煤矿主井多通道智能恒减速闸控系统改造
2019-09-10李丙乾
李丙乾


摘 要:本文通过对平顶山天安煤业股份有限公司八矿主井提升机原西德液压制动系统安全隐患进行分析,设计了一套多通道智能恒减速闸控系统国产化升级改造方案,利用具有三条独立恒减速安全制动回路的高性能闸控系统,对提升机控制系统的减速过程进行实时智能监控,增强了提升机的制动性能和可靠程度,提高了主提升系统的运行效率。
关键词:闸控系统;智能恒减速;多通道;制动性能
中图分类号:TD534 文献标识码:A 文章编号:1003-5168(2019)28-0080-03
Transformation of Multi-channel Intelligent
Constant Deceleration Brake Control System in Coal Mine Main Shaft
——Taking No.8 Coal Mine of Pingdingshan Tian'an Coal Industry Co., Ltd. as an Example
LI Bingqian
(Transport Area of No.8 Coal Mine of Pingdingshan Tian'an Coal Industry Co., Ltd.,Pingdingshan Henan 467000)
Abstract: Based on the analysis of the hidden danger of the main hydraulic well braking system of the main shaft hoist in No.8 Coal Mine of Pingdingshan Tian'an Coal Industry Co., Ltd., a set of multi-channel intelligent constant deceleration and brake control system was designed and upgraded, and the real-time monitoring system was implemented by using the high-performance brake control system with three independent constant deceleration safety braking circuits. The control system enhanced the braking performance and reliability of the hoist, and improved the operation efficiency of the main hoisting system.
Keywords: brake control system;intelligent constant deceleration;multi-channel;braking performance
平顶山天安煤业股份有限公司八矿(以下简称“八矿”)主井提升机液压制动系统为20世纪70年代西德老式装备,二级制动蓄力装置使用老式重锤系统,制动减速度变化大、制动过程不平稳、易产生钢丝绳打滑现象,很难满足矿井提升机对安全制动的要求。同时,液压站阀组老化严重、制动盘形闸碟形簧疲劳,存在制动力矩不足的现象,也已无法满足主井提升机对安全制动的要求,急需进行制动系统升级改造。由此,本文设计了一套多通道智能恒减速闸控系统改造方案,对原制动系统进行技术升级改造,以满足提升机对安全制动的要求。
1 恒减速制动系统概述
1.1 國内外研究现状
我国第一代和第二代恒减速制动系统分别于1991年和1994年面世,第三代恒减速液压站为1997年诞生的TE128、TE128A及其恒减速电控系统,三者都存在系统故障率高、可靠性差、调试困难等问题。第四代恒减速液压站E141于1999—2001年在冬瓜山铜矿诞生,但恒减速闭环控制功能未能实现。2010年8月,中信重工研制出了ZK143A(D)型智能恒减速电液制动系统,实现了智能恒减速功能。
国内矿井提升机盘形制动系统多数采用德国SIEMAG公司和瑞典ABB公司制造的恒减速制动系统。其中,ABB公司生产的恒减速制动液压站一般具有恒减速制动功能和恒减速制动失效转为二级制动功能。
1.2 研究方法及技术路线
主井多通道智能恒减速闸控系统升级改造,主要采用理论研究、现场分析、市场调研、技术测试等综合研究方法。通过对主井提升机液压制动系统进行需求分析,确定满足提升机制动要求的液压站额定压力、控制测速等参数,对闸控系统进行分析研究,选择合适型号的液压制动系统,进而制定出智能闸控系统升级改造方案,并组织人员进行安装调试和试运行。
2 多通道智能恒减速闸控系统的理论研究
多通道智能恒减速闸控系统是矿井提升机的关键安全控制部件,是由高性能盘形制动器、恒减速液压站等共同组成的机电液一体化、闭环控制的电液制动系统,其可以在紧急制动工况下,通过电控系统实现恒减速控制制动,同时保留了原有的恒力矩二级制动性能。
2.1 多通道智能恒减速闸控系统的结构
智能恒减速电液制动系统主要由高性能盘形制动器、恒减速液压站、恒减速电控柜、测速装置和闸检测系统共同组成。
2.1.1 盘形制动器。盘形制动器是一种新型高性能的制动器,成对分布在提升机滚筒制动盘两侧,通过内置的蝶形弹簧来产生制动力矩,在提升机运行的减速阶段提供一定的减速度,对提升机进行制动。
2.1.2 恒减速液压站。恒减速液压站主要由油箱、泵装置和各种阀组等组成,主要为盘形制动器提供可以调节的压力油,使提升机获得不同的制动力矩,使矿井提升机正常运转、调速和停车。
2.1.3 智能恒减速电气系统。智能恒减速电气系统主要由电气控制柜、提升机盘形制动器在线监控系统和辅助设备等三部分组成。电气控制柜为并柜结构,用于实现两个液压站和制动器的各种控制;智能闸监测系统用于提升机制动器上盘形闸的检测;辅助设备包括两台测速发电机、增量编码器组合和一个制动手柄,用于完成恒减速制动的速度反馈、监视提升机系统运行状态和实现系统的松闸施闸顺序控制。
2.2 多通道智能恒减速闸控系统的技术
2.2.1 多通道智能恒减速闸控系统的工作原理。提升机恒减速控制柜为恒减速电液控制系统的重要组成部分,通过PLC对液压站进行逻辑控制,完成系数运转过程中的恒减速制动、二级制动、一级制动和工作制动等功能。
恒减速电液制动系统具有减速度恒值闭环自动控制功能。在安全制动时,可以在各种载荷、速度和工况下,使提升系统按照给定的恒定减速度进行制动。在检测装置检测到实际减速度偏离给定值时,通过电液闭环制动控制系统的反馈调节和补偿作用,使其迅速减小偏差,并保持制动过程减速度恒定不变,从而达到恒减速制动的效果[1]。
2.2.2 多通道智能恒减速电控系统的制动过程。矿井提升机多通道恒减速电液制动系统可以在所有工况条件下通过恒减速制动提供可靠的安全制动。制动系统提供互相热备、完全独立的三通道恒减速制动回路,三条通道都在工作状态,任一条恒减速安全制动回路出现故障,系统其他恒减速安全制动回路仍能自动实施备用恒减速安全制动方式,确保提升机系统安全可靠停车。
安全制动过程中,当恒减速制动过程发生故障时,电气控制装置检测出实际速度超过恒减速制动范围,判定恒减速制动失效,并通过比例方向阀的位移反馈功能,迅速关闭失效恒减速相应通道,通过其他正常恒减速制动通道继续执行恒减速制动,直至提升机可靠停车[2]。当所有通道恒减速制动失效时,电气控制装置能立即转换至一级制动方式。
3 多通道智能恒减速闸控系统技术改造方案
3.1 多通道智能恒减速闸控系统设计方案
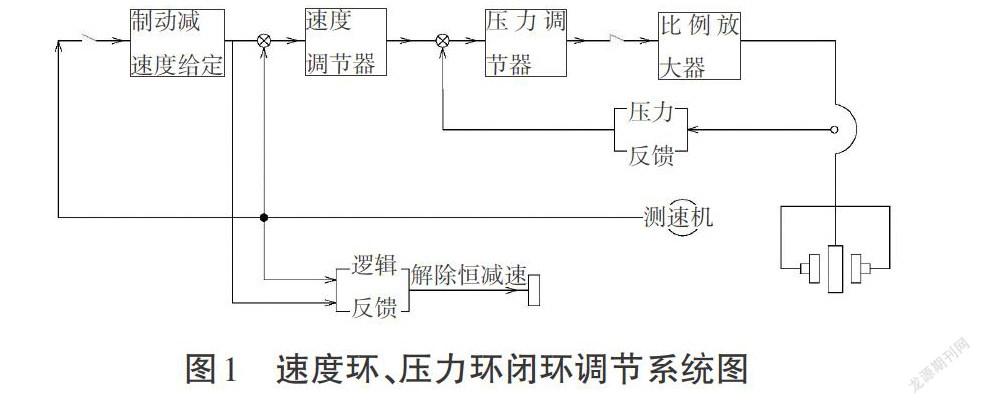
八矿主井提升机制动系统采用恒力矩液压制动系统。在进行系统改造过程中,把目前制动系统的液压站、闸腿、盘形制动器全部拆除,更换为具有智能恒减速制动功能的ZK143A(D)多通道智能恒减速闸控系统。该系统的结构如图1所示,调节系统主要为速度环、压力环闭环调节系统。
3.2 多通道智能恒减速闸控系统的安装过程
3.2.1 提升机滚筒旧闸盘的车削。由于智能闸控系统盘形闸闸瓦面积比滚筒闸盘大,因此,需要对闸盘进行车削,保证盘形闸和制动闸盘接触面积。在提升机滚筒东北侧两个地脚螺栓上焊接车刀架子,对盘形闸内圈进行车削,在车刀架子上安装砂轮,对闸盘进行磨削,保证光洁度。
3.2.2 闸腿及盘形制动器的更换。把目前在用的闸腿和盘形制动器拆除,更换为性能优良的新的闸腿和盘形制动器,主要利用车房20T天车、绳扣等工具。
3.2.3 智能恒减速液压站的更换。把目前在用的恒力矩电液系统更换为具有多通道智能恒减速功能的电液制动系统。主要利用三脚架、3T导链、Φ15mm的绳扣等工具将老液压站推出,把新液压站放置固定牢固;根据接线图纸接线、更换操作台闸把,对新液压站内部进行清洗,并加注新液压油。
3.2.4 智能闸在线监测系统安装。在对系统进行智能恒减速制动系统改造后,安装一套智能闸在线监测系统,智能闸监测系统用于对提升机制动器上盘形闸的检测。在线监测系统可实时检测并显示闸皮距闸盘间隙量、弹簧疲劳量、闸盘偏摆量、闸盘温度和制动器压力等信息。组成示意图如图2所示。
3.2.5 智能恒减速控制系统与主控系统的连接。由于新改造的制动系统具有智能恒减速控制功能和在线监测功能,控制系统在安装后,需要接入目前提升机的主控系统中,与现有的提升机主控系统配合来完成整体提升控制功能,主要包括匹配闸把和主令信号、接入主控安全回路等。
4 多通道智能恒减速闸控系统性能分析
由于恒力矩二级制动系统和智能恒减速制动系统在工作原理上存在区别,因此,对提升机进行多通道智能恒减速制动系统改造后,提升机在运行过程中的制动性能有了明显提升。
4.1 恒力矩二級制动系统制动性能
恒力矩二级制动方式控制的安全制动系统,在不同工况下(如提升和下放、重载和轻载等工况),制动减速度变化大,制动过程不平稳,安全制动过程中容易产生钢丝绳打滑现象,从而降低设备安全性能和使用寿命[3]。
4.2 多通道恒减速制动系统制动性能
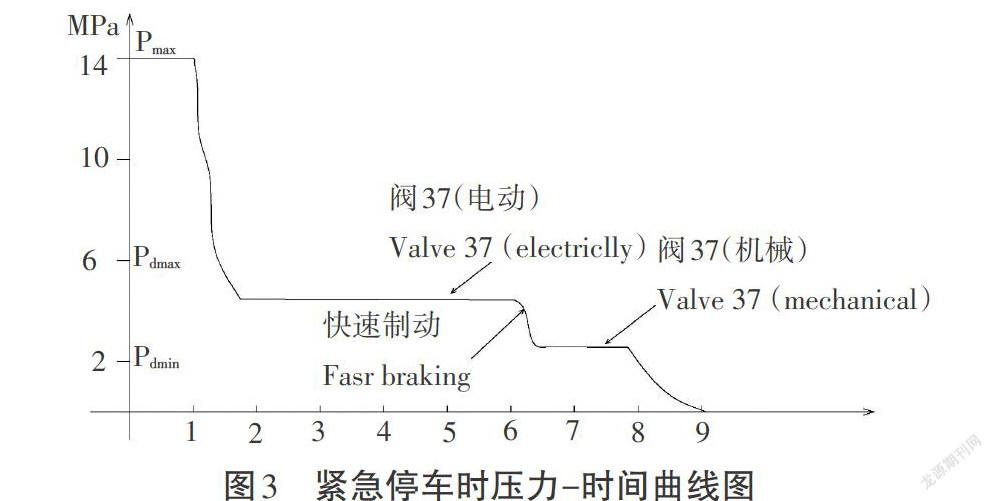
多通道恒减速可控力矩制动系统的制动力随电液比例溢流阀输入电信号的变化而变化,如图3所示。
在安全制动过程中,制动系统油压首先迅速降至[Pdmax](对应于全载上提2m/s2减速度时所需的制动转矩油压值),然后以一定斜率降低压力,一旦检测到合适的减速度,制动油压停止下降并保持恒定,此时提升机以给定的恒定制动力矩减速[4]。
4.3 多通道恒减速制动系统性能测试分析
在系统安装调试完毕后,为确保系统整体性能,需要对各项性能指标进行现场测试,以满足不同工况条件下的制动需求。主要测试项目为:液压制动系统与提升机电控系统接口信号检查,液压制动系统速度信号调试,液压制动系统安全制动调试,液压制动系统的连锁和调试。典型的制动曲线如图4所示。
通过现场对多通道智能恒减速闸控系统测试分析,检测和确定了多通道智能恒减速闸控系统的性能,最终确定制动系统所有的性能完全满足要求。智能恒减速电液制动系统已经具备工作制动、恒减速制动功能,并具备自诊断及多项保护功能,达到设计要求,可以投入正常的使用。
5 结论
通过对提升制动系统的安全隐患进行分析后,提出了一套科学合理的新型多通道智能恒减速闸控系统技术改造方案。该技术采用恒值闭环制动减速度控制方式,具有三条独立的恒减速安全制动回路,利用双测速装置对提升机控制系统的减速过程进行实时监控。经测试,其满足不同工况下的制动效果,有力保障了主井提升系统的安全运行。
参考文献:
[1]徐犇,司美丽.E141A恒减速液压站原理及应用[J].通用机械,2010(3):49-50.
[2]张利平.液压气动技术速查手册[M].北京:化学工业出版社,2007.
[3]《矿井提升机故障处理和技术改造》编委会.矿井提升机故障处理和技术改造[M].北京:机械工业出版社,2005.
[4]董玉忠,李克清,梁迎春.ST3-D型提升机液压站工作原理的分析[J].煤矿机电,2008(5):98-99.
