K24镍基高温合金某零件钻削参数研究
2019-10-09潘玉良李炎臻
潘玉良 李炎臻
摘 要:高温合金通常具有非常优良的物理和化学性能,但是合金中的“硬质点”却给零件的机械加工带来了相当大的困难,由于零件密度不均匀,加工时零件对刀具的冲击很大,容易造成刀具的崩刃;而一些特殊化学元素的加入使刀具的磨损加快,刀具消耗量极高,极大地增加了加工成本和周期。该文要通过试验,优化K24高温合金的钻削加工参数,从而提高零件的加工质量、加工效率并降低加工成本。
关键词:高温合金;K24;切削参数
中图分类号:TG506 文献标志码:A
0 引言
高温合金也被称为热强合金、耐热合金或超级合金,它以铁、镍、钴金属元素为基础,铬、钼、铝等金属元素为主要成分,能在600 ℃以上的高温及一定的应力作用下长期工作,具有优良的综合性能。现代航空飞机制造业在制造飞机的发动机的材料上大量使用了高温合金(大部分是极其难加工的镍基高温合金约占65 %),钛合金大约占25 %,不锈钢和其他材料只占10 %。镍基高温合金加工的工艺性能最差,不利于高速切削加工,为提高镍基合金的加工效率需要积极地做好机械加工的切削参数试验的优化。
发动机尾喷口零件以机薄壁件为主,比如支架、隔热板、调节片、梁等零件。喷口零件通常结构复杂,寻找定位基准和工装装夹基准相对比较困难;由于其材料密度不均匀,相对于飞机发动机上其他的简单结构零件,刀具耗损极快。因此,在实际加工过程中,尾喷口零件机械加工多采用钻削加工的方式,通过对零件表面加工质量和刀具的消耗进行研究,进而确定钻削的加工参数。该文主要通过“正交试验法”综合研究了切削三要素(切削速度v、背吃刀量ap和进给量f )、零件表面加工质量、生产效率和刀具消耗量之间的关系,确定K24合理的钻削参数范围。
1 零件几何结构分析
K24铸造高温合金以金属元素镍为基,在真空条件下熔炼而成。为了获得优良的性能,K24合金在制备过程中采用各种工艺进行强化,而正是由于这些特殊的处理,使零件内部形成了密度不均匀的“硬质点”。这些“硬质点”的热稳定性极高,能适应发动机尾喷口800 ℃以上的高温环境。综上所述,K24材料在发动机上适用于制造尾喷口零件。此类零件基本上都属于薄壁结构件,且毛坯全部都是铸件,铸造能达到的最小的零件壁厚为0.8 mm。零件最终表面只有定位孔和安装面,需要经过机械加工,其余表面均为铸造表面。此类零件中定位孔的加工精度要求较高。由于零件在工装的定位装夹时找不到合理而且较为稳定的定位面,而且在夹紧力的作用下零件容易发生变形。当夹紧力撤销后,零件变形恢复正常状态并产生回弹,会极大地影响已加工表面的几何精度,所以此类零件的加工工艺性较差。
该文以零件A为例,分析了尾喷口结构件的设计特点和加工特点。
某零件A需要加工的部位有:直径为10 mm的孔、孔上面的凸台面、孔背面的凹槽面、零件的四周边界面、大圆弧表面以及直径为0.5 mm的小孔,其中Φ10孔的位置要求为0.1 mm、直径为10 mm的孔对空间点对称度要求是0.3 mm,加工零件时所涉及的工种主要有铣工、钳工和电加工工。这其中难以加工的部位是直径为10 mm的孔和孔的上下表面。在直径为10 mm的孔和孔的上表面时,必须选择零件最大的定位面——大圆锥表面,但此表面为铸造表面,属于零件最终成形的表面,零件最终要求表面轮廓度为0.8,铸造所能达到的最理想表面轮廓度是0.5,这样的表面对于零件的定位还缺乏稳定性和可靠性。所以此零件的结构特点是壁薄、孔的技术条件要求高、用空间点起基准结构复杂、加工基准精度差。
2 零件工艺分析
薄壁零件的工艺路线必须经过精心设计。尾喷口零件定位时需要对定位表面进行处理使之与夹具配合表面接触更充分,从而提高零件定位精度,并减小加工时刀具的振动。
以零件A为例,其工艺路线安排如下:检查毛料→振动标印→打磨定位圆锥表面→铣平面并钻孔→锪加工孔背面台阶→铣端面大圆弧→铣四周轮廓面→钻小孔→去重熔层→最终检验。
零件A在未正式加工前,先进行修基准工序。零件加工的稳定性和基准的稳定和准确性有关,而加工的稳定性对加工切削参数试验的正确性影响很大。另外,如果加工稳定性差还会增加零件尺寸和技术要求的保证难度;对刀具的寿命也十分不利,会增大刀具的磨损,严重的会使刀具产生崩刃。所以,尾喷口结构件工艺安排上的一个主要特点是先进行基准修磨工序。
零件A的工装设计对其加工时的稳定性会产生较大的影响,根据工装设计原则,选择零件A的大锥面做定位,限制工件的3个自由度,再根据直径为10 mm的孔距侧面的尺寸要求,选择侧面做止动面,然后再用压板压紧零件就可实现装夹意图。但由于此零件设计时多以空间点起尺寸,造成了孔的定位尺寸在空间中呈二面角的布置,为了将孔的中心线摆正,夹具必须摆二次角度,首先利用夹具底面将锥角落下,再利用夹具对称中心的旋转轴将零件左右转动,从而实现在立式三坐标数控机床上加工空间二面角的目的。
在零件加工时,将夹具找正,零件放入锥面内靠住侧面止动面,再将夹具中心线与零件划线后的中心线的位置调至重合,压紧压板后,零件和夹具一同进行二位转动,每一个位置实现加工2个孔,2个位置就能实现加工4个孔。
基准平面准备完毕后,零件A可以正式进行加工。由于Φ10孔的上台阶面加工前是铸件的浇注冒口,根据工艺布置“先面后孔”和“工序集中”的原则,将铣平面和钻孔集中安排成一道工序,既节省了零件的周转时间,又保证了直径为10 mm的孔和上台阶面的加工一致性,为后面的工序準备了较为准确的基准。尾喷口结构件工艺安排上的第二个特点是尽量进行基准转换,将铸件表面的毛面基准转换为机加表面进行后续工序的加工工作,提高零件加工质量,也便于夹具设计和制造。实际上,在加工过程中,能获得比较精准的平面定位一直是工艺路线安排的首选原则,如果不能获得大平面基准,采用“三点”定位加上辅助支撑也是比较好的方案。
尾喷口结构件工艺安排的第三个特点是电加工应用较多。目前主要的电加工手段有线切割、电脉冲成型、激光打孔等几种形式,在尾喷口结构件大多应用在非重要、非基准表面的加工上。其最大特点和优势是切削力小、切削变形小;最大弊端是电极在放电时在加工表面形成重熔层,深度有0.03 mm~0.05 mm,它对零件表面疲劳强度的影响极大,严重的会使零件表面产生裂纹,从而引发零件更严重的缺陷。为了减小重熔层的危害,一般在电加工工序后安排去重熔层工序,使电加工表面光洁,从而降低零件表面应力,并提高疲劳强度。
3 钻削参数试验
3.1 试验的基本条件
使用PSC2T-1000型直径为8 mm合金钻头进行加工余量为5 mm的钻孔试验,使用充分浇注乳化液的冷却模式。
3.2 试验方案
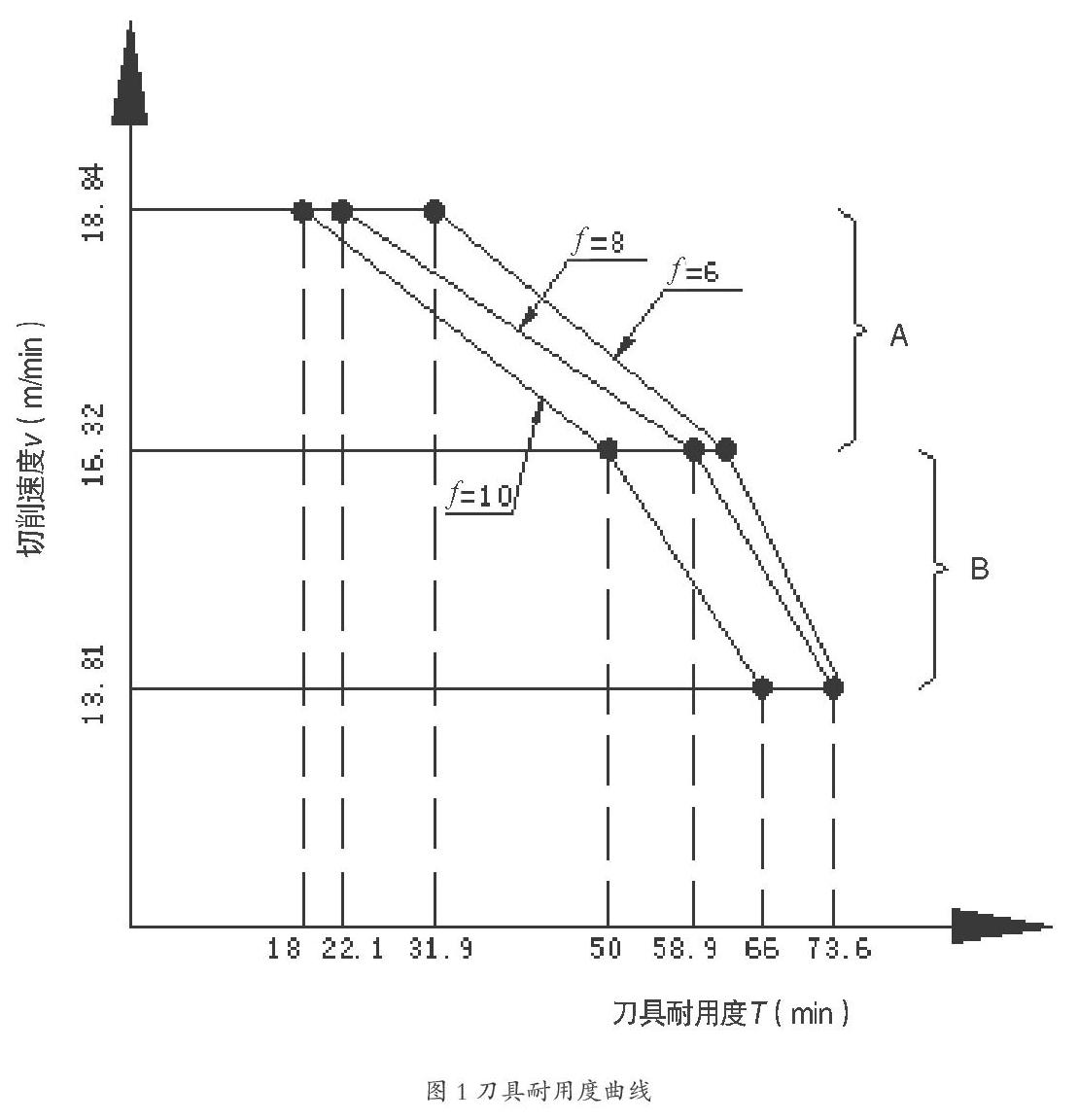
该文研究钻削过程采用的是2因素(v、f),3水平正交试验,用直径为8 mm合金钻头对镍高温合金材料的零件A进行了钻削试验。首先,实验条件在水平1时,进给量f为10 mm/min,切削速度v为550(v1=13.81) m/min。其次,改变试验条件在水平2时,进给量f为8 mm/min,切削速度v为650(v2=16.32) m/min。最后,再次改变实验条件至水平3时,进给量f为6 mm/min,切削速度v为750(v1=18.84) m/min。
3.3 结论
根据镍高温合金材料零件A的切削参数试验数据,绘制刀具耐用度曲线如图1所示。依据耐用度曲线分布和单件成本数据分析如下:隨着进给量f的增大,刀具耐用度逐渐变小;随着切削速度v的增大,刀具耐用度逐渐变小;切削速度在A区时刀具耐用度变化幅度比在B区大,由于速度降低,耐用度的提高效果不会太明显;综合考虑加工时间成本和刀具消耗成本,零件A的钻削参数应优先选择速度为13.81 m/min、16.32 m/min和进给量8 mm/min、10 mm/min的组合,即序号为1、2、6、7、8的参数组合。
在实际加工中,被纳入工艺规程和数控操作说明书的参数是S=640 mm/min、F=9.5 N,零件加工时间平均保持在1.9 min左右,刀具消耗为1/26。按此参数加工出来的零件的铁屑大多呈60 mm左右的卷屑。
参考文献
[1]牛宏宝,张伟.钛合金的深孔钻削技术研究[J].工具技术,2010(44):46-48.
[2]袁巨龙,邓朝晖,熊万里.高效磨削技术与装备进展及展望[J].航空制造技术,2010,22(5):66-70.
[3]姚华.数控机床高速电主轴的研究进展[J].机床与液压,2004,120(2):5-6,66.
