白酒酒糟中有机酸的分离提取及香气成分分析
2019-09-23江思瑶郑玉芝
江思瑶,宋 昊,陈 晨,郑玉芝,*
(1.北京市食品及酿酒产品质量监督检验一站,北京 101111; 2.北京一轻研究院,北京101111)
白酒酒糟是白酒行业的主要副产物,白酒是以粮谷为主要原料,用大曲、小曲或麸曲及酒母为糖化发酵剂,经蒸煮、发酵、蒸馏而制成的饮料酒,发酵成熟的酒醅经蒸馏取酒后产生的酒糟少部分再循环利用,大部分被丢弃或作为饲料等,故又名丢糟。据统计,中国白酒行业每年会产生大约1亿吨酒糟[1]。酒糟本身由于发酵不完全等原因,其中残存有未能完全利用的淀粉、糖类、被富集的蛋白质、代谢产物氨基酸、维生素、风味物质(有机酸、醇、酯、酚、胺、烷、酮、醛等)、含氮化合物、杂环类化合物等[2]。若任其排放、不及时处理,就会腐败变质,将严重污染环境,是一种极大的资源浪费。如何实现利润最大化、减少污染,是实现酒糟综合利用研究的重点[3]。
酒糟中的风味物质含量很高,尤其有机酸类,总酸含量可达2%以上,发酵周期长的酱香酒糟可达4%左右,而且其酸的组成丰富,口感协调,主要以乳酸为主,是理想的调味酒原料。采用水提取法可以有效地将酸类物质提取出来,同时酒糟中残余的水溶性醇、酯类等香气成分也可一并获得。白酒酒体设计[4-5]是中国酿酒业传统的一道工艺,它通过酒勾酒,使酒体内含有的各类有机物质达到一种平衡,表现出不同风格的典型特征。常见的调味酒有高酸调味酒、高酯调味酒、粮香调味酒、底糟调味酒、浓酱调味酒、窖香调味酒等[6]。高酸调味酒是酒体调配时使用较多的一种,这是因为有机酸对白酒的香气与口感有着重要影响。白酒中的酸类物质可以增加酒体后味;提升酒体醇厚度;降低水味;消除苦味和杂味;降低燥辣感;使酒体出现回甜感并稳定香和味[7]。
范文来等[8]应用液液微萃取结合气质联用(GC-MS)、超高效液相色谱(UPLC)和衍生化结合GC-MS方法分别测定11个香型白酒原酒中42种有机酸。结果表明,乙酸和乳酸是白酒中含量最高的有机酸,平均含量在600 mg/L以上,分别占有机酸总量的41%和43%,占有机酸总量的84%以上,其中乳酸在中国白酒中含量尤其高,明显高于国外的蒸馏酒,如白兰地(44.7 mg/L)[9-10],巴西甘蔗酒(10.1~164.8 mg/L)[11]。这是由中国白酒生产发酵方式决定的,所以研究制备高乳酸含量的高酸调味酒,不仅利于高端白酒的酒体设计及改进,也可减少低端白酒食品添加剂的使用。
本研究以酱香白酒酒糟为原料,采用水提取、膜处理的工艺制备酒糟提取液,应用顶空固相微萃取方法结合气质联用技术(HS-SPME-GC-MS)定性分析酒糟及提取液中丰富的香气成分及高效液相色谱(HPLC)分析提取液中有机酸的种类及含量。由于乳酸沸点较高,传统白酒蒸馏工艺得到的乳酸含量甚微,本研究中创新性利用了分子蒸馏技术分离酒糟提取液中乳酸等高沸点酸,同时比较了常压蒸馏、减压蒸馏、分子蒸馏三种方式的乳酸和乙酸分离效果,为从白酒酒糟中分离有机酸及香气成分制备高酸调味酒,实现酒糟的循环利用[12]提供技术支撑。
1 材料与方法
1.1 材料与仪器
酱香白酒酒糟 河北某酒厂;甲醇 色谱纯,德国Meker公司;其它试剂 为分析纯;8种有机酸标准品:乳酸(纯度91.2%),甲酸(纯度99.4%),己酸(纯度99.5%),丁酸(纯度99.6%),丙酸(纯度98.3%),柠檬酸一水合物(纯度99.7%),乙酸(纯度99.9%),DL-酒石酸(纯度99.5%) 德国Dr.Ehrenstorfer。
Multivapor p-6平行蒸发仪 瑞士BUCHI公司;POPE 2″ WIPED-FILM STILL POPE实验室用两英寸刮膜式分子蒸馏(含薄膜蒸发)装置 美国POPE科学公司;PL-D3-1812实验型多功能膜系统 安徽普朗膜技术有限公司;LC-20AT高效液相色谱 日本岛津公司;7890A-5975C气相色谱质谱联用仪 美国安捷伦公司;SD-UPT-20UVF纯水机 北京惠源三达水处理设备有限公司。
1.2 实验方法
1.2.1 酒糟提取液的制备
1.2.1.1 酒糟的水提取 酒糟为酒厂蒸馏后的丢糟,采用有侧排液口的5 L不锈钢桶,装填2 kg酒糟,用4 kg水喷淋,收集淋洗液。重复装填酒糟、淋洗,至收集淋洗液达20 L,用作下一步膜处理。
1.2.1.2 膜处理 采用膜系统对酒糟水提取后的液体进行处理,依次通过超滤膜(截留分子量5000~100000 Da)、纳滤膜(截留分子量100~500 Da),去除大分子杂质,再经反渗透膜脱水浓缩[13],得到澄清透明的酒糟提取液。进一步蒸馏,并分析提取液中总酸、总酯、香气成分和有机酸。
1.2.2 酒糟提取液的有机酸蒸馏
1.2.2.1 酒糟提取液的常压蒸馏 采用普通压力锅改装(排气孔处连接硅胶管,硅胶管连接冷凝管收集蒸馏产物),锅中架蒸屉,铺1 kg经1.2.1.1水提取后的酒糟,锅底加二级水2 L,将1 L酒糟提取液喷在酒糟中,压力锅置于电炉上加热,收集馏出液900 mL,模拟蒸酒甑锅,用于酒糟提取液的常压蒸馏。并分析馏出液的总酸、乙酸和乳酸含量。
1.2.2.2 酒糟提取液的减压蒸馏 采用平行蒸发仪用于酒糟提取液的减压蒸馏,将150 mL的酒糟提取液等分放入平行蒸发仪的6个蒸馏瓶中,调节真空度1500 Pa,温度80 ℃,进行减压蒸馏,直至馏出液体积为140 mL。并分析馏出液的总酸、乙酸和乳酸含量。
1.2.2.3 酒糟提取液的分子蒸馏 采用分子蒸馏[14]技术对提取液进行分离,将酒糟提取液加入分子蒸馏装置中的进料瓶中,调节加热面温度90~120 ℃,真空度1200~1330 Pa,刮板转速30~50 r/min,收集目标产物馏出物和残留物,并分析其乙酸和乳酸含量。
1.2.3 指标测定
1.2.3.1 白酒酒糟中总酸(滴定法,以乳酸计)检测 称取10 g酒糟于250 mL烧杯中,加入100 mL煮沸冷却的二级水,不断搅拌,于室温浸泡15 min,过滤,取10 mL滤液于150 mL三角瓶中,加入20 mL煮沸冷却的二级水和两滴酚酞,用0.1 mol/L氢氧化钠滴定至微红色30 s不退[15]。
1.2.3.2 酒糟及酒糟提取液中香气成分检测(HS-SPME-GC-MS) 顶空固相微萃取条件:取7.5 g酒糟或6 mL酒糟提取液,置于15 mL顶空样品瓶中,加盖密封,在50 ℃下平衡30 min。将预先进行高温老化(240 ℃,30 min)后的固相微萃取针头(灰色50/30 μm,DVB/CAR/PDMS)插入顶空样品瓶,推出萃取纤维头,在50 ℃下顶空萃取30 min,最后将萃取头插入色谱进样口,在240 ℃解吸5 min,进行GC-MS分析。
气相色谱条件:色谱柱:Agilent DB-WAX,30 m×320 μm×0.25 μm;进样口:240 ℃;载气:He;流速:1.5 mL/min;不分流进样;升温程序:35 ℃保持4 min,5 ℃/min升至150 ℃保持4 min,3 ℃/min升至220 ℃保持5 min;
质谱条件:电子轰击离子源;电子能量70 eV;传输线温度240 ℃;离子源温度230 ℃;激活电压1.5 V;质量扫描范围m/z 30.00~500.00。
1.2.3.3 酒糟提取液中总酸(滴定法,以乳酸计)检测 参照GB/T 12456-2008 食品中总酸的测定[16]。
1.2.3.4 酒糟提取液中总酯(以乙酸乙酯计)检测 参照GB/T 10345-2007 白酒分析方法[17]。
1.2.3.5 酒糟提取液中有机酸(酒石酸、甲酸、乳酸、乙酸、柠檬酸、丙酸、丁酸、己酸)检测(HPLC法) 色谱柱:Welch AQ-C18 4.6 mm×250 mm,5 μm;柱温:30 ℃;紫外检测波长:210 nm;流动相:A:甲醇,B:磷酸二氢钾水溶液(0.02 mol/L),磷酸调pH为2.4;梯度洗脱:0 min:95% B;25 min:15% B;35 min:95% B;45 min:95% B停止;流速1.0 mL/min;样品处理:提取液用二级水稀释10倍,过滤进样10 μL,外标法定量。
2 结果与分析
2.1 酱香型酒糟总酸及香气成分分析
酱香型白酒的呈香呈味物质较其他香型白酒丰富,蒸馏后的酒糟中仍含有丰富的酸类物质及香气成分。经检测酱香酒糟中总酸含量为3.87%,应用HS-SPME-GC-MS分析酱香酒糟中香气成分结果见表1。顶空固相微萃取技术适用于挥发性和半挥发性物质的提取,对于定性分析酒糟/提取液中的微量香气成分是快捷、有效的[18-19]。
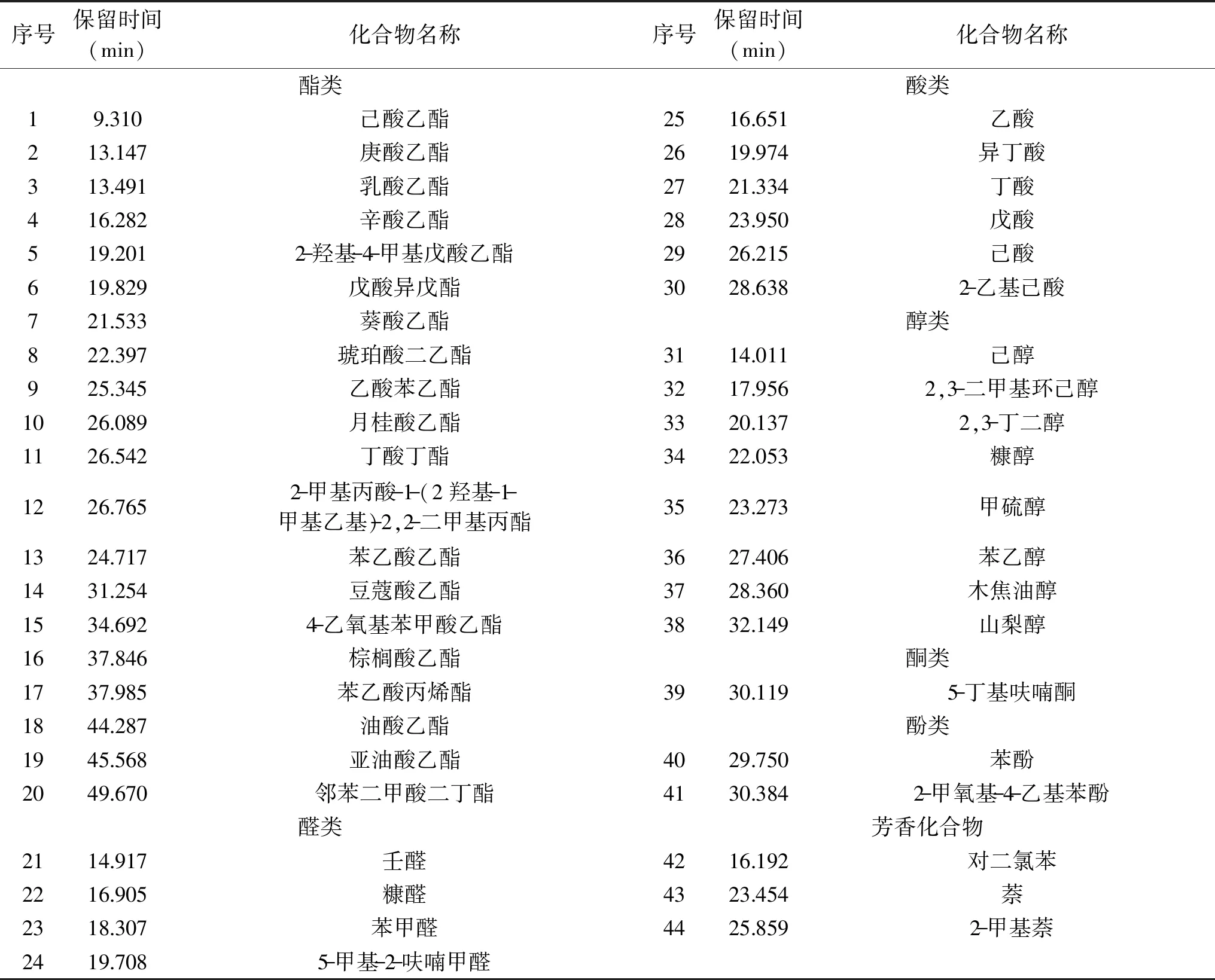
表1 酱香酒糟中香气成分Table 1 The flavoring compositions of Jiang-flavor distiller’s grains
从表1结果可见,酱香酒糟中含有44种香气成分,有20种酯、6种酸、8种醇、4种醛、2种酚、1种酮及3种芳香族化合物。其中大部分种类是高沸点的高级醇、酯、酸等物质,这是由于大量低分子量、低沸点的香气成分在白酒生产过程已被蒸入酒中,大量的高沸点香气成分不易蒸出。44种香气成分中有近一半是酯类,如己酸乙酯、乳酸乙酯、庚酸乙酯都是白酒中常见有代表性的香气成分,而乙酸、丁酸、戊酸和己酸也是白酒中含量较高的有机酸。由此可见,酒糟中仍含有多种可利用酸类物质及酒用香气成分,可被提取循环利用。
2.2 酒糟提取液中香气成分及有机酸分析
2.2.1 酒糟提取液中香气成分分析 为提取酱香酒糟中的有机酸及香气成分,本研究对酒糟进行水淋洗提取,再通过超滤膜及纳滤膜过滤净化,反渗透膜浓缩得到澄清透明的提取液。
经HS-SPME-GC-MS检测,提取液中香气成分达20种,详见表2。提取液中香气成分与表1中酱香酒糟香气成分相比,数量有所减少、类别也发生变化。原因主要有三个方面,一是经水提取和膜处理后,各香气成分的浓度有所降低,有些成分在顶空固相微萃取时挥发到液相上方气相中的浓度低于萃取头的吸附最低浓度;二是有些成分在经膜处理后,被超滤、纳滤膜所截留,未能进入到提取液中;三是发生在顶空固相微萃取的分子扩散吸附过程中,分子要从提取液的液体中扩散到上面气相中才能被萃取头所吸附,这一过程需要克服一定的分子间作用力,而酒糟中的部分香气成分是吸附于稻壳之上,二者所需克服的分子作用力不同。
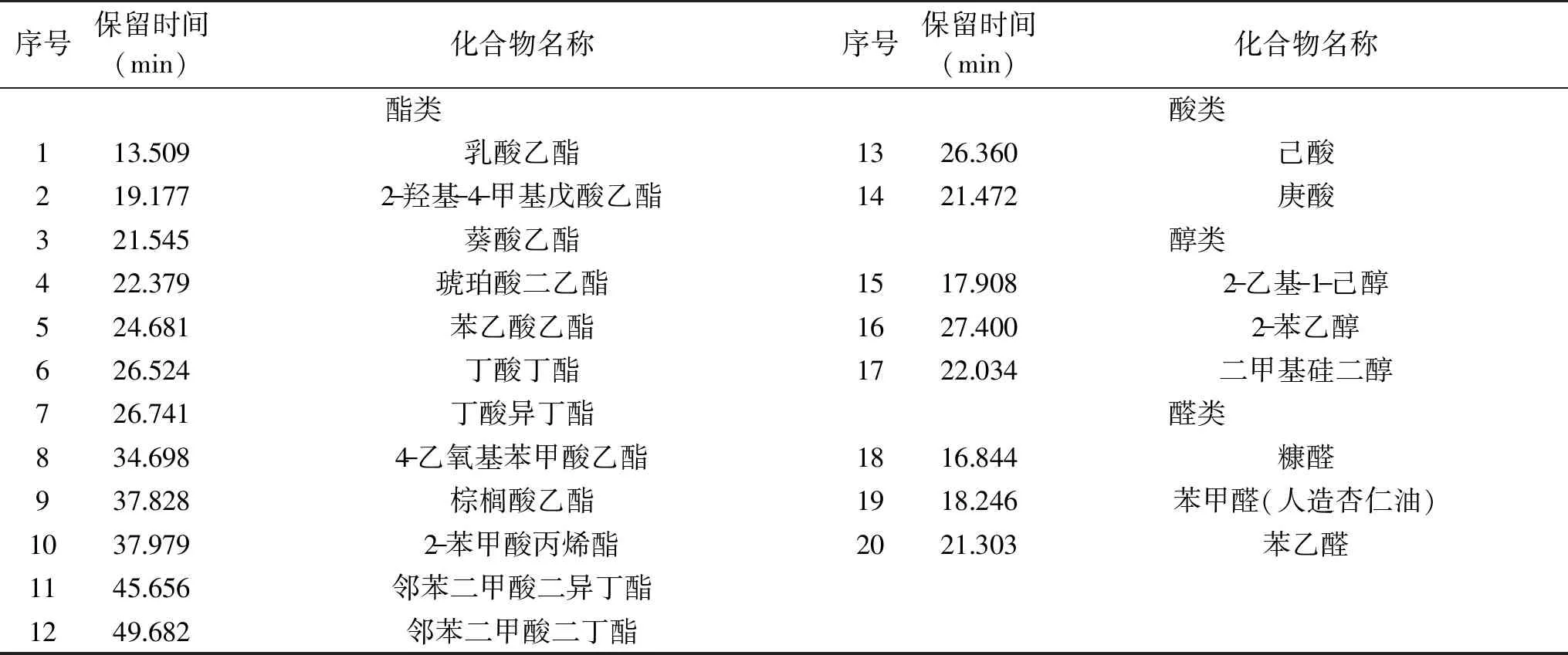
表2 提取液中香气成分Table 2 The flavoring compositions of extracts from distiller’s grains
在鉴定得到的20种香气成分中,有12种酯、2种酸、3种醇、3种醛,其中超过一半的香气成分为酯类。利用白酒分析方法测定提取液中总酯含量为1.42 g/L,与蒸馏白酒中总酯含量相当。由此可见,本研究设计的酒糟提取方式能够提取出酒糟中丰富的香气成分。
2.2.2 酒糟提取液中有机酸成分分析 本研究的重点是提取酒糟中的酸类物质,采用HPLC分析膜处理后提取液中8种有机酸含量,检测的8种有机酸均为白酒中常见的酸类成分,实验结果见表3。
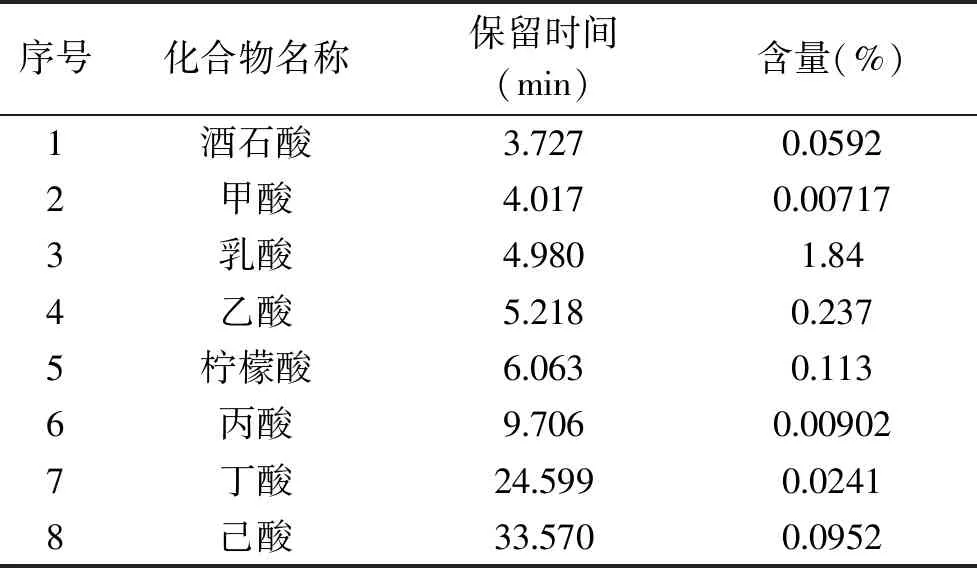
表3 提取液有机酸成分Table 3 The organic acids of extracts from distiller’s grains
从表3结果可见,提取液中高沸点的不挥发酸(乳酸、酒石酸、柠檬酸)含量明显高于低沸点挥发性酸(甲酸、乙酸、丙酸、丁酸、己酸),这是因为大部分挥发性酸在甑锅蒸馏过程中已被蒸入酒中,而高沸点的有机酸只能少部分入酒,所以较大量的高沸点有机酸残留在酒糟内。挥发性酸都是极性分子,都能与水、乙醇形成较强的氢键,也不能够完全蒸出,仍会在酒糟中有所存留。所以在提取液中可同时检测到挥发酸与不挥发酸,并且不挥发酸含量远高于挥发酸。
乳酸作为白酒中酸味的主要来源之一,在提取液的有机酸中含量最高,可达1.84%,乳酸的存在可增加白酒的醇厚感。乙酸虽为挥发性酸,但作为白酒含量最高的两种酸之一,在提取液中含量也较高,达0.237%,感官有刺激性气味,爽口微甜。己酸也是白酒中含量较高的有机酸,在提取液中含量为0.0952%,感官有脂肪臭、曲味。同为挥发性酸的甲酸、丙酸、丁酸,含量依次为0.00717%、0.00902%、0.0241%。检测到的5种挥发酸甲酸、乙酸、丙酸、丁酸、己酸,随着分子量依次增加,极性依次减弱、沸点依次增高、刺激性也逐渐减弱,口味趋于柔和。酒石酸、柠檬酸作为白酒中常见的不挥发性有机酸,在酒糟提取液中含量为0.0592%、0.113%,二者可与其他有机酸协同作用,促进酒体的丰满、协调。综上分析可见,水提取、膜处理的工艺可成功提取酒糟中的有机酸。
2.2.3 酒糟提取液中呈香呈味物质分析 将酒糟提取液中的有机酸(表3)和香气成分(表2)归纳总结,并与白酒中常见的呈香呈味物质[15]对比,可以发现提取液中含有16种白酒中常见的呈香呈味物质,其沸点及感官评价见表4。
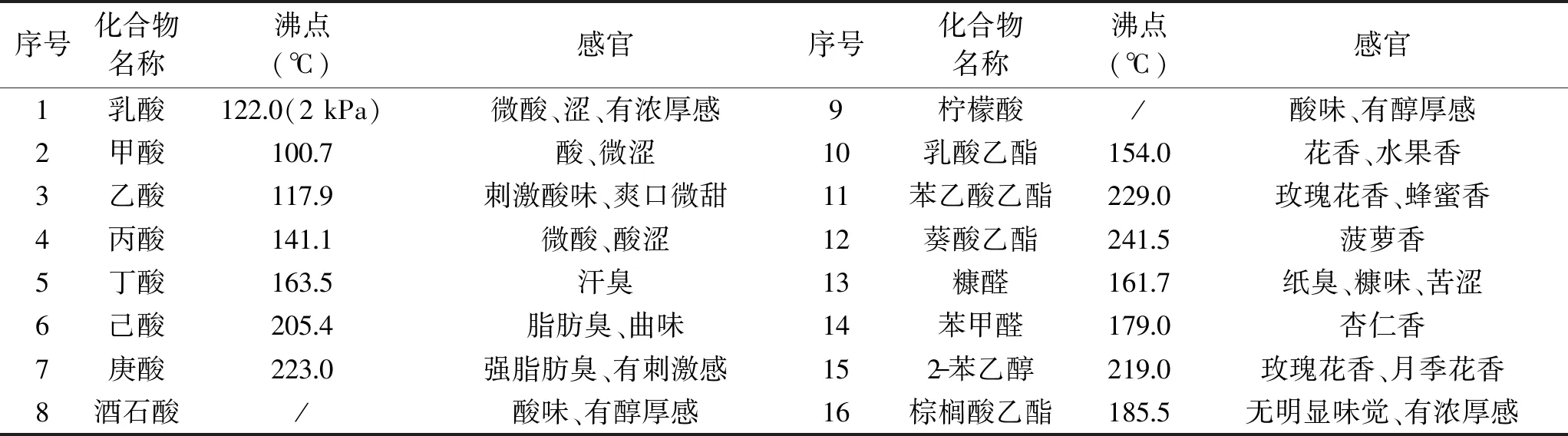
表4 酒糟提取液中呈香呈味物质的沸点及感官评价Table 4 The boiling points and sensory evaluations of the extractions from distiller’s grains
从对提取液的各项成分分析结果可见,水提取、膜分离的工艺不但可以有效提取酱香酒糟中的多种有机酸(主要是乳酸),还可以获得多种高沸点香气成分,这些高沸点的香气成分是很难从酒糟中直接蒸馏得到,但其对丰富酒体,维持酒体香气成分平衡及典型性至关重要。并且研究中对提取液中有机酸的组成分析,可以指导其后续应用方向,不仅可用于制备高酸调味酒,也可应用于其他调味领域。
2.3 有机酸蒸馏方式比较与分析
2.3.1 常压、减压蒸馏产物有机酸分析 为了不改变传统白酒的蒸馏方式,尝试常压和减压蒸馏酒糟提取液(实验步骤见1.2.2.1和1.2.2.2),并定量分析馏出液中总酸、乳酸和乙酸的含量。实验结果见表5。

表5 常压和减压蒸馏馏出液的酸成分分析Table 5 Analysis of acids in distillate from atmospheric distillation and vacuum distillation
酒糟提取液中乙酸沸点117.9 ℃,属于挥发酸,而乳酸沸点很高122.0 ℃(2 kPa)。由表5数据可见,常压蒸馏只能将低沸点的乙酸蒸馏出来,而不能获得高沸点乳酸;而减压蒸馏只能够蒸馏出很少量的乳酸。综上可见,传统的常压和减压蒸馏不能够分离得到乳酸,必须寻找新的分离方法。
2.3.2 分子蒸馏产物有机酸分析 分子蒸馏是一种在高真空下操作的液-液分离技术[20-22],它可以在远低于物料沸点的温度下操作,适用于高沸点、热敏及易氧化物料的分离。分子蒸馏技术不同于传统蒸馏的依靠沸点差别分离,而是靠不同物质分子运动平均自由程的差别实现分离。
实验采用POPE两英寸刮膜式分子蒸馏(含薄膜蒸发)装置对提取液进行分离,该装置兼具薄膜蒸发和分子蒸馏功能。薄膜蒸发作为第一级处理,分子蒸馏作为第二级处理。提取液由装料瓶进入蒸馏器,在高真空度且加热的条件下,较轻的分子(如水分子等)会从蒸馏器上端溢出,进入外置冷凝器,冷凝后流入外置收集瓶中,少许未被及时冷凝的组分进入冷阱(-80 ℃)被捕集。其余液体混合物沿着加热面流动,通过旋转的刮板扩展成薄膜,轻、重分子会逸出液面而变成气相,由于其中轻、重分子的自由程不同,导致不同物质的气相分子移动间隔不同,轻分子作为目标产物达到冷凝器被冷凝流入馏出物接收瓶中,而重分子达不到冷凝器,则随着未被蒸发的残余液体进入底部的残留物接收瓶中。这样,达到物质分离的目的[23-25]。
为了探究分子蒸馏分离有机酸(主要是乳酸)的可行性,进行了实验条件的初步探索。实验通过调整加热面温度、刮板转速、真空度,分析馏出物和残留物中乳酸及乙酸含量,从而初步确定乳酸的分子蒸馏分离条件,实验数据见表6。

表6 分子蒸馏馏出物和残留物的酸成分分析Table 6 Analysis of acids in distillate and residue from molecular distillation
在1、2号实验中,酸含量分别为1.30%和2.73%的提取液在加热面温度90 ℃,真空度1260 Pa,刮板转速30 r/min下分离,经检测在馏出物中乙酸和乳酸均少量存在,大量的乳酸和乙酸未被蒸出,说明此时未达到乳酸的分离条件。并且在1、2号实验时,蒸馏初期馏出物主要是水。为了得到高沸点乳酸,将经过分子蒸馏初脱水后总酸含量为17.9%的样液作为3号实验样品,进行再次蒸馏,提高加热面温度和刮板转速至120 ℃、50 r/min,检测馏出物,发现乙酸己被全部蒸出,乳酸含量达24.1%。证实在加热面温度120 ℃;真空度1260 Pa;刮板转速50 r/min的实验条件下,分子蒸馏能够成功分离提取液中高沸点的乳酸。
3 结论
白酒酒糟中含有多种有机酸及香气成分,本文采用HS-SPME-GC-MS分析酱香型酒糟中香气成分,共发现醇、酸、酯、醛、酮等44种风味物质,并且酒糟中酸含量较高,达3.87%,可用于提取制备高酸调味酒。
酱香酒糟经水提取、膜处理后可得到澄清透明的提取液,采用HS-SPME-GC-MS及HPLC分析提取液中的香气成分和有机酸,定性分析出20种香气成分,包含12种酯、2种酸、3种醇、3种醛;定量出8种白酒中常见有机酸,其中乳酸含量1.84%、乙酸含量0.237%、柠檬酸含量0.113%、己酸含量0.0952%、酒石酸含量0.0592%、丁酸含量0.0241%、丙酸含量0.00902%、甲酸含量0.00717%,证实水提取、膜处理的工艺可有效的提取酒糟中的有机酸(主要是乳酸)和香气成分,可用于制备高酸调味酒或应用于其他酸性调味领域。
进一步研究了不同蒸馏方式分离高沸点乳酸等有机酸的可行性,分别采用常压、减压和分子蒸馏三种方式,并应用HPLC检测三种蒸馏方式馏出物中的乙酸及乳酸含量,对比分析,结果证实分子蒸馏可实现提取液中乳酸的分离,馏出物中乳酸含量达24.1%。
