矢量位置控制变频器换刀系统分析
2019-10-17王雷
王雷
(利勃海尔(中国)有限公司,上海 200120)
加工中心的刀库换刀系统是加工中心的一个主要特点,而加工中心在实际运转过程中刀库系统的故障率是比较高的,根据资料统计,加工中心的故障中,刀库换刀系统的问题占了60%,因此真正领会编程设计人员的思路,深入分析刀库系统的选刀换刀过程,熟悉信号与数据的传递路径,是高效快速准确的解决问题的关键,也是摆在维修人员面前的一个迫切的问题。MAZAK FF-660 卧式高速加工中心采用FANUC 18IM 数控系统并且以内置FANUC PMC RB6 作为逻辑控制工具,它通过 接受面板控制信号实现机床控制、机床外部开关量检测、输出信号控制、伺服使能、报警处理,数据处理,数据通讯等功能实现刀库选刀与换刀的控制。下面将对此问题进行具体的阐述。
1 刀库换刀系统硬软件及执行过程
MAZAK FF-660 加工中心刀库换刀系统包括的主要硬件有FANUC PMC、矢量位置控制变频器、刀库、滑座(又称中间套)、ATC 换刀臂以及刀库电机,软件随机还刀选刀程序。
1.1 硬件结构
FANUC 数控系统采用FANUC 18I-M 数控系统,它能通过CNC、PMC、MMC 机床外部信号之间的数据通讯实现加工程序与PMC 程序之间的互动、调用与配合,实现选刀、还刀、刀具交换以及信号的交换传递。
FANUC PMC 是采用FANUC PMC RB6 型控制器,主要作用是对刀库换刀动作顺序编程,并进行数据的传输。最大编程步数达到32000,I/O 点最多分别可以使用1024 个,内部继电器可使用容量为3200BYTE,计数器200BYTE,计时器300BYTE,保持继电器50BYTE,数据表8000BYTE,子程序2000 个,它的功能十分强大,可以实现数据的读、写、传递、搜索、比较、逻辑运算和赋值等。
矢量位置控制变频器是日本安川电机生产的一种简易位置控制装置,与普通的变频器不同的是,它既有普通变频器的速度控制又有位置控制,通过速度环控制刀库转速,通过位置环控制刀库位置,而不是在PMC 中进行位置环编程来控制刀库位置,这就提高了换刀的速度。它能接收FANUC PMC发出来的控制字,也可以同时向PMC 发送状态字,从而实现了与FANUC PMC 之间的通讯。它能比较PMC 发出的位置指令信号(控制字),和刀库电机的绝对位置编码器反馈的当前位置信号,当二者相等时,发出COIN 信号和当前位置信号(状态字)给PMC,告诉PMC 刀库已经按照位置指令旋转到了指定的位置,从而通过控制刀库旋转电机的角度,来间接控制刀库的位置,从控制方式的角度来说是一种半闭环绝对位置控制系统。
刀库按照刀库结构分链式刀库和盘式刀库,刀库按其容量可分为16、24、32 把刀三种,在同一种刀库结构类型下,可以通过设定PMC 参数来定义刀库的最大容量,例如,在MAZAK FF-660 中可以通过设定K1.0、K1.1 和K1.2 三个参数来定义不同的刀库容量,它们的状态组合如表1 所示。
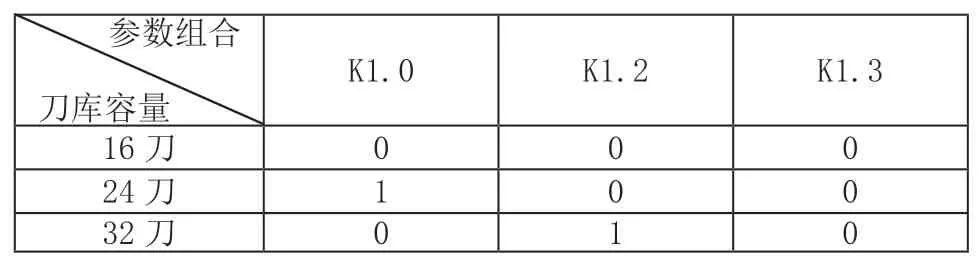
表1
滑座(又称中间套)是刀库与ATC 换刀臂之间传递刀具的部件,它有一个能伸缩的刀套,通过伸缩实现刀具在其上的装载和卸载,整个功能由四个动作组合而成,即滑座运动到刀库侧伸缩进行取刀和送刀,滑座运动到ATC 换刀臂侧伸缩进行取刀和送刀。这样就实现了刀具在刀库与ATC 换刀臂之间的传递。
ATC 换刀臂是实现主轴与滑座之间刀具交换的部件,主要由伸缩、旋转等动作组合而实现刀具的交换,其中刀臂的伸缩由汽缸带动,机械手的旋转由变频器控制,在有刀和无刀时的旋转速度是不一样的,这使得换刀动作更加安全、可靠、高效。
刀库电机:X3000 型饲服电机,带绝对式光电编码器。
1.2 随机还刀选刀程序的执行过程
1.2.1 随机还刀选刀程序构成
目前加工中心的换刀程序一般都采用随机还刀选刀程序,只有当它的正常运转出现问题,而又不能短时间内解决时,才临时使用固定地址还刀选刀程序。它们之间的切换可以通过改变PMC 参数K8.7 的0 和1 状态来实现。
为更好地理解随机还刀选刀程序,首先要说明一下数据表,数据表是在PMC 非易失性存储器中开辟的一段存储空间,用来保存大量数据,如刀库自动转盘中的刀具号等,数据表中的数据可通过数据搜寻(DSCHB)或数据检索与传送(XMOVB)等功能指令来简单的实现读写和检索。便于PMC 顺序程序的寻址和读写,即使断电的情况下也不会丢失其中的内容。
随机还刀选刀程序的特点是每次主程序执行时都要调用几个子程序,在子程序中又调用子程序。这几个子程序分别是P147 自动换刀子程序、P221 搜索数据表子程序、P222 读数据表子程序、P223 写数据表子程序、P100 刀库子程序。
P147 的作用是执行还刀时刀库刀套号的搜索、选刀时刀库刀套号的搜索、刀库的选刀定位、新旧刀号的交换、旧刀号写入数据表、新刀号从数据表中读出等功能。
P221 作用是还刀时搜索刀库中空刀套位置,选刀时搜索新刀号在刀库中的位置,它的执行是通过搜索数据表完成的。
P222 的作用是将新刀号从数据表中读出。
P223 的作用是把还回刀库的旧刀刀号写入数据表中相应的位置。
P100 的作用是刀库的旋转定位,以及读取新刀刀号。
在调用子程序过程中反复用到以下几个PMC 功能指令:
(1)DSCHB(二进制数据检索指令)指令。

它的作用是在数据表中搜索参数规定的检索数据地址内的数据,如果搜索到该数据,则将该其所在的地址送入检索结果输出地址中。
DSCHB 指令在P221 数据搜索子程序中的一个作用是还刀,还刀时搜索0 号刀(空刀)所在的数据表中的地址,即搜索空刀套。如果搜索指令输出为0 则找到该地址,将该地址传入刀库刀套命令,刀库按照此命令旋转,将空刀套转到还刀位置等待滑座还刀。
DSCHB 指令在P221 数据搜索子程序中另一个作用是选刀,选刀时在数据表中搜索指令规定的刀号,如果搜索指令输出为0 则找到存储该刀号的地址,将该地址传入刀库刀套命令,该刀套号就是刀库即将旋转的位置,PMC 将改刀套号传给变频器,变频器旋转,同时变频器得到刀库旋转电机编码器反馈回的位置数据,变频器比较这两个数据,当两个数据相等时,发出COIN 信号给PMC 的X0.0 输入,PMC 得到该输入信号后,比较先前发出的刀库位置指令与变频器的反馈

回的是否一致,如果一致,进入下一个动作。
(2)XMOVB(二进制变址数据传送指令)指令。
它的作用主要是按照表内号地址中的数据,在数据表中找到相应的地址,并且将I/O 数据存储地址中的信息写入该地址中,或者将该地址中的信息读出到I/O 数据存储地址中。
XMOVB 指令在P223 写数据表子程序中的作用是还刀时,将还回刀库的刀具代码写入数据表中的相应的地址中去,即记忆刀具在刀库中的位置。
XMOVB 指令在P222 读数据表子程序中的作用是取刀时,从该刀具代码所在的数据表地址中取出该刀具代码,即从已经到达取刀位置的刀库刀套中将刀具代码读出来。
除了上面的两种功能指令外,还有ADDB(二进制加法运算指令)指令、SUBB(二进制减法运算指令)指令、MOVN(传送任意数目的字节指令)指令、NUMEB(定义二进制常数指令)指令和COMPB(二进制数值大小判别指令)指令等一些我们熟知的指令。
1.2.2 数据表地址内数据置0
随机还刀选刀的主要特点是向刀库还回旧刀具时,必须寻找刀库的空刀套,即在数据表中搜索被预先设置为零的地址。数据表中的地址D1-D32(以32 把刀刀库为例)是与刀库上面的刀套号一一对应的,而这些地址内的数据又与刀库刀套里面刀具号一一对应,这样只要通过软件找到数据表中数据为零的地址,就找到了刀库中没有刀的空刀套,再通过硬件使刀库旋转找到对应的刀套位置,把旧刀放入该空刀套内,这样将旧刀还回刀库的过程就完成了。
通常情况下,数据表中地址内数据置0 的过程是自动完成的,即当滑座从刀库中取新刀后,程序自动将该刀号对应的数据表地址内的数据置为0。当然如果在刀库实际使用的刀具数量小于刀库最大容量时,也可以人为将空余不用的数据表D1-D32 中的地址设置为零,如果这样设置后,这些空闲的刀套就有可能被用到,但是如果从机械磨损的角度来看,还是留下来做备用刀套比较合适。而且这样设置还将导致整个换刀程序的延长,因为有可能增加了一个刀库搜索的步骤。图2 是程序调用分支结构图。

图1
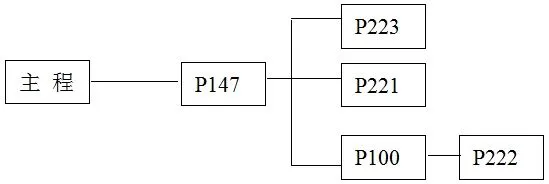
图2
2 结语
以FANUC PMC 为控制核心的MAZAK 加工中心刀库自动换刀系统由两套程序构成,分别为随机还刀选刀程序和固定地址还刀选刀程序,本文仅介绍了固定地址换刀程序。这两套程序在系统中的位置是并列的,即当其中的一套程序因为某种故障原因不能正常运行时,为了保证生产的进行,可以通过更改系统参数来应急启动另外一套程序。在正常情况下一般都采用随机还刀选刀程序,这是因为它比固定地址还刀选刀程序少了一个工作步骤,节省了加工时间,使效率得到提高。
在熟悉了两种换刀程序的过程和信号流程后,我们在维修刀库系统时就可以有目标的检查硬件软件,根据外部的各种信息来深入的探索故障发生的内因,这样就做到了有的放矢,可以提高工作效率。
