淘米水在羊绒织物染后皂洗工艺中的应用
2019-10-15李志刚张东海
李志刚,张东海
(1.浙江工业职业技术学院,浙江绍兴 312000;2.浙江新建纺织有限公司,浙江绍兴 312000)
随着生活水平的提高,人们的消费理念也在不断发生变化[1],山羊绒被誉为“纤维钻石”、“软黄金”,具有手感柔软、滑糯,风格典雅、高贵,光泽柔和,弹性良好及保暖性、吸湿性强等特点,是人们追求高档完美的理想织物[2-4],深受消费者青睐。羊绒在染色后都要进行皂洗处理,染色温度、皂洗温度是重要参数,温度过高,羊绒纤维会变黄且强度下降,甚至会影响羊绒的手感、光泽和鲜艳度等,使羊绒纤维优良的天然特性受到破坏,增加了企业的生产能耗[5-7],降低染色温度与皂洗温度一直是研究热点。
大米是人们的主食,食用前人们会淘米,有些人会多次淘米[8]。这种日常生活中淘过米后的水含有生物碱,具有良好的洗涤功效[9],是天然的去污剂[10];用淘米水擦洗门窗、搪瓷器具、竹木家具等不仅容易擦洗干净,而且无任何污染。淘米水不但扮演“多重角色”的天然去污剂,而且还具有很好的药用价值。但是对淘米水的研究却很少[11],在纺织品生产中的应用尚未见报道。
本课题主要研究淘米水在羊绒染色后皂洗中应用的可行性、皂洗工艺条件及其参数,旨在进一步拓展羊绒针织物绿色生产的领域。
1 实验
1.1 材料与仪器
织物:100%羊绒本白平针布片,38.5 tex×2.0 tex的加捻纱,在12 针/25.4 mm 电脑横机上织成,毛用活性染料染色,颜色深度3%左右。
试剂:中性皂粉,淘米水(来源于家用生活废水,自备),Anofix 毛用活性染料,渗透剂Albegal FFA-01、匀染剂Albegal B、醋酸(质量分数80%)和纯碱(市售工业级)。
仪器:AD-12 型振荡式常温试样机,PC-3015 型电子秤,YB571B 摩擦牢度仪,SW-12A 型耐洗色牢度试验仪,SF600型电脑测色配色仪。
1.2 实验方法
1.2.1 淘米水配制
从超市采购同一批次东北大米,盛300 g,加1 L自来水,用手搅拌3次,过滤,收集淘米水,如此操作3次,将淘米水统一收集到指定瓶装容器中备用。收集的淘米水需在阴凉环境下存放,且存储不得超过3天。实验中淘米水配制量不够或存储超出3 天需要重新淘米收集。
1.2.2 染色工艺
采用毛用活性染料3拼色染色,染料用量3%(omf),渗透剂Albegal FFA-01 1.0%(omf),匀染剂Albegal B 2.0%(omf),醋酸2.5 mL/L,调节染浴pH 至4.0~4.5,升温至98 ℃,加纯碱3~4 g/L,调pH至8.5,保温60 min,浴比1∶50,染后备用。
1.2.3 皂洗工艺
将淘米水质量分数设定为100%,实验时根据要求用水稀释至不同质量分数,皂洗后清水洗两次再测试色牢度。
配方及工艺:淘米水质量分数10%~100%,中性皂粉0.5~4.0 g/L,浴比1∶50,25~95 ℃,10~90 min,皂洗液pH=4~11(醋酸或纯碱调节)。
1.3 测试
K/S值:采用电脑测色配色仪测试,K/S值下降表示织物表面有褪色现象。
耐皂洗色牢度:参照GB/T 3921—2008《纺织品色牢度试验耐皂洗色牢度》测定。耐摩擦色牢度:参照GB/T 3920—2008《纺织品色牢度试验耐摩擦色牢度》测定。
2 结果与讨论
2.1 淘米水皂洗工艺优化
2.1.1 淘米水质量分数
由图1 可以看出,随着淘米水质量分数的增加,K/S值随之下降,说明羊绒织物颜色深度不断降低,即逐渐褪色;当淘米水质量分数增加到70%后,K/S值曲线趋于平缓,说明不再有明显的褪色,皂洗效果达到最佳。因此,淘米水质量分数控制在70%以上较为合理。
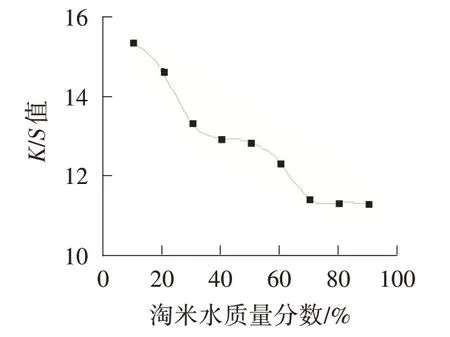
图1 淘米水质量分数对皂洗效果的影响
2.1.2 皂粉用量
由图2 可知,随着皂粉用量的增加,K/S值随之快速下降,说明皂粉的洗涤作用使羊绒织物颜色深度不断降低;当皂粉用量增加到2.0 g/L 后,K/S值曲线虽仍有下降,但趋于平缓,不再有明显的褪色。因此,皂粉用量控制在2.0 g/L 较为合理。
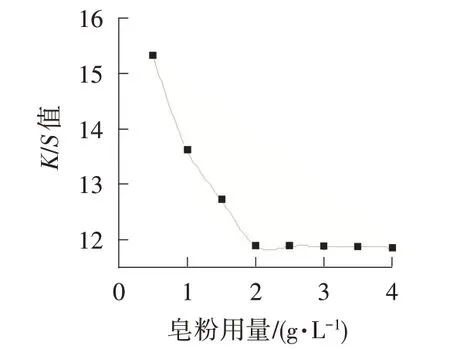
图2 皂粉用量对皂洗效果的影响
2.1.3 皂洗温度
由图3 可知,随着皂洗温度的升高,K/S值随之快速下降,说明皂洗温度对皂洗作用影响较大,使羊绒织物颜色深度不断降低;当皂洗温度上升至65 ℃后,K/S值曲线虽仍有下降,但基本趋于平缓,说明不再有明显的褪色。因此,皂洗温度控制在65 ℃较为合理。
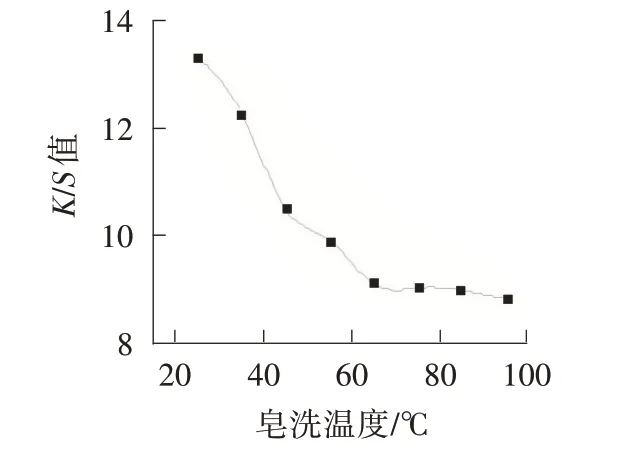
图3 皂洗温度对皂洗效果的影响
2.1.4 皂洗时间
由图4 可知,随着皂洗时间的延长,K/S值随之快速下降,说明皂洗时间对皂洗作用影响较大;当皂洗时间延长至40 min 后,K/S值下降放慢,50 min 后,K/S值曲线基本趋于平缓,说明不再有明显的褪色。因此,皂洗时间控制在50 min较为合理。
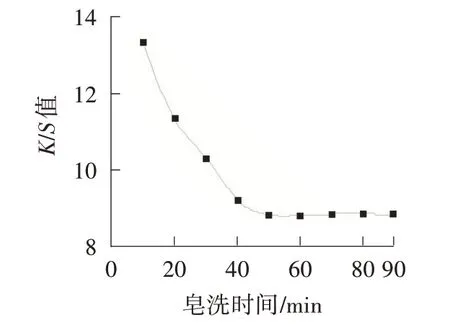
图4 皂洗时间对皂洗效果的影响
2.1.5 皂洗液pH
由图5 可知,随着皂洗液pH 的增加,K/S值快速下降,说明皂洗液pH 小于7 时,未上染的染料浮色不易水解去除;皂洗液pH 增加有利于未上染染料水解分散到皂洗液中,对皂洗作用有一定影响,使羊绒织物颜色深度不断降低,即逐渐褪色;当皂洗液pH 增加至大于7 时,K/S值下降放慢,当pH 大于8 后,K/S值曲线基本平稳,不再有明显的褪色,皂洗效果达到最佳。考虑到碱性条件对羊绒纤维损伤的可能性,对织物手感不利,皂洗液pH 控制在8较为合理。
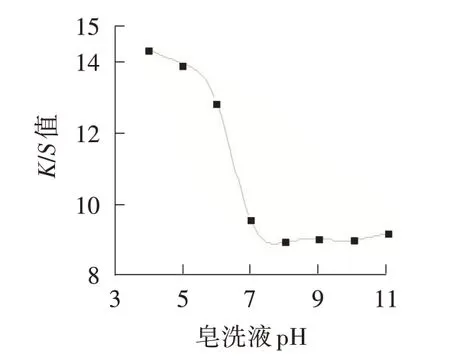
图5 皂洗液pH 对皂洗效果的影响
2.2 与传统皂洗工艺的对比
由表1 可知,与传统皂洗工艺相比,加淘米水的皂洗工艺对提高皂洗效果有一定作用,在保证色牢度达到4 级的前提下,皂洗液中的皂粉用量减少,皂洗时间缩短,皂洗温度明显降低,有利于生产企业节约能耗,也有利于羊绒织物的手感改善。

表1 不同皂洗方法的效果对比
3 结论
(1)淘米水有一定的去浮色作用,可以应用于羊绒织物染色后的皂洗处理,且来源于日常生活废水,有利于促进羊绒印染企业朝着生态环保加工的方向发展,具有一定的现实意义。
(2)淘米水的优化皂洗工艺为:65 ℃皂洗50 min,皂洗液pH=8,淘米水70%以上,中性皂粉2.0 g/L。淘米水皂洗工艺与传统皂洗工艺相比,色牢度效果相当,中性皂粉用量从2.5 g/L 减少到2.0 g/L,皂洗温度从85 ℃降低到65 ℃,能起到环保节能作用。