钛合金在HF-HNO3混合酸中酸洗试验分析
2019-10-09杜兴盛王辉
杜兴盛 王辉
摘 要:钛合金的酸洗通常在HF-HNO3混合酸液中进行。在酸洗过程中,最重要的问题是防止钛及其合金的吸氢,因为钛合金在氢含量超过一定量后,其所值零件对应力集中敏感,使冲击韧性或缺口抗拉强度显著下降,或是构件在低速变形时发生脆断,这种在较低的应力作用下,会导致在工作过程中发生脆性断裂的现象就是氢脆。该文针对HF-HNO3混合酸不同浓度及腐蚀时间进行试验,摸索了不同槽液浓度、时间对钛合金材料氢量的影响规律,并对试验速度进行了分析。
关键词: 钛合金;酸洗;HF;HNO3
中图分类号:TQ153 文献标志码:A
0 前言
随着航空工业的发展,钛合金的应用越来越广泛。发动机上钛合金锻件、铸件以及钣金冲压、焊接件,退火、锻、铸加热及随后的热处理,均需清除在加热形成的氧化皮及被氧、氮污染的脆化层。通常采用酸洗的方法清除。除此之外,钛合金制造的关键零件象盘类等需要采用酸腐蚀的方法进行缺陷检查。钛合金的酸洗通常在HF-HNO3混合酸液中进行。在酸洗过程中,最重要的问题是防止钛及其合金的吸氢,因为钛合金在氢含量超过一定量后,对应力集中敏感,使冲击韧性或缺口抗拉强度显著下降,构件在低速变形时发生脆断。这种在较低的应力作用下,导致在工作过程中发生脆性断裂的现象就是氢脆。因此,在酸洗过程中,为了避免吸氢,必须控制好HF和HNO3的浓度比例及槽液温度。该项目对钛合金材料的酸洗工艺做了一些摸索试验工作。目的就是确定使用上述材料在不同状态下进行酸洗的基本不吸氢的HF-HNO3混合酸槽液和酸洗工艺制度。
1 HF-HNO3混合液酸洗原理
HF-HNO3混合水溶液酸洗是通过HF的溶解和HNO3的氧化综合利用而达到要求的酸洗目的,通过调整HF和HNO3的浓度可以控制酸洗速度及制件的光度,控制两者的比例,可以避免吸氢。酸洗时腐蚀溶解反应按下式进行:2Ti+6HF = 2TiF2+3H2↑;氧化反应按下式进行:3Ti+4HNO3+12HF = 3TiF4+4NO↑+8H2O 。
2 试验
酸洗液配方:
1)3%HF + 20%HNO3 + 77%H2O。
2)3%HF + 30%HNO3 + 67%H2O。
3)1%HF + 10%HNO3 + 89%H2O。
4)1%HF + 99%H2O。
3 试验结果与分析
3.1 钛合金原材料在不同槽液中酸洗去除金属量及氢含量的试验结果
由试验结果可知:1号槽液中,15 min去除量及氢含量分别为0.0425 mm和0.0045%,30 min去除量及氢含量分别为0.05 mm和0.005%,60 min去除量及氢含量分别为0.0725 mm和0.0055%;2号槽液中,15min去除量及氢含量分别为0.0225 mm和0.0004%,30 min去除量及氢含量分别为0.03 mm和0.0006%,60 min去除量及氢含量分别为0.05 mm和0.0008%;3号槽液中,15 min去除量及氢含量分别为0.015 mm和0.0004%,30min去除量及氢含量分别为0.0225 mm和0.0006%,60 min去除量及氢含量分别为0.0325 mm和0.0008%;4号槽中,15 min去除量及氢含量分别为0.01 mm和0.0053%,30 min去除量及氢含量分别为0.02 mm和0.0068%,60 min去除量及氢含量分别为0.025mm和0.008%。
3.2 被氧、氮污染的钛合金在不同槽液中酸洗去除金属量和氢含量的试验结果
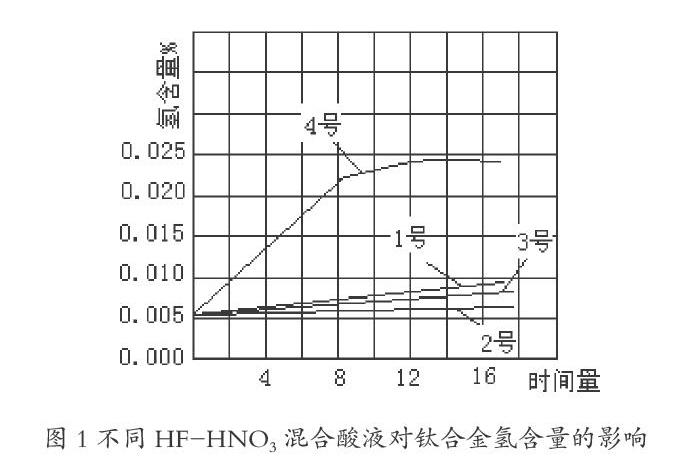
由试验结果可知:1号槽液中,15 min去除量及氢含量分别为0.034 mm和0.005%,30 min去除量及氢含量分别为0.04 mm和0.0052%,60 min去除量及氢含量分别为0.0575 mm和0.0055%;2号槽液中,15min去除量及氢含量分别为0.0175 mm和0.0002%,30 min去除量及氢含量分别为0.025 mm和0.000%,60 min去除量及氢含量分别为0.034 mm和0.000%;3号槽中,15 min去除量及氢含量分别為0.0125 mm和0.0004%,30 min去除量氢含量分别为0.02 mm和0.0003%,60 min去除量及氢含量分别为0.029 mm和0.0005%;4号槽中,15 min去除量及氢含量分别为0.0075 mm和0.0061%,30 min去除量及氢含量分别为0.015 mm和0.0071%,60 min去除量及氢含量分别为0.02 mm和0.0094%,如图1所示。
3.3 结果分析
由上述3.1和3.2中试验结果可知,酸洗时,金属的去除量随着时间的延长,去除量越大。1号酸洗液最快,2、3号次之,而不含HNO3的4号酸洗液速度最慢。酸洗速度随着HF含量的增大而增大;但当硝酸浓度增加到20%时,腐蚀速度下降,增加到30%时,腐蚀速度稳定几乎保持不变。另外,由3.1和3.2试验结果比较发现,表面污染层酸洗时的金属损耗比没有污染的合金本身酸洗金属损耗要小,也就是说,当钛合金表面被污染时,其抗腐蚀性能将比基体有所提高。
酸洗时的吸氢情况,4号酸洗液不含硝酸,试样氢含量明显增加,这表明酸洗时,槽液中没有氧化剂硝酸是不行的。2号3%HF + 30%HNO3 和3号1%HF + 10%HNO3 2种槽液酸洗试样基本不吸氢。1号酸洗液3%HF + 20%HNO3酸洗后,试样氢含量略有提高,但吸氢现象不严重。根据资料介绍当HF酸浓度3%时,硝酸含量低于20%,酸洗反应存在明显的吸氢现象。从3.1和3.2中吸氢数据分析,4种槽液对材料氢含量影响都不大。但对于一些板材成型件、焊接件,为了控制酸洗速度,防止焊缝和零件过腐蚀,采用一号或二号酸洗液较为合适。
4 结论
4.1 HF-HNO3含量不同对钛合金及其污染层的酸洗速度的影响
钛合金表面污染层的酸洗过程中,当HF为1%~4%,HNO3的添加量在5%~10%范围内时,酸洗速度最大。随着HF含量的增加,最大酸洗速度向HNO3浓度的较高方向移动,当HNO3含量在30%以上时,腐蚀速度保持不变。当槽液氢氟酸浓度增加,硝酸含量低于20%时,酸洗速度快,但试样表面光度不好,且氢含量增加较快。
4.2 HF-HNO3含量不同对钛合金吸氢现象的影响
当HF含量在3%以下,并且HF和HNO3之间的浓度比在1:10以上时,酸洗后的制件可以完全避免吸氢,HF和HNO3之间的浓度比大于1:10时有微量的吸氢现象。当槽液中含有3%的HF和30%的HNO3时,可以得到完全避免吸氢和较快的酸洗速度及较好的光亮的配合。
4.3 酸洗工艺参数
酸洗温度以控制在40℃~60℃为宜,酸洗时间视制件污染层深度及酸洗零件的数量、面积大小而定。
参考文献
[1]张允诚.电镀手册[M].北京:国防工业出版社,1997:281-289.
[2]钱苗根.现代表面处理技术[M].北京:机械工业出版社,2003:60-69.
