浅谈600MW等级锅炉氧化皮堵塞末级过热器管的处理技巧
2019-09-10张小平朱朝刚丁吉伟
张小平 朱朝刚 丁吉伟
【摘 要】公司建有三台650MW—HG-1950/25.4-YM1型锅炉,末级过热器位于折焰角上方,沿炉宽方向排列共30片管屏,入口段的管子φ44.5×8.5,材质为SA-213 T91,底部弯头及出口段的管子为φ44.5×8.5/9.5,材质为SA-213 TP347H,底部弯头采用大“R”的平底结构,在启动期间,曾发生过个别管子堵塞,壁温异常,通过加负荷、变流量等一些列操作后,堵塞的氧化皮被冲走,壁温恢复正常。
【关键词】氧化皮;末级过热器;壁温;许用应力;快速升降负荷;蒸汽扰动
1 概述
华润电力(常熟)有限公司建有三台650MW—HG-1950/25.4-YM1型锅炉,是哈尔滨锅炉厂有限責任公司利用英国三井巴布科能源公司(MB)的技术支持,进行设计、制造的。锅炉为一次中间再热,超临界压力变压运行带内置式再循环泵启动系统的本生直流锅炉,单炉膛,平平衡通风,固态排渣,全钢架,全悬吊结构,π型布置。锅炉岛为露天布置。
末级过热器的壁温计算是由计算机程序来完成数值计算的。程序根据管屏数量、单片管屏的并联管数量和结构数据、烟气温度的分布,计算管屏之间和管屏并联管之间的流量分布,再根据流量分布及烟气分布进行循环计算,最终得到各根管子的壁温数值。末级过热器的材料选取和强度核算是根据最高壁温来进行的,留有足够的裕量。
末级过热器位于折焰角上方,沿炉宽方向排列共30片管屏,管屏间距为690mm,每片管组由20根管子20根管子绕 绕而成,入口段的管子φ44.5×8.5,材质为SA-213 T91。底部弯头及出口段的管子为φ44.5×8.5/9.5,材质为SA-213 TP347H。底部弯头采用大“R”的平底结构,每片末级过热器均连接有入口及出口集箱各一只,在车间内焊接完成出厂。从φ219×40,材质为SA-335 P91的末级过热器出口集箱引出的蒸汽通过φ168×30,材质为SA-335 P91的出口连接管引至φ508×80,材质为SA-335 P91的末级过热器出口汇集集箱,并经出口汇集集箱两端引出的两根主蒸汽管道进入汽机。
2末级过热器管氧化皮堵塞实例
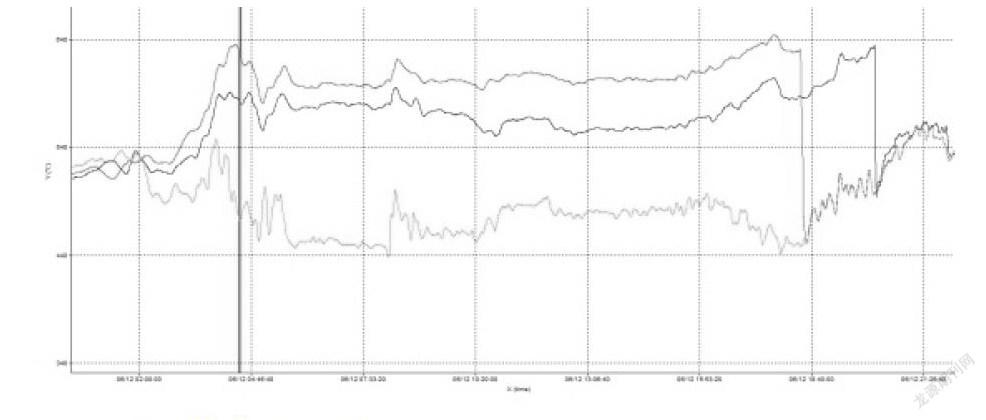
公司1号炉2017年6月11日调停检修结束后启动过程中,于6月12日凌晨2点10分左右末级过热器11-11(红色线)、22-9(蓝色线)两个测点壁温比别的的测点(绿色线)高出50度左右,11-11测点壁温绝对值更高,见下图SIS截图。

3末级过热器管堵塞原因分析
本炉型的末过蒸汽是从屏式过热器流过来的,屏过入口管节流孔最小内径为12mm,最大内径为24mm,末过管无节流孔,最小内径为27.5mm,末过内径27.5>屏过内径24,因此屏过能通过的异物末过管子依然能通过。本次启机中,屏过壁温正常,从而排除是异物飘逸,堆积在末过入口的现象。
此外,锅炉点火后13小时壁温一直正常,说明管子在此期间是畅通的,在6月12日凌晨2点10分左右突然壁温比别的管子增加50度,说明管子通流突然下降,完全符合氧化皮脱落堵管特征。
由于主汽温度参数较高,受材质高温抗氧化性能、炉膛高温烟气、受热面布置、流量分配等因素的影响,目前超临界机组的末级过热器产生高温氧化皮是不可避免的,且容易脱落。
在高温下,高温蒸汽管内的铁会和水蒸汽起发应,生成氧化铁系列如FeO、、FeO、FeO,并放出氢气。最初生成的氧化层主要是由FeO构成,这层氧化层是较为致密和富有韧性的,对金属母材起着保护作用。但当管壁内温度达560℃至570℃左右时,生成的氧化物则含有较多的FeO,该层氧化物结构较为疏松,且由于铁基体和Fe3O4 氧化物、、FeO氧化物之间热膨胀系数各不同,在温度变化范围较大时,就容易剥落,剥落的氧化皮随蒸汽流动,多数被带入汽轮机,在某些情况下会在垂直管屏的U形弯头底部沉积,阻碍蒸汽流动,当锅炉燃烧不稳,热负荷波动较大时,管子壁温温度变化过大,因氧化皮层和锅炉管母材的热膨胀系数不同,导致氧化皮层开裂,则瞬时大面积脱落,管内蒸汽来不及带走(管子进出口两端部压差只有0.3MPa,从底部弯头至末过管子出口垂直高度为13~14米)脱落的氧化皮堵塞在弯头处,严重时会引起炉管内流量减少而过热爆管。
4测点显示值复合及强度校核
在2017年6月12日凌晨4点28分左右对11-11测点热电偶进行检查,未发现测温电阻有异常。壁温偏差仍为30-50℃,可以证明上述两个测点显示值是真实有效。
因为上述两个测点的壁温均超过报警值,因此需要确定此时末级过热器运行的临界参数,以防止末过由于强度不足而瞬时爆破。
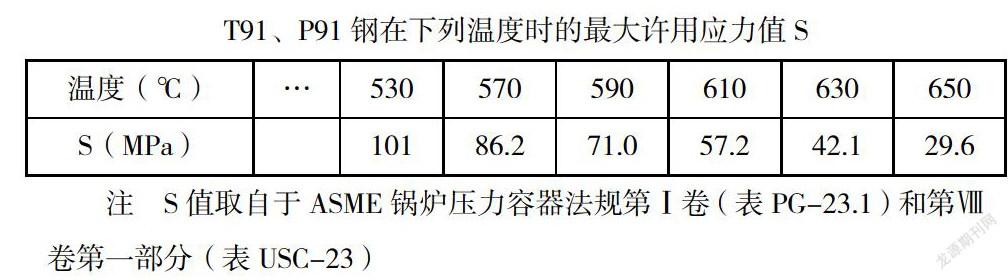
查找锅炉厂提供的《小口径管强度计算汇总表》,得知安装壁温测点处末级过热器的设计情况为:材质SA-213T91,规格44.5×9.5,设计温度为600℃,压力为28.4MPa,最小壁厚为8.21。由表1
注 S值取自于ASME锅炉压力容器法规第Ⅰ卷(表PG-23.1)和第Ⅷ卷第一部分(表USC-23)
为便于运行操作,现对末过管子650℃时的运行参数进行校核:
参照公式1
公式1:[p]=2ψ[σ]δ/D+δ
查询表1得知:S=29.6 MPa,则σ=29.6,ψ=1,δ=9.5,D=25.5,
则:[p]=(2×1×29.6×9.5)÷(25.5+9.5)=16.07≈16.1
因此,末过管子在氧化皮没吹通之前,最高温度不得超过650℃,运行压力最高不超过16.1MPa。
5 氧化皮堵塞末级过热器管处理
5.1利用PCV阀启闭进行过热器压力波动
2017年6月12日早上8点利用PCV阀启闭进行过热器压力波动干涉,但没有效果.
5.2利用安全阀及PCV阀启闭进行过热器压力波动
2017年6月12日下午3点10分左右,利用人工同时微启过热器6个安全阀以及PCV阀多次,未产生效果。
5.3通过升负荷,增大蒸汽流量
2017年6月12日,16:30开始升负荷,随着负荷的升高,超温壁温一直在增加,11-11测点达到峰值640℃时(17:43,348MW),开始下降至630℃(18:00,336MW)持续23分钟左右,18:23时,突然由629下降到455℃,此时负荷339MW.
随后,继续缓慢升负荷,22-9测点温度由587缓慢上升至634℃峰值,突然下降到495℃,此时负荷437MW.
2017年6月12日20:13,两个超温测点恢复正常,机组正常投AGC调节。
6结论
6.1材质为SA-213 TP347H的末过管子容易产生氧化皮,且在启炉过程中(点火不超过24小时期间)氧化皮极易集中脱落堵塞管子,启炉过程中需加强壁温测点观测,条件允许情况下,可每根管子加装壁温测点。
6.2当确定氧化皮堵塞末过管子后,不能急着升负荷及提高主汽压力,需要根据相关资料计算出管子安全的运行参数,防止瞬时过热爆管。
6.3可通过快速变动蒸汽流量、压力等手段,如快速升降负荷,将堆积的氧化皮冲走。
6.4仅靠微启安全阀,一般无法冲走堵塞末过管子的氧化皮,因存在安全风险,不建议将安全阀全启来增加蒸汽流量、压力扰动。
6.5通过采取大流量低参数升负荷,是最有效的带走堆积的氧化皮方法。
6.6如果采取快速升降负荷、及大流量低参数升负荷等手段任然无法将氧化皮冲走,则可考虑发电机解列,开旁路进行吹扫。
6.7如果上述手段任然无法将堆积的氧化皮冲走,这种情况很少见,则建议停炉清理,虽然会影响电厂经济性,但无论时间还是检修成本均远远低于锅炉爆管。
参考文献:
[1] 陈慧琴,陈欣,王浩然,常熟3#综合改造小口径管强度计算汇总表(F0330XJ001K503),哈尔滨锅炉厂有限责任公司
[2] 姜求志,王金瑞等,火力发电厂金属材料手册,中国电力出版社
[3] 李立人等,水管锅炉 第四部分:受压元件强度计算(GB/T 16507.4-2013),中华人民共和国国家质量监督检验检疫总局、中國国家标准化管理委员会
(作者单位:华润电力(常熟)有限公司)
