散料设备大型转盘架机加工工艺的改进与创新
2019-09-21王咏梅
王咏梅
(南通中远重工有限公司,江苏 南通226000)
1 项目背景
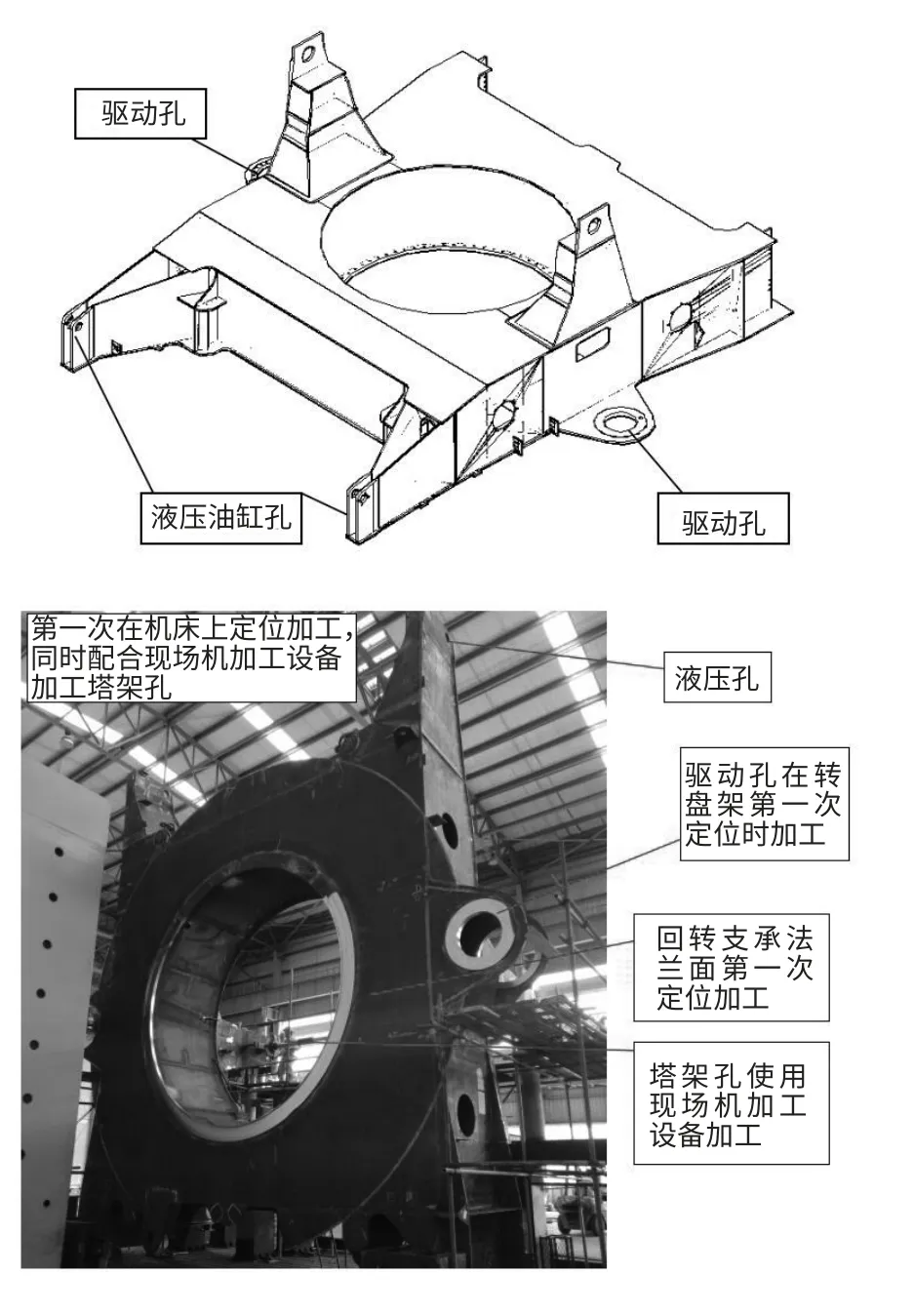
该转盘架尺寸为10.045m ×9.536m ×4.165m 属于超大钢结构部件,为港口设备中的关键部件,起着承上启下的作用,转盘结构上主要布有与回转支承连接的一个直径Φ4750 毫米的大法兰面、两组驱动装置孔、两组塔架及液压孔均需要机加工,法兰上面布有80 个直径Φ26 的通孔,两组驱动孔公差精度在0.125mm 范围内,液压孔公差在0.081mm 范围内,法兰平面整体平面度要求0.4mm。门座架与转盘架通过回转支承及立式减速器驱动,使得整台设备可进行360°回转,悬臂架通过油缸与液压孔连接,从而使斗轮体可上下浮动进行取料及堆料工作。
驱动孔与法兰平面精度若达不到要求将影响回转支承与小齿轮的啮合精度,从而将影响到整台设备的使用,如噪音超标、降低回转支承的使用寿命等[1]。
目前现有设备不具备整体机械加工能力,若委外机加工道路运输不允许;若采用局部先机加工后焊接成整体的方式,将产生无法避免的焊接变形,从而导致精度不能达到图纸要求;若租用现场机加工设备,单台费用高达35 万元且高空作业需要额外增加加工设备的支撑及脚手架,增加了安全不稳定因素,且单台加工周期长(需要8 人共同工作25 天)。由于现场加工的设备精度不高,加工后的尺寸精度也不能完全符合要求。
2 详细内容
2.1 总体思想
利用现有TK6920 镗铣床采用机床配合镗杆共同加工,通过二次定位及多次复位跟踪方法,将无法一次完整加工的法兰平面加工到位。
2.2 技术方案
①将转盘架法兰面朝向机床固定在工作台上,调整垂直度及平面度,预先粗加工驱动孔平面及法兰平面,法兰平面进行第一次定位,调整垂直度及平面度,同时要预判二次定位时的加工量。
②测量第一次粗加工的平面误差,小于0.2mm 以内,此时进行第一次加工与第二次加工平面之间的距离测量,并确保第二次加工有加工余量。
③测量误差后符合要求进行第一次精加工法兰平面及驱动孔。
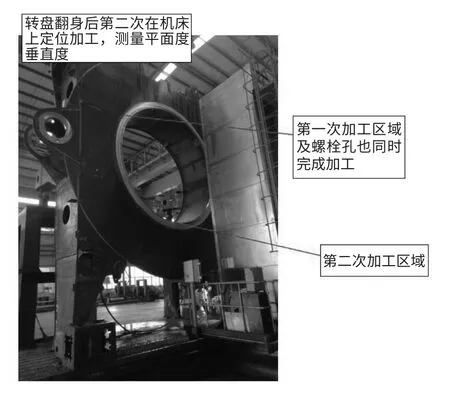
④第一次所有加工区域检查合格后进行第二次定位加工,转盘翻身法兰面朝向机床,预判加工余量后先进行粗加工,测量粗加工后的面与第一次加工面的相对尺寸,误差小于0.2mm 以后方可进行第二次精加工,如大于0.2mm 需要重新调整平面度及垂直度[2]。
⑤第二次加工面留有0.5mm 余量时停止加工,检查所有加工尺寸是否符合要求,符合要求后进行最后一刀精加工。研磨第一次与第二次的结合区域,高低差不大于0.1mm,合格后方可下机床。
2.3 与当前国内外同类研究、同类产品、同类技术对比
目前已知江浙沪一带还没有二次定位加工大型钢结构件的成功经验,南通中远重工有限公司通过二次定位方式加工,转盘架加工完成后经全方位检测符合图纸设计及满足使用要求,也为同类产品及大型钢结构的机械加工积累了成功经验,此经验也将运用在后续项目中。
2.4 创新点
①转盘架通过二次定位解决了大型钢结构部件无法在有限设备上进行机械加工的难题。
②在机床上通过二次定位加工单套工时机床占用224h,下机床后112h,若采用租用现场加工设备单台需要加工工时1600h,单台节约1600-224-112=1264h,确保了交付工期。
③减少使用现场设备加工的辅助支撑材料约2t,减少搭建脚手架的费用约3000 元。
④解决了现场加工设备无法满足的精度问题。
2.5 在国内外相关领域的作用影响、预期前景及应用证明
这种大型钢结构件二次定位的加工模式,在同类型产品中打破了传统的机械加工方式,为同行业的机械加工提供了有效的解决方案,大大缩短了工期及成本。
