论间歇式固定层煤气发生炉的部件技术改造
2019-09-19褚海涛
褚海涛
摘 要 间歇式固定层煤气发生炉在我国的氮肥行业中,近二十年都起到了至关重要的作用。因该种型式的煤气发生炉,造价低廉,安装方便,各部件拆卸简单等优点,被广泛应用于中小型氮肥企业中,据统计,大多数的氮肥企业采用间歇式固定层煤气发生炉生产。该种煤气發生炉经长周期运行,各部件会出现不同程度的磨损、泄漏、损坏等情况,本文从对各部件的改造,以达到煤气发生炉能够长周期连续运行,分别介绍近几年的改造情况及效果。
关键词 间歇式固定层煤气发生炉 部件改造 周期
中图分类号:TG162文献标识码:A
淄博齐鲁第一化肥有限公司于2004年引入煤制气间歇式固定层煤气发生炉制造工艺,由早期的10台煤气发生炉专供尿素装置发展为目前共计26台煤气发生炉,其中16台煤气发生炉用于配套丁辛醇装置。因环保要求,2016年公司尿素装置全线停产,现共有16台煤气发生炉用于丁辛醇装置生产需要。
1煤气发生炉概述
我厂煤造气装置是化肥装置改造中新建的装置,其主要作用是以块煤或型煤为原料,采用固定床间歇气化工艺,为后工序生产原料气。%O2610mm造气炉(采用锥形夹套,顶部为%O2610,底部变径为%O2800),采用自动输煤、自动加焦机系统,煤从煤场经过筛分后经传送带输送到料仓中,再经自动加焦机加入造气炉中。系统配制有上行除尘器、下行除尘器、联合废锅、洗气塔、鼓风机(型号是D600-22)、泵站(型号是HB-100)。
2煤气发生炉工艺流程简述
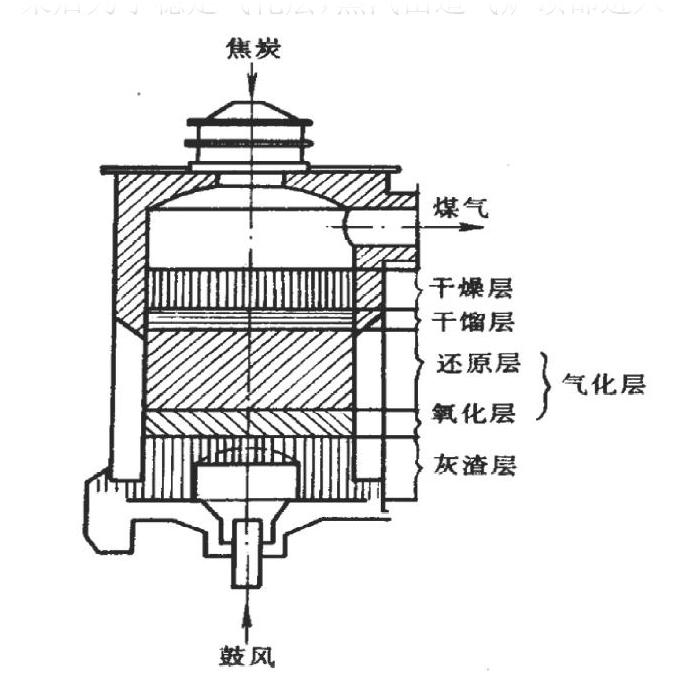
原料煤从煤场经过筛分后经传送带输送到料仓中,再经自动加焦机加入造气炉中,如图所示:由D600-22鼓风机将空气自煤气炉底吹入,使燃料燃烧,放出的热量贮存于燃料层中,吹风时产生的吹风气经上行除尘器除尘后送吹风气回收装置回收利用或从烟囱放空。吹风后燃料层温度高,此时从煤气炉底部通入混有适量空气的蒸汽,与碳反应生成的半水煤气由炉顶引出,经上行除尘器除尘,联合废锅回收余热再经水洗塔水洗降温后去气柜,这为上吹制气阶段。上吹制气阶段结束后为了稳定气化层,蒸汽由造气炉顶部进入,产出的煤气经下行除尘器、联合废锅、水洗塔去气柜,这为下吹制气阶段。下吹制气以后,需要再送入空气提高炉温,但当下吹制气刚结束后,煤气炉下部及燃料层内残留着半水煤气,如果立即吹风,空气与半水煤气在炉底部相遇,就会发生爆炸,因此当下吹制气阶段之后,蒸汽再次改变方向,自造气炉底部进入产出的煤气经上行除尘器、联合废锅、水洗塔去气柜,这为二次上吹制气阶段。二次上吹后,煤气炉上部空间及管道中充满着半水煤气,如果随着转入吹风阶段就立即放空,不仅损失了半水煤气,而且半水煤气排出烟囱口时和空气混合,遇到火星也可能引起爆炸。因此,在转入吹风之前,从炉底部吹入空气,经上行除尘器、联合废锅、水洗塔将残留的半水煤气一并送入气柜,加以回收,这一过程称为空气吹净阶段。然后再转入吹风阶段,重复循环。
3运行中出现的故障种类
3.1水夹套泄漏
水夹套部件原为固定式压力容器,后工艺调节后,现归为固定式常压容器,运行时设备自身内部为汽水混合物,内部为原料反应层,这是煤气发生炉气化固体燃料最主要的区域——气化层(也称为火层)。在这里,燃料中的碳与气化剂中的氧发生化学反应,使固体燃料气化,生成煤气。气化层还可分为氧化层(或称燃烧层)和还原层,在氧化层中生成的二氧化碳上升进入还原层被碳还原。根据此特殊性,水夹套泄漏的成因由一下几方面:一方面工艺操作不良,气化温度过高造成水夹套烧损变形;二方面长周期使用,因碳层等磨损减薄泄漏;第三方面因进水阀或出水阀阀头脱落造成进气或出气不良,造成水夹套鼓包变形。对于第一种工艺操作问题,应及时进行工艺调节,此处不详细叙述;对于第三种,应及时确认后更换阀门。此处详细介绍一下第二种因磨损造成泄漏所采取的措施。
造气炉因长周期运行,水夹套因冲刷、腐蚀、磨损造成减薄继而产生泄漏,原夹套厚度为18mm,使用周期为4年至5年,经多年检修造气炉发现,水夹套产生泄漏的部位均为夹套本体内筒下部400mm处。经测厚仪检测,下部减薄泄漏部位为不均匀磨损,产生泄漏周围为2mm左右;400mm以上部位或者外筒部位,厚度均为14mm左右,减薄不明显。根据以往情况,水夹套产生泄漏之后,外委给施工单位进行整体更换,因水夹套为局部减薄,故此种更换方式造成很大的经济浪费。据统计,更换一台水夹套,原料费加上施工费用,成本将超过12万元。2014年我公司开展了“成本管控 挖潜增效”活动,为大力响应公司号召,经造气车间指派,对水夹套检修采取成本管控措施,决定对水夹套内筒700mm处高度进行割除更换,由本人负责,施工方为造气车间维修班组进行施工。
3.2炉体部位烧损变形
炉膛内壁有耐火砖砌层,筒壁不与气层直接接触,故炉体部位烧损变形造成的原因可为耐火砖砌层脱落或破损造成烧损变形。此种情况首先检查工艺参数是否正常,其次检修耐火砖砌层。此种检查由工艺操作及土建工程分工负责,本文不做详细叙述。
3.3上灰仓减薄泄漏
上灰仓产生减薄泄漏原因为内部耐火层脱落后,上灰仓处于灰渣层,磨损严重,产生筒壁减薄泄漏。针对此种情况,应对上灰仓进行更换,内部焊接抓钉后,用浇注料浇筑成耐火层。耐火层厚度为100mm,以前可塑料为KS—100,现在为HF-180,施工时采用木锤等工具夯实,为土建工程范围,本文不做详细叙述。上灰仓与水夹套连接,采用水平仪找平后焊接,焊条采用J422,需对焊接过程严把关,不得有焊接缺陷。
3.4内部炉箅子烧损严重
内部炉箅子烧损严重,灰盘总成部位磨损、变形、移位等损坏,防流板损坏等内部件损坏的原因有:工艺操作不良、长周期使用磨损。对于工艺操作,本文不做详细叙述。针对部件长周期使用磨损损坏,拆卸炉底后检查损坏情况,经多年使用,炉箅子现为8层6边形状,轨道现在为L型连接,针对炉箅子及内部件的改造论文较多,本文不做多余介绍。
3.5泵站油压波动大
泵站油压波动大有以下几个原因:(1)泵头打量不足;(2)油缸串油;(3)液压油乳化。针对以上原因:(1)泵头打量不足,此种情况确认原因后需更换泵头。(2)油缸串油,此種情况判断具体有难度,因为有17个阀门油缸,逐一检查油缸工作量过大,平时工作中,首先更换下灰油缸及送风、下行油缸后观察确认再下一步进行。(3)液压油乳化,需对液压油蒸煮循环后使用。
3.6闭式传动密封泄漏、内部件损坏
闭式传动损坏一直是间歇式固定层煤气发生炉长周期运行的关键问题,平时需工艺操作人员多加注意运行电流状况,发现问题及时汇报解决。闭式传动是造气炉的关键部位,其成本昂贵,每件13000多元,如果能做到自主修理,这样成本就会大大降低,能为公司创造更大的效益。公司开展“成本管控 挖潜增效”活动,专门成立公关组,由本人负责进行。闭式传动密封泄漏改造情况如下:闭式传动运行过程中,除去因负荷高、灰盘移位、磨损等原因需进行更换以外,闭式传动密封位置产生泄漏也是一个重要隐患。闭式传动产生泄漏,主要有两种泄漏位置:第一,从蜗壳注油孔处;第二,从蜗杆压盖密封处。在各部件配合完好的情况下,此两种位置产生泄漏均为密封件失效产生的。
综合以上影响因素,结合造气炉闭式传动的工作环境来讲,载重负荷大,炉底温度为180℃—220℃,冲洗水为循环冷却水。根据操作条件,自主修理的闭式传动产生泄漏的主要原因是为:装配时调整不当、密封件的材料性能。对于第一点:装配时调整不当,是因为条件简陋、装配不合规范、轴磨损等原因造成的。油封密封不严是造成泄漏的主要因素。当轴出现磨损形成沟槽,即使更换新油封仍不能密封时,是由于油封唇口与轴的接触压力下降,造成安装后油封唇口直径与轴颈的过盈量太小。装配方法不当也是造成泄漏的重要因素。对于第二点:密封件的材料性能,根据炉底温度,V型密封圈及O型圈应选择耐高温材质。联系供货厂商,现有的密封圈及O型圈材质均为普通橡胶(应该为丁腈橡胶,厂家未明说),最高使用温度为100℃,油封均为骨架油封,型式分别为SD105?30?4(低速双口型),FB75?5?2(带有副唇内包骨架旋转轴唇形密封圈)。经过详细咨询及拆卸检查,造成泄漏的原因,结构型式不是主要原因,骨架油封也满足使用要求(可变更为2个油封型式,这样立轴、轴承壳尺寸需要改动)。主要的是密封圈的材质问题以及骨架油封、密封圈自主装配原因。
3.7配套座板阀泄漏,下行管磨损泄漏,其余配套附属设备损坏
配套座板阀内漏,更换座板阀后需对座板阀进行检查,更换密封座后利旧使用。下行管泄漏问题,造气车间目前对炉体、管道等漏点处理方式为停炉焊接处理及临时用堵漏灵(或浇注料)堵漏方式,针对造气使用环境,需选择一种粘合剂,会大大提升工作效率。可更换内部加注耐磨陶瓷材料等,因成本较高,不作为大范围技改项目。其余配套设施,为节约成本,原先外委施工项目均为自主施工,如更换联合废锅等。此种改造方式较为成熟,本文不做详细叙述。
3.8下行管磨损泄漏
造气车间泄漏问题是一直以来的顽疾,要根除以现阶段操作水平难度较大,例如,圆门泄漏问题。造气车间目前漏点需进行技术攻关的是“三门”(左右灰渣仓圆门、下行除尘器圆门)的泄漏问题。经过造气车间自主改进及实践摸索,由以前的胶圈密封改为目前“三门”密封结构为线性密封(少部分为老式胶圈密封),目前泄漏处理方式为更换密封圈及更换胶皮的方式,更换完成后保持无泄漏时间短。为保证无泄漏,需对“三门”泄漏问题进行技术改进。即改变密封形式,下灰圆门改为插板或者将密封材料改为上部,经过实践证明插板结构能很大程度解决泄漏问题,但泄漏后需要拆卸更换检修,所需费用大,不建议大范围改造使用。目前阶段正在改进密封口结构,即将密封垫改造为上部,密封环在下部,此种改造方式费用少,胶皮使用寿命加长,现已改造2件会渣仓进行试验使用,前期使用胶皮使用寿命明显增加,此种改在方式还需观察使用,准备作为下一步重点改造方向。
4结语
间歇式固定层煤气发生炉在这几十年的发展历程中,为煤化工的发展发挥了重大的作用。在以后的工作中,要一如既往的查找改革亮点,严把检修质量关,使这种造气炉发挥最大作用。随着社会发展,环保指标提高,此种造气炉已慢慢退出历史舞台,各煤化工企业都在寻找更加节能更加有效的造气炉,齐鲁一化近年来也一直在寻求转型升级,在此期间,更要对自己提出更高的要求,全力挖掘,助力齐鲁一化转型成功。
参考文献
[1] 刘晓强.煤矿机械设备电气自动化技术的应用[J].机械管理开发,2015(05).
[2] 牛彦芬.电气自动化技术在机械设备中的应用[J].信息与电脑(理论版),2013(06).
