.2 仪器及设备
FPS3000型红外光谱仪:美国BIO/IAD公司;DRX400MHz型核磁共振仪:瑞士BRUKER公司;LC-10AVP型凝胶色谱渗透仪:日本岛津制作所;XLB-D型平板硫化机:浙江湖州宏桥橡胶机械有限公司;XK-160A型开炼机:上海橡胶机械厂;Y3000E型压缩生热试验机、C2000E型橡胶无转子硫化仪、M200E型橡胶门尼黏度仪及T2000E材料拉力试验机:北京友深电子仪器有限公司;仿E115型橡胶冲击弹性实验仪:天津材料试验机厂;RSS-Ⅱ型滚动阻力试验仪:北京万汇一方科技有限公司;MDSC2910型差式扫描量热/热重联用仪、DMA2980型动态黏弹谱仪:美国TA公司。
1.3 TPR合成
向精制氮气抽排的反应釜中加入溶剂、环戊烯、WCl6溶液、活化剂及相对分子质量调节剂,在0 ℃及搅拌下缓慢加入三异丁基铝溶液,反应一定时间后加入终止剂终止反应。聚合物溶液用乙醇凝聚后在70 ℃真空烘箱中干燥。
1.4 实验配方
实验配方(质量份)为:生胶 100(TPR、不同结构TPR与SBR并用胶及BR与SBR并用胶),炭黑N234 55,防老剂 4,促进剂 1.7,环保油 8,硫磺 1.85,其他 9.1。
1.5 试样制备
采用密炼机混炼,温度为50 ℃,转速为80 r/min,排胶温度为150~170 ℃。将生胶包辊后加入氧化锌、硬脂酸、防老剂,割刀3次加炭黑及环保油,再割刀3次加促进剂及硫磺,继续割刀3次,薄通6次下片。然后将炼好的胶料制成厚6 mm胶片测试门尼黏度和硫化特性等,并将混炼胶停放16 h后根据硫化仪提供时间将胶料硫化。
1.6 分析测试
聚合物结构采用红外光谱仪及核磁共振仪(测试温度为25 ℃,溶剂为氚代氯仿,四甲基硅烷定标)测定;聚合物相对分子质量及其分布采用凝胶渗透色谱(GPC)测定,测试温度为25 ℃,四氢呋喃作流动相,流速为1.0 mL/min;硫化特性按照GB/T 16584—1996进行测定;门尼黏度按照GB/T 1232.1—2000进行测定,测试温度为100 ℃,预热时间为1 min,转动时间为4 min;动态力学性能测试温度为-120~100 ℃,升温速率为2 ℃/min,频率为10 Hz,样品尺寸为20.00 mm×5.00 mm×2.00 mm;滚动阻力测试转速为400 r/min,负荷为15 MPa;Tg及熔融温度测试温度范围为-150~80 ℃,升温速率为10 ℃/min;硫化胶物理性能、回弹性、压缩生热及阿克隆磨耗分别按照GB/T 528—1998、GB/T 1681—1991、GB/T 7756—1996及GB/T 1689—1998进行测试。
2 结果与讨论
2.1 合成TPR结构及门尼黏度
合成的TPR样品结构及生胶门尼黏度如表1所示,Mn为数均相对分子质量,Mw为重均相对分子质量,Tm为结晶聚合物熔融温度。
由表1可以看出,3种相对分子质量的TPR生胶分别对应着3个门尼黏度,其中TPR2门尼黏度较低,有利于胶料加工,TPR1和TPR3门尼黏度较高,但都在可接受范围内。

表1 TPR结构及生胶门尼黏度
2.2 胎面胶配方选择
胎面胶是轮胎最外层与路面接触而表面刻有花纹的一层胶料,它能使轮胎具有牵引力,能缓冲行驶时的冲击和摇摆,防止帘线层割破和刺穿等,要求不仅具有较高的耐磨性、耐疲劳性、耐老化性能,而且具有较高的拉伸强度、弹性和强韧性以及行驶时低的生热性。在配方中采用3个TPR样品分别部分或全部替代原配方中的生胶,同时选用BR9000作为对比样品进行部分替代原配方中的生胶。胎面胶配方组成见表2。
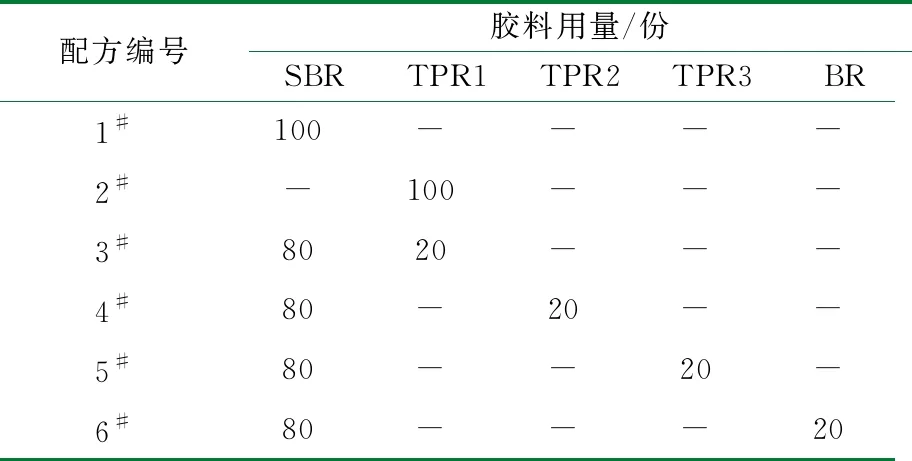
表2 胎面胶配方中的胶料组成表
2.3 混炼胶门尼黏度
混炼胶门尼黏度是橡胶加工的重要指标,门尼黏度高的胶料不易混炼均匀及挤出加工,门尼黏度低的胶料易黏辊,门尼黏度过低则硫化后制品抗拉强度低。门尼黏度对后续压延和挤出工艺有较大影响,表3为胎面胶的混炼胶门尼黏度。

表3 胎面胶的混炼胶门尼黏度
由表3可知,单用TPR1的胎面胶混炼胶门尼黏度高,TPR1/SBR 和TPR3/SBR并用混炼胶门尼黏度比单用SBR和BR/SBR有较大幅度提高;TPR2/SBR并用混炼胶门尼黏度与单用SBR和BR/SBR相当,具有适合的混炼胶门尼黏度和加工性能。
2.4 硫化特性和加工安全性
用硫化仪测定胶料的硫化特性。胶料在一定温度的模腔内往复振荡,通过对模腔反作用转矩(力)的检测,得到一条转矩(力)随时间变化曲线,由此确定胶料硫化时间。硫化仪表征指标中,ML为最低转矩,MH为最高转矩,t10为焦烧时间,t90为正硫化时间。Vc为硫化速度指数,Vc大表示硫化速度快,反之则慢。门尼焦烧是检验胶料加工安全性的主要指标,门尼焦烧时间t5为混炼胶从ML上升5个单位所需时间,门尼焦烧时间t35为上升35个单位所需时间,二者之差为门尼硫化速度Δt30。门尼焦烧性能中最重要的指标为t5,它表示胶料早期硫化-焦烧开始的时间,t5越长混炼胶加工安全性越好,反之越差。在轮胎或橡胶制品生产中通常希望t5尽量长一些,防止混炼胶在混炼过程中或者后续加工过程中发生焦烧,影响产品性能。混炼胶硫化特性和门尼焦烧实验数据见表4。
由表4可知,单用TPR1或TPR/SBR并用,混炼胶ML和MH均有所提高,其中并用TPR3混炼胶的ML和MH提高较大;TPR1胶料的t10和t90均较短,硫化速度加快,TPR/SBR并用胶与单用SBR相比,胶料t10和t90均有不同程度延长,与BR/SBR相当;胶料加工安全性均符合要求,单独使用TPR胶料的t5和t35较短,但也符合要求,胎面胶中并用TPR不会对胶料加工安全性和硫化特性产生显著影响,单独使用TPR则需考虑硫化速度与其他胶料的匹配。
2.5 硫化胶物理性能
不同配方硫化胶物理性能数据见表5。从表5可以看出,各种胶硬度相当,TPR单用胶回弹性高,永久变形小,但拉伸强度、撕裂强度及定伸应力较小; TPR1/SBR和TPR2/SBR并用硫化胶拉伸强度、拉断伸长率、定伸应力、永久变形等与单用SBR及BR/SBR相当,TPR3/SBR硫化胶定伸应力与单用SBR相当,拉伸强度和拉断伸长率有所下降,与单用SBR相比,TPR1/SBR并用硫化胶回弹性略有提高,撕裂强度有所下降;与BR/SBR硫化胶相比,TPR1/SBR和TPR2/SBR硫化胶拉伸强度和拉断伸长率较优,定伸应力和撕裂强度相当,回弹性略低;TPR3/SBR硫化胶定伸应力和撕裂强度相当,拉伸强度、拉断伸长率和回弹性略低。
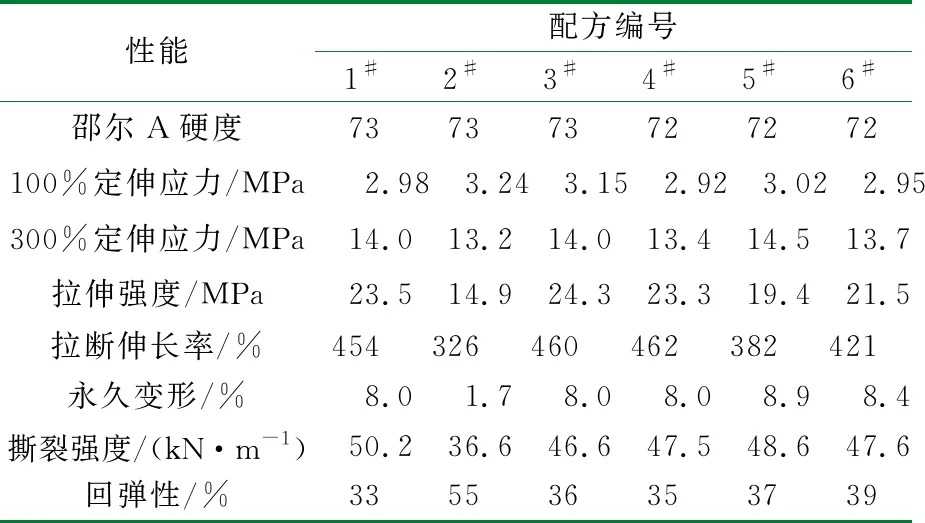
表5 不同配方胶料硫化胶物理性能
从表5还可以看出,高相对分子质量的TPR3的高门尼黏度导致与SBR并用时难以混炼均匀,引起并用胶性能下降。较低相对分子质量的TPR2与SBR并用后,表现出较好的硫化胶综合物理性能。
2.6 硫化胶老化性能
老化实验是考核橡胶老化前后性能变化的实验方法及测试手段,应用最广的加速老化实验方法是烘箱加热老化实验,所用设备是加热烘箱。设定加热温度和时间,将试片悬挂在箱内回转片架上,实验结束后取出试片测其性能并与老化前进行对比,计算老化系数[老化系数=(老化后拉伸强度×拉断伸长率)/(老化前拉伸强度×拉断伸长率)]。老化系数越高表明胶料抗老化性越好,本文采用老化箱热空气加速老化,老化温度为100 ℃,老化时间为48 h,老化后停放16 h,结果见表6。
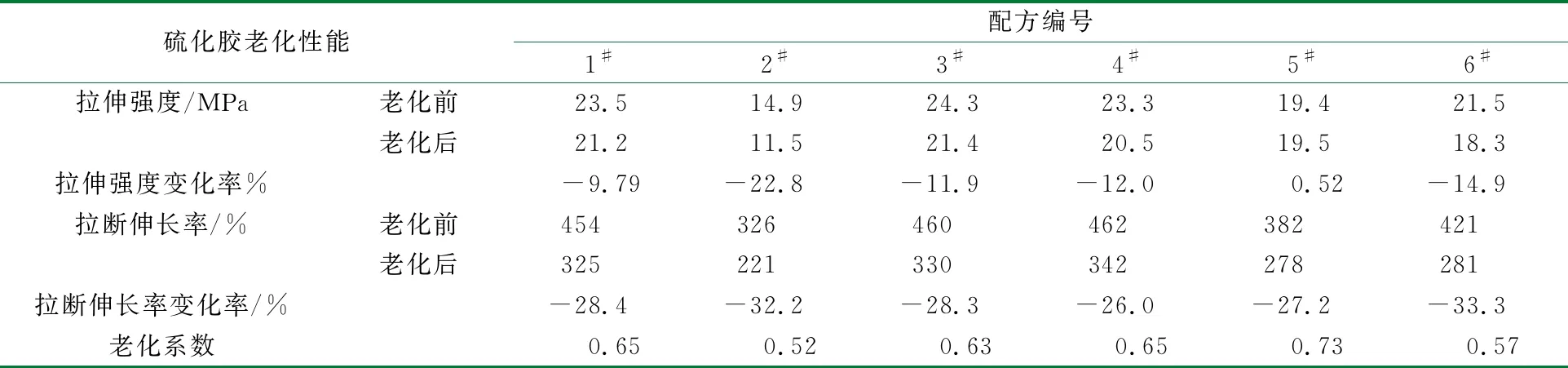
表6 硫化胶的老化性能
由表6可知,单用TPR硫化胶耐热老化性能比单用SBR略差,与BR/SBR相当;TPR1/SBR和TPR2/SBR硫化胶老化性能与单用SBR相当,优于BR/SBR,TPR3/SBR硫化胶表现出最好的耐老化性能。尽管TPR耐老化性能一般,但与SBR并用后耐老化性能没有下降,这与BR/SBR硫化胶耐老化性能下降有所不同,体现出了TPR的性能特点和优势。
2.7 硫化胶耐疲劳性能
硫化橡胶的疲劳现象是橡胶在周期性应力作用下结构及性能的变化。橡胶滞后性是橡胶在周期性变形时吸收能量并将其转换成热能,这些热能使橡胶内部达到很高温度从而引起橡胶老化,影响其使用寿命。根据所施加作用力不同,疲劳主要分为压缩疲劳和屈挠疲劳,硫化胶压缩疲劳主要考察试样在一定时间内受到周期性压缩时的终动压缩率、疲劳温升和永久变形。屈挠疲劳主要考察试样在一定屈挠频率下达到一定破坏程度时的屈挠次数,结果见表7。

表7 各胶料的耐疲劳性能
由表7可知,单独使用TPR的硫化胶压缩疲劳温升较低,说明TPR弹性好,变形恢复快,吸收能量能尽快释放,所以生热低;TPR/SBR并用硫化胶压缩疲劳温升与单用SBR和BR/SBR硫化胶基本相当;在屈挠性能方面,BR/SBR非常优越,TPR耐屈挠性与SBR还有些差距,并用低相对分子质量TPR2可适当改善SBR耐屈挠性,并用高相对分子质量TPR3则会恶化胶料耐屈挠性。
2.8 硫化胶耐磨性
胎面是轮胎直接接触地面部分,通过胎面与地面摩擦将发动机的动力传递给车辆,因此耐磨是对胎面胶最低要求,胎面胶耐磨性直接影响轮胎寿命。本实验采用阿克隆磨耗考察胎面胶的耐磨性,通过检测试样在磨耗一定里程后的失重来计算胶料磨耗体积,结果见表8。
由表8可知,TPR具有较好的硫化胶耐磨性能,TPR/SBR并用硫化胶耐磨性优于单用SBR和BR/SBR。SBR中并用TPR可有效提高胶料耐磨性能,TPR在SBR中对胶料的耐磨性贡献高于BR。
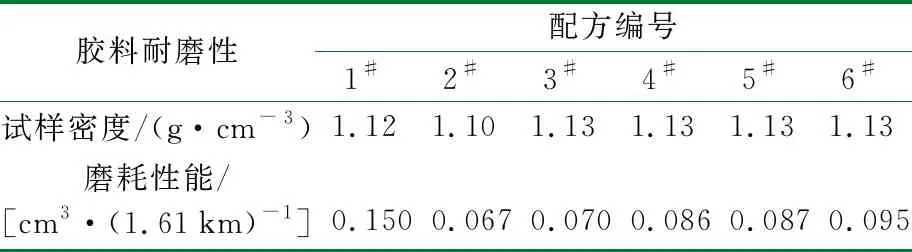
表8 胶料耐磨性
2.9 滚动阻力
降低轮胎滚动阻力是节能降耗的要求,通过橡胶滚动阻力试验仪检测试样在滚动过程中的功率损耗、动态变形和动态生热,这些数值越小表明胶料的滞后损失越小,轮胎耗油越低。采用RSS-11型滚动阻力试验仪通过转鼓法测定硫化胶在给定频率和给定负荷下的滚动损失值、动态生热以及动态变形,结果见表9。
表9结果表明,TPR制成的胎面胶滚动阻力比SBR低,动态变形相近,升温下降;TPR/SBR并用胶滚动阻力、动态形变及动态生热与SBR和BR/SBR相当。
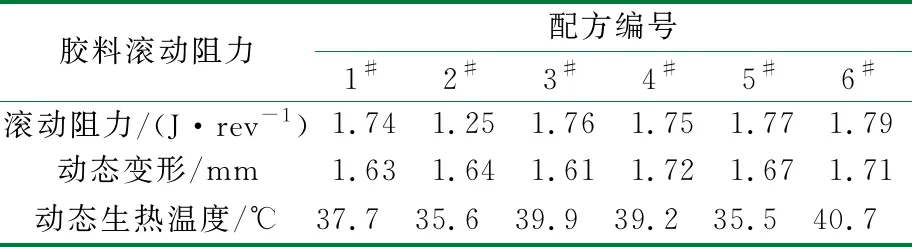
表9 胶料滚动阻力
2.10 硫化胶动态性能
动态黏弹谱是研究聚合物分子链运动及结构与性能关系的重要手段,是在一定温度范围内测量橡胶在一定频率和一定负荷下力学损耗与温度的关系,通过损耗因子(tanδ)反映轮胎的使用性能,如滚动阻力、抗湿滑性、耐磨性和高速性能等。通常选择0 ℃时的tanδ值判断胎面胶的抗湿滑性,tanδ值越高,轮胎抗湿滑性越好,湿牵引性能越高;选择60 ℃的tanδ值判断胎面胶滚动阻力,tanδ值越小,滚动阻力越低,结果见表10和图1。

表10 各胎面胶的Tg和在不同温度下的tan δ

温度/℃图1 胎面胶温度与tan δ的关系曲线
由表10和图1可知,TPR具有很低的Tg,可赋予轮胎很好的低温性能,TPR/SBR并用胶同样具有较好的低温性能。虽然TPR在 0 ℃时的tanδ值即抗湿滑性与SBR有一些差距,但通过并用可较好地解决这一问题。同时TPR及TPR/SBR并用胶在滚动阻力方面均有较好表现,这与前面实验数据一致。
3 结 论
(1)合成了3种相对数均分子质量为(1.8~2.9)×105的TPR,其相对分子质量分布为1.5~1.7,反式结构质量分数为75%~80%,Tg约为-95 ℃,满足通用橡胶对结构及基本性能的要求。
(2)确定了TPR胎面胶配方并对其性能进行了测试,与SBR及BR/SBR并用胶相比,TPR混炼胶门尼黏度高,加工安全性稍差,硫化胶回弹性较高,拉伸强度、撕裂强度及定伸应力较小,硬度相当,永久变形小,压缩疲劳温升、滚动阻力及动态生热下降,耐磨性优异,低温性能好,耐热老化性能比SBR略差,与BR/SBR相当,抗湿滑性不好。
(3)与SBR及BR/SBR并用胶相比,TPR/SBR并用混炼胶加工安全性无差别,TPR1/SBR、TPR2/SBR并用硫化胶拉伸强度、拉断伸长率、定伸应力、永久变形相当,TPR3/SBR硫化胶定伸应力相当,拉伸强度和拉断伸长率下降。TPR/SBR硫化胶回弹性提高,撕裂强度下降,硬度相当,耐老化性能与SBR持平,优于BR/SBR。压缩疲劳温升相当,具有较好的耐磨性及低温性能,较低的滚动阻力,动态形变、动态生热及抗湿滑性相当。
(4)低相对分子质量的TPR2具有较佳综合性能,高相对分子质量的TPR3门尼黏度过高,混炼过程中不易混炼均匀,造成胶料性能下降。
(5)TPR不适合单独用于胎面胶,与SBR并用可为胎面胶提供独特优异性能,具有良好的应用前景。
