鞍山紫竹59R2U75V槽型钢轨“软规范”焊接工艺研究
2019-10-07张永成
张永成

【摘 要】槽型轨是目前国内外轻轨交通系统中常用轨型之一,在马路中部铺设无缝槽型轨线路,形成有轨电车与汽车共用是国际上最为通用的做法,鞍山紫竹59R2U75V槽型钢轨与普通钢轨相比,其型貌的不对称、轨顶面沟槽的窄间隙等特性,对焊接工艺有极高的要求,通过对YHG-1200TH型焊轨机焊后推瘤装置的重新设计,对槽型轨焊接工艺进行了深度研究,通多不断的焊接工艺调试和数据分析,转变了“高低高”硬规范焊接工艺参数的设置思路,认为鞍山紫竹59R2U75V槽型钢轨由于其横截面的不对称、以及相对于普通60Kg/m钢轨其轨顶、轨腰和轨底部位相对较薄,则更需要较大的聚集热量才能形成良好的焊接接头,通过对YHG-1200TH型焊轨机100个焊接工艺参数的重新分析和合理配置,经过连续15根落锤不断以及静弯、疲劳、硬度、金相等试验数据分析,确立了一套可靠实用的鞍山紫竹59R2(U75V)槽型钢轨“高低高”软规范焊接工艺。
【关键词】鞍山紫竹;59R2U75V;槽型钢轨;YHG-1200TH;焊接工艺;软规范
Research on Welding Technology of "Soft Specification" for Anshan Zizhu 59R2U75V Groove rail
Zhang Yong-cheng
(China Railway First Bureau Group Xinyun Engineering Co., Ltd Xianyang Shanxi 712000)
【Abstract】Groove rail is one of the common rail types in light rail transportation system at home and abroad. It is the most common practice to lay seamless groove rail lines in the middle of the road to form tramcar and car sharing. Compared with ordinary rail, groove rail of Zizhu 59R2U75V in Anshan has the characteristics of asymmetric shape, narrow gap of groove on the top of rail, and so on. It has very high requirements for welding technology. The redesign of the pushing device after welding of YHG-1200TH type rail welder has deeply studied the welding process of groove rail. Through continuous welding process debugging and data analysis, the idea of setting the welding process parameters of "high and low" hard specification has been changed. It is considered that the groove rail of Zizhu 59R2 U75Vin Anshan has asymmetrical cross section and its top, waist and waist of the rail relative to the ordinary 60Kg/m rail. If the rail bottom is relatively thin, it needs more accumulated heat to form a good welded joint. Through re-analysis and reasonable configuration of 100 welding parameters of YHG-1200TH rail welder, and analysis of 15 continuous drop hammers, static bending, fatigue, hardness and metallographic test data, a set of reliable and practical "height" of Zizhu 59R2 U75V trough rail in Anshan has been established. High "soft specification welding process.
【Key words】Anshan Zizhu;59R2U75V; Groove rail;YHG-1200TH;Welding Technologyt;Soft specification
1. 鞍山紫竹59R2U75V槽型鋼轨化学成分及可焊性分析
针对鞍山紫竹59R2U75V槽型钢轨的具体焊接特征,建立一套最佳匹配的焊接工艺,从根本上有效提高焊轨质量,必须对钢轨材料的可焊性,闪光焊机性能及工艺参数等因素进行综合分析比较,对具体的轨型,钢轨物理学性能、化学成分的不同,通过焊接实验和分析确定合理的焊接工艺参数,才能在实际生产中提高焊头的焊接合格率,提高焊接效率,保证焊接质量。
1.1 鞍山紫竹59R2(U75V)槽型钢轨化学成分。
(1)鞍山紫竹59R2U75V槽型钢轨的平均含碳量为0.75%,除了C元素之外其它元素有Si、Mn、P、S、V和Nb等,这些元素均不同程度的影响着鞍山紫竹59R2U75V槽型钢轨的焊接性能,而钢轨的可焊性一般由“碳当量”来衡量,即将钢中各种化学元素对共晶点实际碳量的影响折算成碳的增减,这样算出的含碳量称为“碳当量”,用Ce标识,碳当量的计算公式为:
Mo/4+V/14+Ni/40
(2)从表1中C、Mn元素的含量可以看出U71Mn高速轨为高碳中锰钢,其“碳当量”计算为:
Ce=C+Mn/6+Si/24+Cr/5+Mo/4+V/14+Ni/40
=(0.71-0.80)+(0.70-1.05)/6+(0.5-0.8)/24+......(0.04-0.12)/14
计算可得鞍山紫竹59R2(U75V)槽型钢轨的“碳当量”约为0.85%~1.02%.
1.2 鞍山紫竹59R2(U75V)槽型钢轨的焊接性分析。
1.2.1 一般当“碳当量”计算值大于0.4%~0.5%时,焊接性能较差,“碳当量”计算值越大焊接性能越差,鞍山紫竹59R2U75V槽型钢轨“碳当量”计算值约为0.85%~1.02%,其焊接性能很差,而鞍山紫竹59R2U75V槽型钢轨中碳含量、锰含量都较高,使得该钢轨在焊接后接头淬硬倾向增大,在焊接接头强度、硬度上升的同时韧性、塑性有了相应的下降。
1.2.2 各种化学元素在钢轨中的作用如下:
碳是钢轨中的主要化学元素,因此钢铁材料也可以称为铁碳合金,碳在钢材中的主要作用是:(1)形成固溶体组织,提高钢的强度,如铁素体、奥氏体组织;(2)形成碳化物组织,可提高钢的硬度及耐磨性。
1.2.3 因此,碳在钢材中,含碳量越高,钢的强度、硬度就越高,但塑性、韧性也会随之降低;反之,含碳量越低,钢的塑性、韧性越高,其强度、硬度也会随之降低。
1.2.4 硅是钢轨最常用的脱氧元素,和氧的亲和力较强,在钢轨焊接过程中,端面容易形成硅酸盐和氧化物,且生成物的颗粒小,顶锻时若不能完全挤出,容易在轨底区域富集形成灰斑和焊缝金属夹渣等焊接缺陷。
1.2.5 锰元素的作用与硅相似,除了脱氧作用外,还具有一定的脱硫作用,故可降低由硫引起的热裂纹的倾向。此外,锰是钢轨中的重要化学元素,能够减少出现偏析马氏体组织,它对焊缝金属的韧性有很大影响,能够提高焊头的冲击韧性和强度,且能够提高钢轨焊缝的耐磨性。
1.2.6 硫是钢轨中普遍存在的杂质元素,增加了焊缝的热裂倾向,明显降低钢轨的韧性和塑性,因此一般在钢轨中对硫的含量都严格加以控制;磷元素能够提高钢轨焊缝的强度和硬度,但使其塑性和韧性降低,特别在低温时,增加钢轨焊缝金属的冷脆倾向和裂缝敏感性,故它对焊接不利,作为杂质,磷在钢轨中的含量也要加以控制。
1.2.7 钒作为化学元素,能够细化钢轨焊缝的组织和晶粒,降低焊缝金属的过热敏感性,焊接时能细化焊缝金属的铸态组织,防止熱影响区内靠近融合线的金属晶粒长大和粗化,可提高钢轨焊缝的强度和硬度。
1.2.8 磷是钢中有害杂质元素,它能使钢产生冷脆和降低钢的冲击韧性。因此一般控制其含量不大于0.06%,而优质钢中磷要求0.03~0.04%以下。
1.2.9 铌在钢中不仅可以提高钢的强度,还可以提高钢的韧性、抗高温氧化性和耐蚀性,降低钢脆性转变温度,使钢具有良好的焊接性能和成型性能。
1.2.10 由上述化学元素分析可知:鞍山紫竹59R2U75V槽型钢轨“碳当量”计算值约为0.85%~1.02%,其焊接性能较差,而鞍山紫竹59R2U75V槽型轨中碳含量、锰含量都较高,使得该钢轨在焊接后接头淬硬倾向增大,在焊接接头强度、硬度上升的同时韧性、塑性有了相应的下降。
2. 鞍山紫竹59R2槽型钢轨的焊接工艺试验
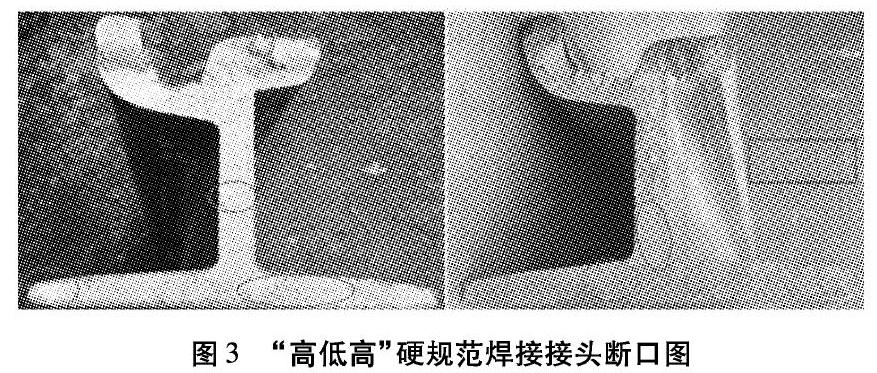
本次试验采用的是国产移动式YHG-1200TH焊轨机,该型号焊轨机性能稳定,共有100个焊接参数可调,具有参数可调范围广、适应性能好等特点。在北京西郊线型检试验中采用“高低高”硬规范焊接工艺无法顺利通过落锤试验的情况下,转变工艺参数调整思路,以低压阶段稳定持续聚集热量为目的,通过对焊接数据、落锤断口形貌以及焊接缺陷的分析后,采用了“高低高”软规范焊接工艺,对各个阶段的电压、电流、位移、速度和时间等参数进行了重新调整,并优化了正火、打磨等后续处理工艺,仅在试验用轨32根的情况下顺利通过了鞍山紫竹59R2U75V槽型钢轨的型检试验。
2.1 “高低高”硬规范工艺的焊接试验。
2.1.1 试验前期采用已被广泛使用的“高低高”硬规范工艺,即在预热闪平、稳定烧化、加速三个阶段分别采用高电压、低电压、高电压的参数设置模式,并配以短时间、大电流、小顶锻量等参数,其特点是闪光速度快、焊缝端面聚集热量较小、焊接时间短、焊接热影响区窄。
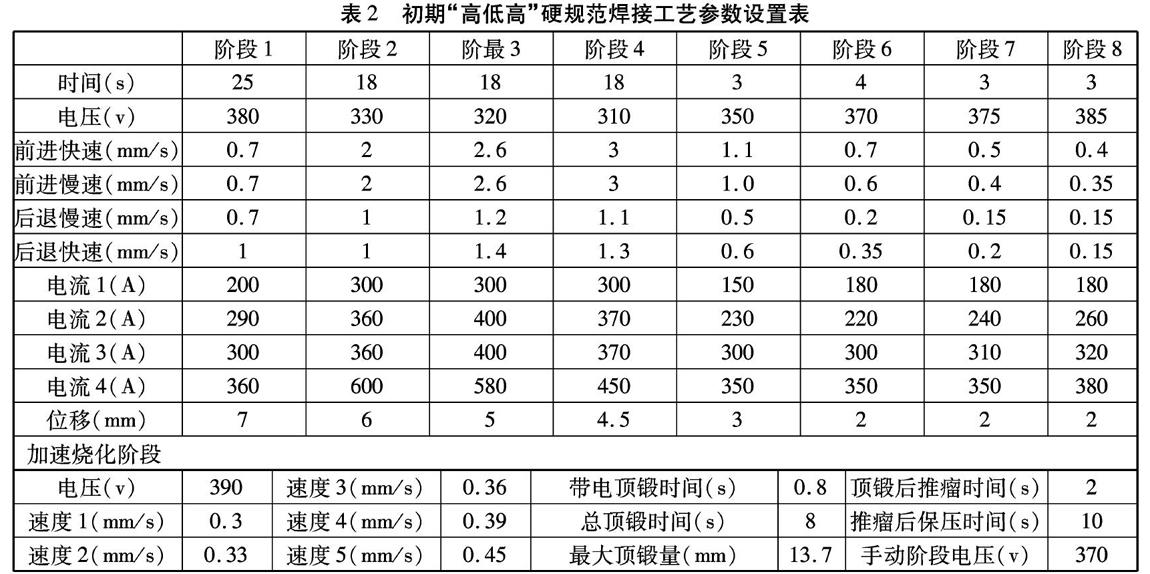
2.1.2 初期“高低高”硬规范焊接工艺参数设置如表2所示,从参数设置表可以看出电压参数设置为:380V、330V、320V、
310V、350V、370V、375V、385V;呈“高低高”模式设置,而8个阶段的平均电压为:
平均电压:(380+330+320+310+350+370+375+385)/8=354V
同理:
平均电流1:(200+300+......+180+180)/8=224A
平均电流2:(290+360+......+240+260)/8=296A
平均电流3:(300+360+......+310+320)/8=333A
平均电流4:(360+600+......+350+380)/8=428A
平均前进快速:(0.7+2+......+0.5+0.4)/8=1.38mm/s
平均前进慢速:(0.7+2+......+0.4+0.35)/8=1.11mm/s
