Profinet通讯在银阳圆盘浇铸中的应用
2019-09-24舒秋旺
舒秋旺
(江西铜业集团有限公司 贵溪冶炼厂,江西 贵溪 335424)
1 引言
随着“工业4.0”时代的到来,普通的PLC集中式控制模式已经不能满足现代工业的控制需求。在这种时代背景下,性能更优越、技术更先进的工业以太网PROFINET应运而生,它可以满足圆盘浇铸控制的所有要求,使控制系统更加的自动化、网络化和信息化。银阳圆盘浇铸控制系统需要实现复杂的自动控制,监控较多参数,大量的数据采集和传输对控制系统的性能提出了较高的要求[1]。针对此问题,本文利用工业以太网总线的特性,选定PROFINET作为通讯总线。PROFINET总线通信技术能够与现有的现场总线系统集成,连接设备控制层、集中监控层、生产管理层,从而实现整个系统的实时、高效与开放式通信。
2 PROFINET简介
PROFINET是开放的、标准的、实时的工业以太网标准[2]。它具有通讯速度快、安全性能高、网络兼容性好、使用便捷、抗干扰能力强等多方面优点。借助于Profinet协议枢纽,可以帮助企业提高生产效率、节约管理维护成本,而且可以实现生产和管理层实时、全面互联互通。
PROFINET为自动化通信领域提供了一个完整的网络解决方案。其功能包括8个主要模块分别为:过程自动化、分布式现场设备、运动控制、网络安装、分布式自动化、IT标准和信息安全、故障安全和实时通讯。
PROFINET I/0设备可以分为3类:(1) I/0控制器,类似于PLC可编程控制器;(2) I/0监视器,类似于HMI人机交互界面;(3)I/0设备,多指带Profinet 接口的驱动或者传感设备[3]。
3 银阳圆盘浇铸工艺
银锭浇铸是通过熔炉将银粉炼制银水,银水通过浇铸中间包浇铸至圆盘当中,冷却凝结后生成银锭。在此生产过程中主要有熔炼、浇铸、取板三个过程。使用的设备包括中频炉、行走中间包、电子秤、圆盘、取板机械手等。
银锭浇铸工艺流程:银粉加料→中频升温→银水扒渣→倒至中间包→预热模板→浇铸银锭→喷火枪吹平→机械手取板。整个工艺流程如图1所示。该流程生产工艺复杂,称量控制精度要求比较高,逻辑控制复杂,再加之银水凝固速度快,所以浇铸过程要求时间短。控制层、现场层数据交换量大。
4 系统设计方案和硬件选型
4.1 系统设计方案
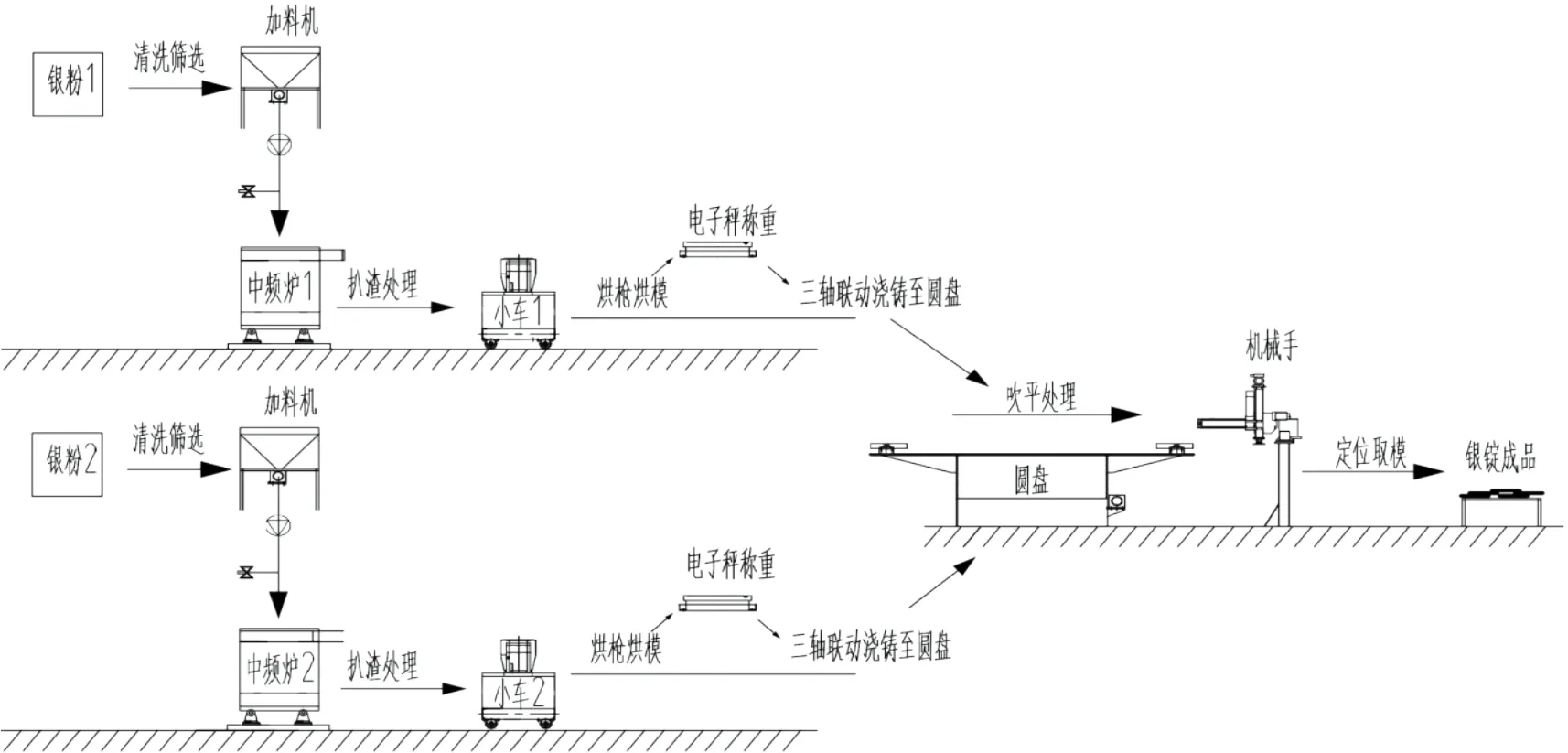
图1 银阳圆盘浇铸工艺流程图
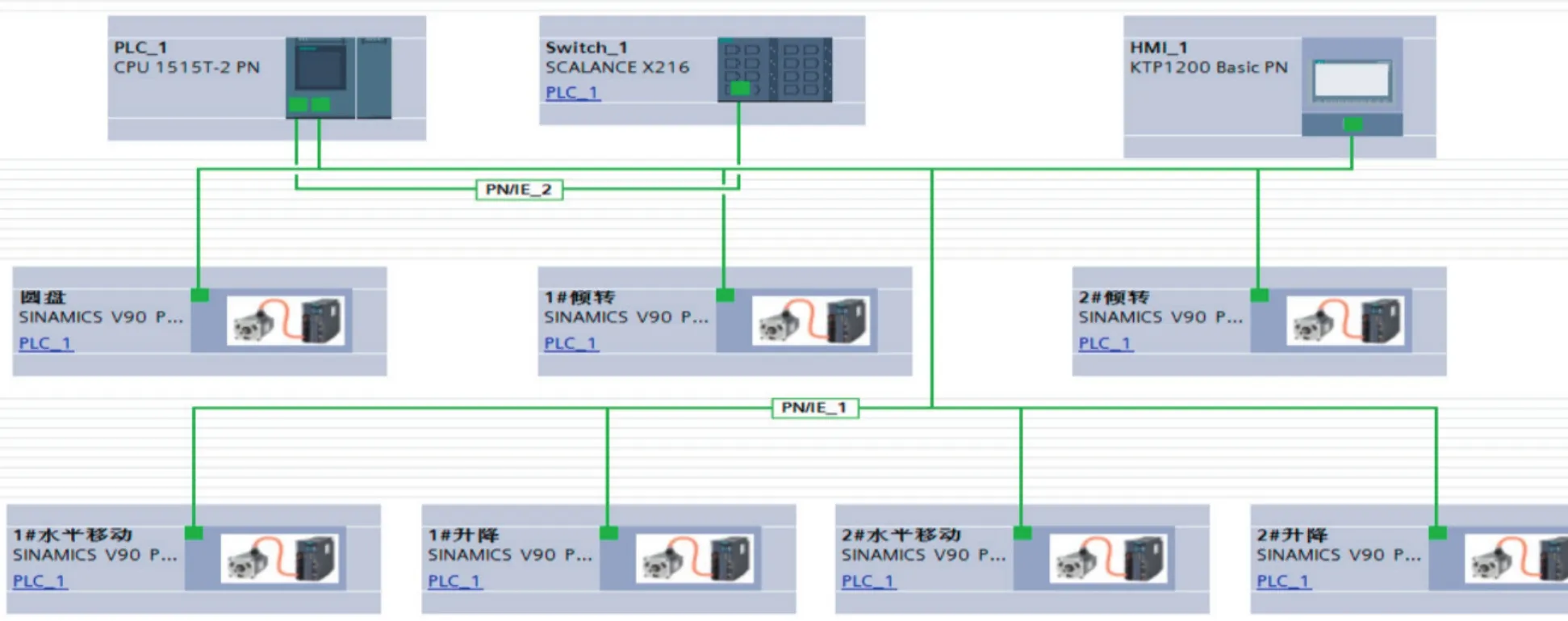
图2 圆盘浇铸控制系统网络视图
根据圆盘浇铸工艺流程,该系统主要分为两组浇铸设备、一组圆盘和一套取板设备。其网络构架为:现场层、控制层和管理层三层[4]。现场层为现场信号采集和驱动设备,主要实现称重、温度、位置等数据采集与现场设备驱动;控制层为 PLC可编程控制设备,主要对采集数据分析处理与对驱动设备的控制; 管理级为上位机监控系统,管理和监视生产工艺各流程实时状况。银阳圆盘浇铸控制系统网络视图如图 2 所示。
4.2 系统硬件选型
(1)PLC 控 制 器 : 以 SIMATIC S7-1500系列PLC为主控制器,型号为:6ES7 515-2AM01-0AB0。该CPU 集成 Web 服务器以及Motion Control工艺功能,第一个接口:PROFINET I/O 控制器支持RT/IRT。
电源模块:PM190W,输入电压 220 VAC,输出电压 24 VDC。
输入模块:DI16*24VDC HF集成等时同步模式。
输入输出模块:DI16/DQ16*24VDC。
通讯模块:CM PtP RS422/485HF通信模块,支持moddus、Freeport、USS协议。
(2)工业以太网交换机:SCALANCE X208管理型以太网交换机。PROFINET IO设备,具有8个10/100Mbps RJ45端口。可使用按钮设设置信令触点,冗余电源设计。支持全 / 半双工,LED 诊断。
(3)人机交互界面:采用SIMATIC精简系列面板,型号为KTP1200 Basic PN。12.1"TFT显示屏,1280*800像素,64K色;10个功能键;通讯接口:1个PROFINET接口和一个USB接口。可实现与PROFINET总线高效便捷通讯。
(4)伺服驱动系统:采用西门子SINAMICS V90PN和SIMOTICS S-1FL6伺服电机组成了高效便捷的伺服驱动系统[5]。该系统可实现位置控制、速度控制和扭矩控制,具有性能优越、低成本、运行可靠等优点。伺服电机内置绝对值20位+12位多圈编码器,可测量和记忆角度的绝对位置,在量程范围内旋转角度和旋转圈数信息具有唯一性。Profidrive驱动报文采用标准报文3,PZD-5/9,实现速度控制模式。
(5)称重系统:选用众加利Lark500电子秤重系统。双速控制预置点、提前量自动修正、启动阀值检测、自动去皮、实时RTC等功能。150,000显示分度精度;1路RS232串口,1路RS485通讯,1路 4~20mA 模拟量输出; 100HZ PROFIBUS-DP PLC以及50HZ MODBUS-RTU 通讯数据更新速度。
5 PROFINET网络的构建与调试
基于PROFINET通讯协议的系统方案,实现S7-1500PLC与各Profinet I/O设备的通讯[6]。在系统硬件组态中采用Siemens TIA V14s软件,该软件集西门子控制软件和监控软件于一体,大大提高了工作效率。
PROFINET I/O 系统组态步骤如下:
(1)使用 GSD 文件将新的PROFINET I/O设备导入硬件目录中。
(2)配置PROFINET I/O设备。PROFINET I/O系统由一个PROFINET I/O控制器和其分配的PROFINET I/O设备组成。在TIA 中,点击设备和网络进入网络视图窗口;在硬件目录中拖动控制器、HMI、网络组件、现场设备等PROFINET I/O设备到视图窗口。双击CPU,进入设备视图窗口,拖动电源模块、通讯模块、DI、DQ、AI、AQ等模块到导轨上。
(3)分配网络设备参数。在PROFINET设备的属性窗口中点击“PROFINET接口”,设置设备名称、IP地址、子网掩码、实时同步等参数,一个PROFINET总线内的所有PROFINET设备的IP地址应当设置在同一个网段。对于伺服驱动设备的参数设置需要组态工艺对象如图3所示。设置驱动器、编码器、位置限制、回零等参数,并在拓扑视图中组态PROFINET网络[7]。

图3 PROFINET I/O组态工艺对象
(4)保存参数配置。系统组态完成后,将组态信息保存,并下载到 PLC控制器中,进入循环数据交换。
(5)在 PROFINET 网络的调试中,使用S7-PLCSM进行在线仿真调试,实时模拟通道信号强制和信号监控如图4所示。TIA软件提供了系统诊断功能。该功能支持多层次的系统诊断。当故障发生时,故障设备以故障代码的形式向控制器发送诊断报警。通过识别系统故障代码可以准确高效的诊断和排查故障。

图4 圆盘浇铸在线模拟仿真
6 结束语
针对银阳圆盘浇铸工艺特点,设计了 PROFINET工业以太网总线结构,选择了西门子S7-1500PLC作为控制系统和SINAMIC V90系列伺服驱动系统作为智能运动驱动设备。结果表明:基于Profinet的工控网络具有运行稳定、维护简单、布线成本低、网络接入灵活、硬件组态方便等优点,满足了建设智能工厂对智能设备的要求。