积放链系统输送链自动调节的设计
2019-09-26郭敏储招节1朱旭超储召翔万阳周斌沈林林
郭敏,储招节1,,朱旭超,储召翔,万阳,周斌,沈林林
积放链系统输送链自动调节的设计
郭敏2,储招节1,2,朱旭超2,储召翔2,万阳2,周斌2,沈林林2
(1.重型专用车发动机安徽省重点实验室,安徽 马鞍山 243000;2.安徽华菱汽车有限公司发动机分公司,安徽 马鞍山 243061)
积放链系统是一种自动化程度较高的工件输送系统。但在实际的使用过程中,积放链系统的环链由于长时间的运行,会产生不可逆转的弹性形变,造成链条拉长,结果会导致运输节拍变慢。所以我们针对这种情况,以安徽华菱星马汽车有限公司发动机分公司涂装车间积放链输送系统为例,专门设计了一套自动调节系统,进行整个积放链系统的检测和张紧控制,从而到达对整个系统的控制。
积放链;自动调节
引言
随着现代化工业的飞速发展,积放式输送链被广泛的应用在汽车、摩托车、家电、食品等行业生产线上,不仅起着运输工件的作用,而且贯穿整个生产线,具有科学管理生产的功能。并且能够满足生产的广泛要求,很容易、灵活地与操作工位、装载、卸载自动化设备相配合,可以使工件在任意工位停止而不必使整个生产线停下来,集装配、存储、运输于一体,是一种比较柔性的系统。随着积放链应用的普遍,一些使用问题也凸显出来。积放链由于质量大、刚度小、负载重加上长时间的运行,链条拉长是积放链运行中的常见问题,如果处理不当会影响积放链的正常运行使生产节拍变慢,甚至造成整个系统的停线。而积放链的张紧度自整定系统可以通过检测诊断积放链的张力来自行调节积放链的张紧度,使积放链可以连续运行,满足有序的,高效的生产要求。
1 工艺流程
热试车间完成对发动机的实验检测,合格的发动机通过AGV(自动运行小车)运送到预装区上件位,空吊具被积放链系统牵引到上件位停止器处,等待升降机上升到位后,定位装置把吊具固定在升降机上,升降机下降到位后将发动机挂在吊具上后,随升降机上升到位送到积放链上,随后定位装置打开,同时上件位停止器也打开,带件吊具由积放链系统牵引进入输送线路。其中依次经过一次遮蔽、前处理预脱脂、脱脂、工业水洗、纯水洗、硅烷化、工业水洗、烘干等工位进行相应处理,然后将存放在积放链吊具上的发动机送至喷涂车间进行喷涂。发动机在喷涂烘干完成后,带件吊具被积放链系统牵引到下件区停止器处,定位装置把吊具固定在下件位升降机上,通过升降机下降到位将发动机放在后整理地板链的托盘上,完成整机的下线。
根据涂装车间的空间大小以及链条长度等实际情况,积放链系统还设计了两条积放区来存储发动机,分别是一次遮蔽和二次遮蔽区域。因此每部发动机从预装区过来时,都可以在积放链的这两个个特定的分区进行存放。

图1 工艺流程图
2 积放链系统的工作原理
在积放链系统中,链条绕经几个换向转轮形成无机闭合链。链条运行轨道分上下两层,上层为牵引轨,主要是传递牵引动力。下翼为承载轨,其边缘内表面是牵引链条滚轮的踏面,对链条起支撑作用。牵引轨道下方是吊具轨道,当启动驱动电机时,带动链条运行,而吊具的运行是依靠牵引链驱动吊具实现,牵引链对吊具的驱动是靠链条下方的推头与吊具的前车上挡块的贴合实现,工件通过特制的挂钩挂在吊具上。
积放链系统的积放存储是通过吊具与输送链推头的贴合与脱开来实现吊具的输送或停止积放。积存时停止器会插入,将吊具上的前车挡块降下,使载货吊具脱离牵引链的贴合而停止下来,后续的吊具因其前铲被前一吊具的尾板抬起,迫使挡块降下,而使后续吊具陆续停下,当停止器收回时,由于前车的重力使挡块复位,回到原来高度,使吊具挂钩与积放链推头结合,于是吊具重新投入运行状态。通过吊具组的挂钩与输送链推头的啮合与脱开来实现吊具上的发动机输送或停止积放。
3 积放链的构成及特点
3.1 积放链的构成
积放链系统主要由牵引链条、吊具组、驱动装置、张紧装置、升降装置、停止器、滚轮、气动控制等几个部分组成。其中牵引链条是用来带动吊具运行的;驱动装置用于为牵引链条提供动力;张紧装置是吸收牵引链条从从动装置绕出时所产生的松弛并使其保持一定张力的装置,进行张力补偿;升降装置用于完成工件的上件与下件任务;停止器是对吊具实行安全可靠的控制以及积放调节作用。
3.2 积放链特点
整个积放链系统采用PLC控制,机械与电气有机结合在一起,整条涂装生产线自动化生产,自动化成度高,采用空中环型布置,结构紧凑,占地面积小。生产效率高,可同时悬挂90台重达1000多千克的发动机送往涂装车间进行冲洗和喷涂,降低了劳动强度,而且维修简单方便。但积放链系统的长时间运行会产生张力变化以及弹性伸缩,影响生产效率。若积放链张力过大,会造成整个积放链拉伸变形,甚至会导致链条绷断;若张力过小,会造成链条松垮,影响生产节拍。为了保证积放链的正常、稳定运行,张紧装置是必不可少的。
4 自动张紧装置设计
4.1 控制系统的主要组成
(1)控制系统:积放链控制系统采用的是美国Rockwell Allen-Bradley Compactlogix5370 L3可编程控制器,集成了两个EtherNET/IP和一个USB通信接口,支持基于EtherNET/IP的集成运动控制。系统组态了3输入,2输出模块共80个I/O数字量和1个模拟量采集模块共2个输入,完全满足要求。控制器负责将采集到的张紧数据进行分析及处理,然后根据需要,将控制张力的信号输出到液压装置动作,以达到调节的目的。
(2)触摸屏:操作员界面采用的是美国Rockwell Allen-Bradley 10.4英寸平板式触摸屏Panel View Plus 1000型,主要用于整个积放链系统的操作,各个参数的设置及显示、积放链的运行状态的监控和报警信息的显示及查看等。
(3)变频器:根据负载运行的情况,变频器采用的是美国Rockwell Allen-Bradley PowerFlex40P型变频器,用来控制电机的运行,根据频率的给定以实现电机速度的控制。
(4)交换机:采用的是Stratix2000非管理型交换机,形成整个控制系统通过EtherNET/IP总线连接的网络结构,使复杂的以太网应用简单化。
4.2 系统网络
为了现场信息的采集与交互,实现自动化运行与自调节控制,积放链控制系统基于Rockwell Allen-Bradley的EtherNET/IP的基础上,将触摸屏、控制器、变频器、交换机等形成设备层网络结构, 后在通过EtherNET,再将工件信息等内容传送到上位机。具体如下图2所示。

图2 网络结构
4.3 张紧装置的组成及结构图
(1)活动架:在积放链运行过程中,活动架下方固定转轮,链条的张紧控制通过活动架移动来实现。
(2)张紧油缸:积放链运行时的张紧执行机构。
(3)调节阀:张紧装置的控制元件,通过控制液压缸油流量控制液压缸的伸缩从而控制积放链的张紧。
(4)张力传感器:主要是用来采集积放链运行时链条的张力。
(5)行程开关:当积放链拉伸到一定距离触碰到行程开关时,给积放链系统一个信号使积放链停止运行,主要起断链保护功能。
(6)具体结构图如3所示:

图3 张力系统结构图
4.5 工作过程
采用PLC和液压油缸结合的方式,开始时给plc一个张力的设定值,通过液压油缸拉紧活动架实施,在积放链正常运行阶段plc根据张紧传感器的反馈值实时地与设定值进行比较,智能控制调节阀来控制液压油流量,实时调整液压缸的伸缩从而控制活动架的移动来达到对积放链张紧力的调节。一定程度上满足了补偿积放链伸长和实时监控的目的,保证了积放链的稳定运行。控制策略如图4所示:
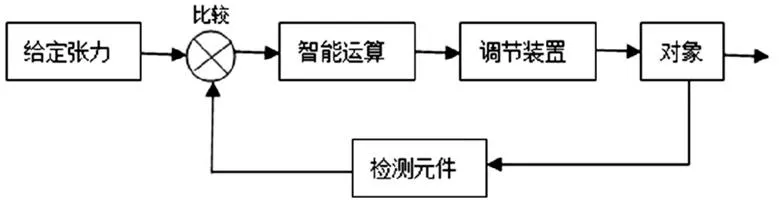
图4 工作过程图
5 结语
自动调节系统经过一系列的模拟加实践证明,能够使积放链满足涂装工艺的各项要求。尤其是采用了PLC加液压缸对积放链的张紧控制,能实时地自动调节张紧力,响应也非常快,一旦检测到链条松弛伸长,能立刻动作液压缸补偿积放链的伸缩量,使张力达到平衡,整个系统的灵活性和可塑性大大提高。同时系统具有完善的监控措施,通过触摸屏可以可靠的查看系统异常与故障信息,提高维修性。通过自动调节系统,可以实现控制器按照操作者和外部信号要求来进行自动诊定。
随着现代化的工业生产都向着智能化、自动化发展,企业为追求经济效益在生产方式上采用精益化生产,张紧力自动调节系统在一些生产效率高,负载重的生产线上的应用是未来必不可或缺的,并且其元件实现了系列化、标准化、通用化更加容易设计制造和推广。然而,自动调节系统也只能在一定范围内改善整个积放链系统,一旦链条伸缩范围过大,自动调节系统会采取停链措施,保护整个系统。
[1] 钱晓龙.ControlLogix系统组态与编程-现代控制工程设计[M].北京:机械工业出版社.2003.
[2] 周新年.工程索道与柔性吊桥[M].北京:人民交通出版社,2008.
[3] 王义行.链条输送机[M].北京:机械工业出版社.2003.
[4] 朱松明.PLC在汽车涂装线自行小车系统中的应用[J].起重与运输机械,2004(11):35-36.
[5] 范狄庆.现代装备传输系统[J].北京:清华大学出版社2010.
[6] 廖传华,周玲,朱美红.输送技术,设备与工业应用[M].北京:化学工业出版社.2018.
[7] 白志刚.自动调节系统解析与PID整定[M].北京:化学工业出版社.2012.
[8] 潘俊.悬挂输送机牵引链张力计算分析与“爬行”问题对策研究[D].南京:南京航空航天大学,2007.
Design of automatic adjustment system for accumulation chain in painting workshop
Guo Min2, Chu Zhaojie1,2, Zhu Xuchao2, Chu Zhaoxiang2, Wan Yang2, Zhou Bin2, Shen Linlin2
( 1.AnHui Province Key Laboratory of Heavy Duty Special Vehicle Engine, Anhui Maanshan 243000; 2.Anhui Hualing Automobile Group Co., Ltd., Engine Branch, Anhui Maanshan 243061 )
Accumulation chain is a highly automated workpiece conveying system. However, in the actual application process, due to the long-term operation of the accumulation chain, irreversible elastic deformation will occur, causing the chain to lengthen, and as a result, the transportation cycle will be slow. Therefore, for this situation, we take the example of the accumulating chain conveyor system in the painting workshop of the engine branch of Anhui Hualing Xingma Automo -bile Co., Ltd., and specially designed an automatic adjustment system to detect and tension the entire accumulation chain.
Accumulation chain; Automatic adjustment
U466
A
1671-7988(2019)18-199-03
U466
A
1671-7988(2019)18-199-03
郭敏,男,2010年毕业于安徽工业大学测控技术与仪器专业,同年就职于安徽华菱汽车有限公司至今,主要从事发动机分公司设备管理工作,擅长设备信息化、自动化、维修、改造等技术,多次参与发动机分公司不同生产线的新项目及技改项目。
10.16638/j.cnki.1671-7988.2019.18.068
