遍及全世界的Steinway技术参考指南
——平台钢琴的准备工作(2)
2019-09-17Steinway吴红江
文/Steinway 译/吴红江
(接上期)
平琴键
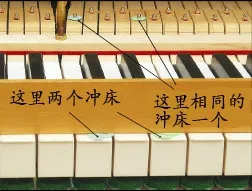
背景:Steinway钢琴有一个“加冠”平键。键盘的中心比两端高约1/32吋。使用加冠琴键齐平杖作为导规,通过在平衡档支撑(纽约厂)或平衡档冲床(呢垫圈,用于汉堡厂Steinway、Boston及Essex)增/减纸冲床调节个体琴键高度。平衡档支撑应据其黑线(在毛毡上划线)置位朝向前档。
如何做:
步骤1:琴键平置与间距——通过向左或向右轻扣平衡档销钉,使键前端平行(键床)。使用小锤子和类如弦槌柄的硬木榫,避免损坏平衡档销钉。间隔升半音键(黑键)和本位音键(白键)是很重要的。

然后,通过使用间距工具折弯平衡档销钉来匀隙琴键前部。将工具放在前档冲床下面,以避免损坏销钉表面。

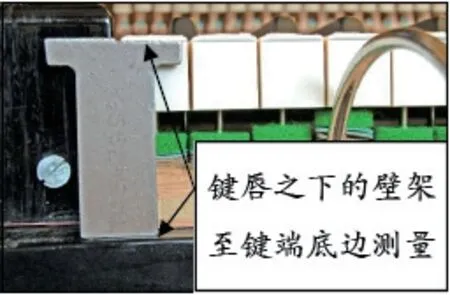
步骤2:设定本位音键——随着运转机和键盘固定于钢琴内,两端本位音键的高度应大约为2~19/32吋,从键床切止处到键罩(键皮)唇的下侧。
*工厂使用量规。使用加冠琴键齐平杖作为导规,通过在平衡档支撑下添加或移除增减/纸冲床进行相应调节。
*有关各个型号规格,请参阅“技术参数及检修技巧”章节中的调整说明书。
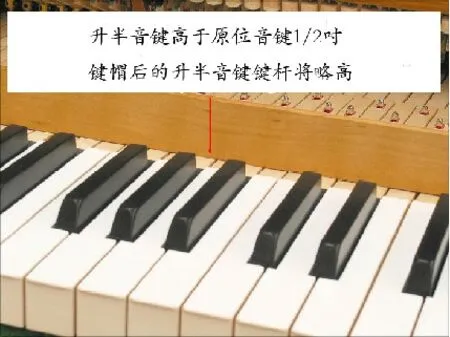
步骤3:设定升半音键——升半音键依旧加冠1/32吋(整体)调平,且高于本位音键上1/2吋设定。
在静栖时恰好位于键罩后面的某点,当升半音键的键杆高于其毗邻的本位音键有明信片厚度时,低音及高音导标(参照件)设定适当。
步骤4:设定琴键阻位档(压键档)——琴键顶部和琴键阻位档之间应有大约1/16吋的距离。
提示:在做琴键(整体)水平时,确保键架的后档织物没有木屑和碎片。
确保弦槌柄脱离弦槌静栖垫,以确保(其在)绞盘螺丝上的重量。
使用最少量的纸冲床组合以避免键盘手感松软。
此外:Steinway零件部门还提供加冠琴键齐平杖。
检修织物轴衬运转机中枢
背景:通常Steinway钢琴所有运转机中枢,制造并栽入中心轴钉(申达针)是为了实现小于4克的旋转摩擦力和最小的侧游隙。但是,在乐器的使用寿命期间,无论是由于磨损、湿度条件还是其他因素,都可能需要为运转机中枢提供最佳操作性能的检修。
假设运转机中枢过紧
如果中枢过紧而且不是湿度造成的——首先检查(是否)中心轴钉折弯,是否存在木质部件侧游隙,等等。如果中心轴钉是笔直的,请如下进行:
从运转机或下杠杆装置中去除所选部件。测试侧游隙或侧空隙。中枢应有最小的侧游隙。
推出中心轴钉,小心不要损坏轴衬。如果要增加侧隙,惯例是用精细的扁平锉(flat file)轻锉每个轴衬段的内表面。必须注意不要去除过多的材料,因为它可能会产生其他问题。
无论如何都不应将锉削或篡改鸟眼或中枢扣作为一种修正措施。
用中心轴钉规或千分尺检查中心轴钉的直径。选择贴近的较大尺寸的中心轴钉,并通过手动插入中心轴钉穿过每个轴衬段来测试轴衬的两侧。
如果销钉不易进入或自由转动,请使用直边扩孔器小心地扩孔。扩孔轴衬,直到销钉进入并自由转动,但阻力最小。
注意:仅在新乐器上——当前的中心轴钉可测试并重新栽回组件,当然,假如销钉在木材中保持紧密。在任何情况下都不要使用较小尺寸的销钉,因为销钉不会稳固地保持在木材内部。
将中心轴钉推穿两个部件并重新栽回装置。将中心轴钉平驱涌至轴架外缘。如果所用的尖头销钉较长,请按照相同的步骤,但在两端与轴架齐平削去多余的部分。
检修提示:也可以在紧密的中枢涂敷一滴未稀释的甲醇,以调整轴衬织物的尺寸。给予足够的干燥时间,因为轴衬最初会收紧,导致中枢无法弹奏。干燥后,运转机中枢摩擦力应该减少。
注意:请勿使用锉来(磨)平销钉。这会造成毛刺陷入织物,导致损坏。
再做运转机部件功能与侧游隙的检测。
假如运转机中枢过松
注意:首先检查确定运行是否稳固且笔直。如果是这样,您正在体验Steinway&Sons织物轴衬的正常运动,不建议进行调整。应该注意的是,一些中枢可以具有接近零克的读数并且功能非常好。
但是,如果在运行过程中出现摆动/颤动(过度侧游隙),请首先检查是否有损坏的轴衬、破裂的部件,等等,并根据需要进行更换 如果发现所有部件都没有缺陷,请按照本公告中的说明重新栽轴钉,至少使用贴近的较大尺寸的中心轴钉。
织物轴衬摩擦力的工厂标准
旋转摩擦力在1~4克内,在所有运转机中枢上具有最小的侧游隙。使用应用于轴架的克规是进行摩擦测量的优选方法。Steinway不建议弦槌应该摆动的次数。
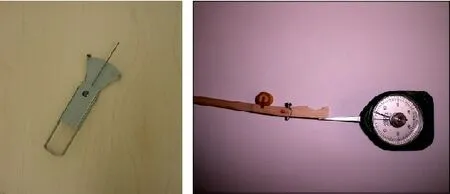
可从钢琴供应源那里获得的克阻力计的示例
运转机校直
注意:包括如下调整步骤
·弦槌运行
·烧灼弦槌(柄)
·弦槌间距
·复动器(震奏器)间距
·飞摆(顶杆)间距
这些步骤对于开发最佳的音和机械性能非常重要。所有不笔直运行或方向偏离的部件都会对乐器的整体性能产生负面影响。
A)弦槌运行
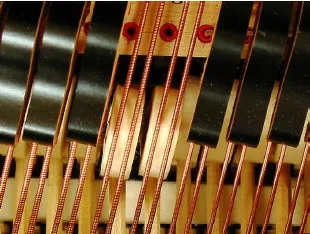
背景:所有弦槌应在垂直路径中笔直运行
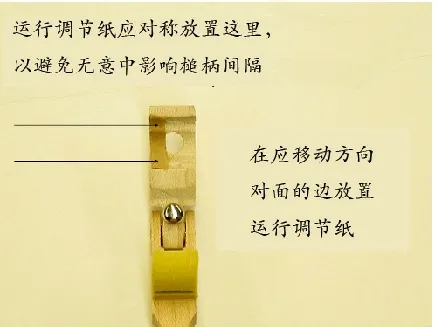
如何做:任何移动到左侧的弦槌都应该通过在运转机档上的弦槌轴架左侧下方插入运行调节纸来修正。对于向右行进的弦槌,(参照)执行此程序。
提示:在检查弦槌运行时,使用直尺将几个弦槌同时从其静栖位置升举到近似琴弦高度。上下移动这些弦槌,同时观察弦槌单独运行与彼此之间(关系)如何。
B)烧灼弦槌(柄)
背景:当弦槌的垂直线与运转机档的水平线不呈直角时,必需要烧灼弦槌柄。
如何做:要重新校直弦槌,必须用酒精灯或其他热源沿其整个长度加热弦槌柄。当槌柄“热”时,握住弦槌并向矫正方向施加扭力。由于弦槌将具有返回其原始位置的趋势,因此该操作可能需要重复几次。
提示:为了确定弦槌(柄)是否需要烧灼,观察其行程中的位置是有帮助的;槌尾应径直置位于槌头顶部下方,而不应位于任何一侧。
为防止松动轴钉——在此过程中务必小心,避免中枢轴钉轴衬受力过大。在加热之前不要开始“扭拧”弦槌。使用火焰时,请将热源靠近弦槌柄,使火焰保持蓝色。这样做可以防止弦槌柄因碳化而变黑。

C)弦槌-琴弦间距
背景:弦槌与琴弦的精密和一致的间距对于实现最佳和一致的调声(译注:俗称“整音”)至关重要。
如何做:要将弦槌移动到正确位置,请松开弦槌轴架螺丝。
复位弦槌柄轴架,使弦槌正确定位。然后重新上紧弦槌轴架螺丝。
步骤1:对照三弦音的弦槌间距调节——对照三弦(组),正确调节弦槌间距,它们置位偏离中心时,偏高音侧。弦槌在三弦(组)高音侧暴露的部分应该大约是低音侧的两倍。为了保持精密的左踏瓣调声,在三弦的左侧的槌毡量必须相等。

提示:在V字型支承音区域,对照弦槌调节三弦(组)间距是可以接受的。只有当弦槌匀隙,正确运行并在弦列内适当间隔,才能实现这一点。
警告:不要将琴弦移得太靠近阻尼器(制音器)丝杆,否则会引起杂音。使弦槌轴架彼此匀隙,并与运转机档成90度角。
步骤2:对照双弦(组)的弦槌间距调节——对照双弦(组),正确调节弦槌间距,它们置位偏离中心时,略微偏向低音侧。
步骤3:对照单弦(组)的弦槌间距调节——对照单弦(组),正确调节弦槌间距,弦槌在琴弦下方居中。

提示:如果弦槌居中对应的复动器,并且大多数弦槌需要均匀地朝向琴弦的低音侧或高音侧调节间距,则在键架静栖墩填隙或移除材料将有助于重新定位琴弦下的键架和运转机。

键架静栖墩用螺丝拧入内缘(内框)低音侧,且静栖于键床。可以键架静栖墩块重新定位静栖的键架。
(待续)