英买力油气处理厂天然气处理工艺能耗分析
2019-10-17刘百春文韵豪艾国生刘主宸韩国强
刘百春 文韵豪 艾国生 刘主宸 韩国强
(1.中国石油天然气股份有限公司塔里木油田分公司;2.中国石油天然气股份有限公司规划总院)
1 现状
2007 年4 月,英买力油气处理装置开始投产运行,主要对英买力气田群的天然气进行处理,天然气处理装置设计处理规模为700×104m3/d,分为2套,目前天然气处理量为571×104m3/d,为了满足管输指标,需对天然气进行脱水,英买力处理厂采用了高效脱水的分子筛吸附,湿气再生的工艺[1-4]。
天然气处理系统耗能较大,处理工艺用能形式主要是热能和电能,其中热能由燃料气转化,主要用于导热油加热;电能主要用于泵、压缩机、空冷器等[5-6]。国内天然气处理单位能耗水平与国外有一点差距,美国处理104m3天然气能耗约为2 500 MJ[7],吉拉克气田集中处理站单位综合能耗[8-9]为5 719 MJ/104m3,牙哈气田油气处理单位能耗为8 487 MJ/104m3。
天然气处理过程中分子筛脱水单元和轻烃回收单元能耗分别为366 252 MJ/d 和304 785 MJ/d,分子筛脱水单元是天然气处理系统主要的能耗单元,约占总能耗的54.58%。分子筛脱水单元电能日消耗量为449.4 kWh,燃料气日消耗量为9 268.9 m3,消耗的燃料气和电能折算后能耗比例分别为98.5%和1.5%。脱水单元中的分子筛再生器使用高温导热油供热,再生气温度约为240 ℃,再生气量大,能耗高,因此是天然气处理中节能降耗的重要单元。为了提高处理厂经济效益,以降低天然气处理工艺能耗为目标,对天然气分子筛单元进行能耗分析,调整工艺参数,充分利用余热[10]。
2 天然气处理系统能流分析
以现场调研到得的组分和流量,通过仿真软件HYSYS 模拟,得到天然气处理工艺流程能流图。从换热网络流程图可以得到天然气处理单元中换热网络比较简单,物流之间换热较少,主要包括贫气与富气通过贫富气换热器进行换热、脱丁烷塔进料与脱乙烷塔塔底出料通过脱丁烷塔进料换热器进行换热。
轻烃回收单元受到液化石油气和稳定轻烃质量要求的限制,脱乙烷塔和脱丁烷塔的塔底温度变化范围不大,而重沸器负荷主要受到塔底温度的影响,轻烃回收的能量消耗主要表现在重沸器负荷上[11],因此轻烃回收不作为本文的主要能量改造分析。
3 分子筛工艺流程能耗分析
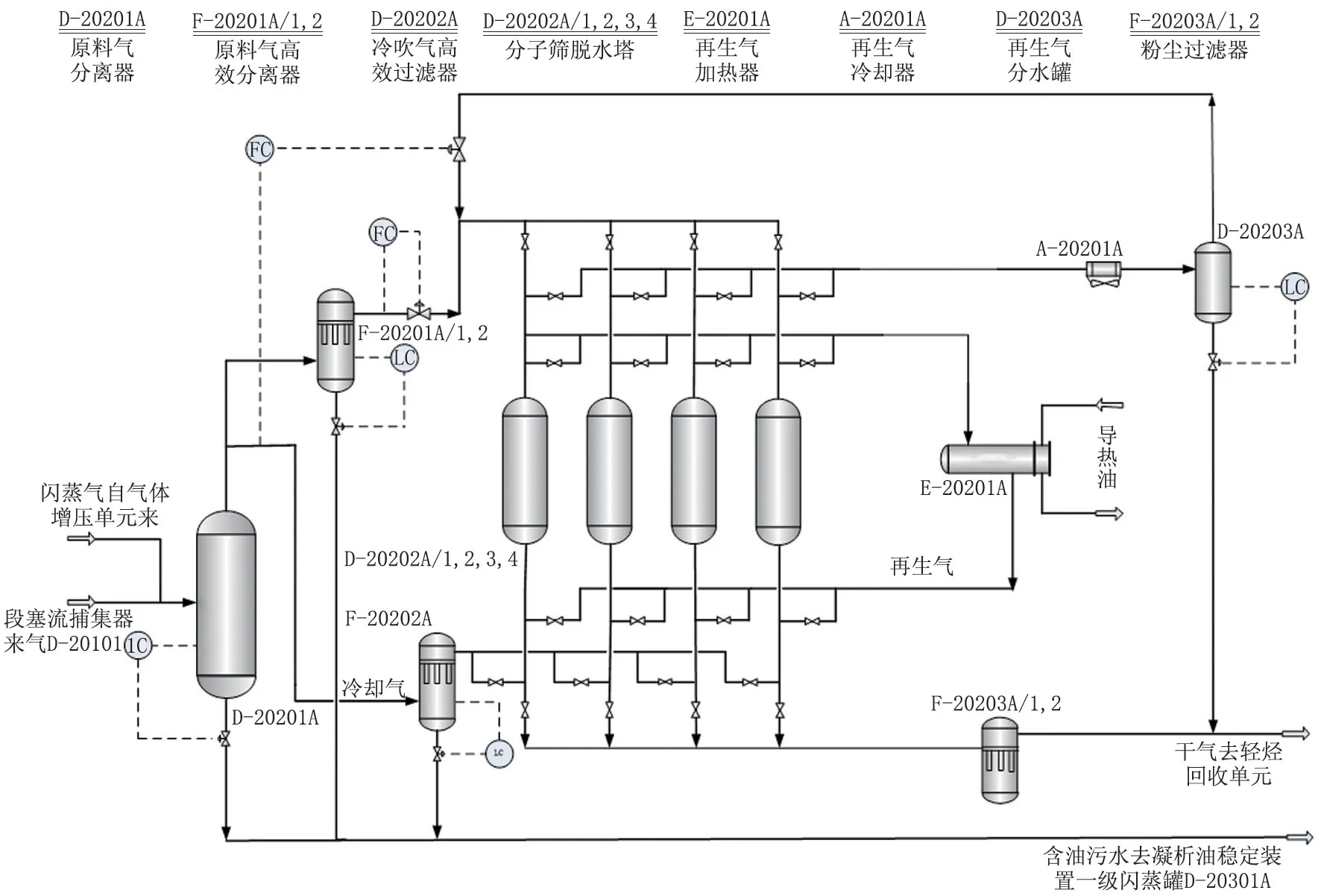
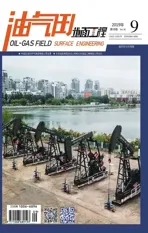
图1 分子筛脱水单元流程
英买力油气处理厂分子筛脱水单元流程图如图1 所示。英买力油气处理厂中原料气和闪蒸气压缩机组来气通过原料气分离器后后,大部分天然气(22.5×104m3/h)经过高效过滤器后去分子筛吸附塔进行脱水处理,脱水后经过粉尘过滤器去轻烃回收单元;小部分天然气(1.02×104m3/h)去再生气加热器加热至260 ℃,对分子筛床层热吹,将分子筛吸附水解吸,热吹后温度变为230 ℃,随后去再生气冷却器冷却至50 ℃进入再生气分水罐分离出水,与经过高效过滤器的天然气混合,进入分子筛吸附塔脱水。
分子筛采用湿气再生的方法,能脱除天然气中大部分的水,使水露点低于-40 ℃。处理厂分子筛脱水单元包括2 个吸附塔,1 个再生塔,1 个冷却塔,4 座塔器周期运行。分子筛吸附和冷却不会消耗能量,但是分子筛再生时,高温导热油(280 ℃)通过再生气加热器将40 ℃再生气加热至260 ℃,消耗了大量的热能。热吹后的再生气温度依然很高(230 ℃),通过空冷器冷却至50 ℃也消耗了一定电能。分子筛脱水能耗见表1。

表1 分子筛脱水能耗统计
由表1 可知,虽然空冷器会消耗一部分电能,但是远远不及导热油加热再生气的热能,仅为总能耗的1.5%,因此,分子筛的节能降耗的改造主要是降低导热油加热的热能消耗,减少导热油的供应量。分子筛再生气热吹后的温度为230 ℃,仍然拥有着巨大的余热资源,针对分子筛脱水单元再生气余热较大的情况,提出了以下的高温再生气余热回收利用方案。
4 分子筛脱水工艺余热利用方案
在目前的分子筛处理工艺上,增加1 台再生气预热器,利用热吹完成后的高温再生气(240 ℃)对即将加热的低温再生气(35 ℃)进行预热至130 ℃,预热后再将再生气加热至260 ℃;换热后的高温再生气为140 ℃,再通过空冷器冷却至40 ℃。
此方案能够回收一部分的高温再生气的热量,降低空冷器和导热油的负荷,进而降低能耗。分子筛脱水余热利用方案工艺流程见图2。分子筛再生气余热利用方案节能效果见表2,结果显示分子筛余热再利用方案的能量回收效率高,单套分子筛脱水装置再生气加热器负荷从原来的1 383 kW 降低至836 kW,每天可节省2 990 m3燃料气,年节省77.94万元,节能效果十分明显,改造方案简单,可操作性强。
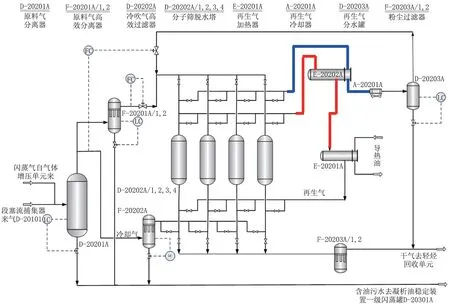
图2 分子筛脱水单元余热利用方案工艺流程
表2 分子筛再生气余热利用方案节能效果
5 结论
分子筛余热改造方案通过在再生气加热之前增加1 台再生气预热器,可以回收大量余热,降低处理能耗,减少冷却器负荷。单套分子筛脱水装置再生气加热器负荷从原来的1 383 kW 降低至836 kW,每天可节省2 990 m3燃料气,年节省77.94 万元,并且可操作性强,节能效果明显。