漆膜厚度对绝缘漆耐冷热冲击性能影响的研究
2019-09-10王强周迪生覃化彦
王强 周迪生 覃化彦



【摘 要】浸漆工序为发电机定子制作过程中的关键特殊工序,绝缘漆漆膜厚度是浸漆工序的重要指标,对整体漆膜的耐冷热冲击性能将产生直接影响。受电机定子支架结构影响,浸漆后在支架拐角处容易发生绝缘漆堆积,从而导致绝缘漆厚度较厚,漆膜容易发生开裂。本文通过模拟定子浸漆制作不同绝缘漆漆膜厚度的试板(漆膜厚度1000μm、2000μm、3000μm),并检测其耐冷热冲击的性能,来检测厚度对绝缘漆耐冷热冲击性能的影响,并以此评价目前定子对表面漆膜厚度要求的合理性。
【关键词】发电机;绝缘漆;漆膜厚度
前言
发电机主要分定子、转子、轴系总成三大部分。其中定子制作工序中的浸漆工序为关键特殊工序,绝缘漆的厚度将对最终定子漆膜厚度及耐冷热冲击性能产生直接影响。
受浸漆方式及产品结构影响,定子绝缘漆漆膜厚度不均匀,为了保证最终定子漆膜厚度符合要求,浸漆后要对绝缘漆漆膜进行打磨,直至其厚度满足下道涂层的施工工艺要求。本文通过制作不同漆膜厚度的试件(模拟实际定子涂层体系及漆膜厚度要求,仅绝缘漆厚度不同,其余涂层按照技术要求喷涂)进行冷热冲击试验。此次验证结果对各类发电机定子浸漆后漆膜厚度标准的制定具有一定的参考意义,并为浸漆后表面处理方案的制定提供理论依据。
1.试验过程
1.1 试板准备
1.1.1 试板基材及结构形式
试板基板材质为Q345D,热轧钢板,板厚5mm。
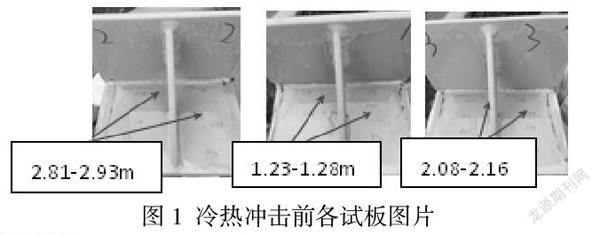
试板为L型试板,见下图1。
1.2试板制备过程
1.2.1 試板制做:火焰切割下料,焊接制作。
1.2.1 各试板表面处理
各试板基板应满足下列要求:
焊接完成后,使用动力工具(砂轮机、角磨机等)清理焊缝表面焊渣及飞溅。涂装前,试件表面按《GB/T 8923-1998涂装前钢材表面锈蚀等级和除锈等级》 [1]进行喷砂除锈,除锈等级达到Sa2½ 级。灰尘度按照《ISO8502-3钢板表面清洁度测试方法-灰尘度》[2]进行检测,灰尘度不超过2级。粗糙度按《GB/T 13288-1991涂装前钢材表面粗糙度等级的评定》[3]进行评定,达到Rz60µm~100µm或符合ISO粗糙度比较板规定的“中等(G)”级别。
各试板基板经表面处理后的除锈等级为Sa2½级,灰尘度为2级,粗糙度约为100µm~120µm。由于制样时喷砂设备喷砂压力无法调节、钢砂不方便更换,各试板的粗糙度偏大(与实际产品基本一致),给与让步放行。由于喷砂压力较大、试板不易固定等原因,试板一产生轻微变形。
1.3各试板油漆及绝缘漆系统
各试板油漆及绝缘漆系统如下表1,其中绝缘漆为不饱和聚酯亚胺绝缘漆或者环氧改性不饱和聚酯绝缘漆。
油漆固化后,按照《ISO2808涂料和清漆 漆膜厚度的测定》[4]中7C方法进行漆膜厚度测定。由于绝缘漆涂刷为手工操作(温度约25℃),漆膜厚度不易控制,试板的实际绝缘漆厚度与表1存在一定的差异,如表2。
2试验检测和结果
各试板的冷热冲击检测方法如下:
图1 冷热冲击前各试板图片
1)试验要求
——冷-热冲击温度:高温150℃±3℃,低温-55℃±3℃,冷热温差205℃±6℃。
——冷-热介质:空气。
——冷-热冲击周期:12个周期;每个周期8h(高、低温分别为4h);温度转换时间不超过3min。
2)试验设备
——高/低温试验箱。
3)考核内容
——外观:每个周期应检查试板外观,若有明显变化则停止后续试验。
1#试板漆膜厚度为2.81-2.93mm,2#试板漆膜厚度为1.23-1.28mm,3#试板漆膜厚度为2.08-2.16mm。整个实验过程中,试板外观无明显变化。冷热冲击试验后,1#和3#试板平面出现裂纹,2#试板未见裂纹(如图2)。
图2 冷热冲击后各试板图片
3 结论
通过以上冷热冲击试验,可得出如下结论:
若普通钢板经表面处理后,到达第1.2.1项要求的表面质量,进行第1.3项油漆喷涂,防腐层控制绝缘漆厚度低于1200μm时(底漆、中间漆和绝缘漆三层漆膜总厚度),仍能通过严苛的高低温冷热冲击试验而不开裂。因此,如有类似的涂层体系,在不考虑其余性能要求的前提下,漆膜总厚度1200μm以下不用担心受冷热冲击而开裂。
参考文献:
[1] GB/T 8923-1998,涂装前钢材表面锈蚀等级和除锈等级.
[2] ISO8502-3钢板表面清洁度测试方法-灰尘度.
[3] GB/T 13288-1991涂装前钢材表面粗糙度等级的评定.
[4] ISO2808涂料和清漆 漆膜厚度的测定.
作者简介:
王强,男,主要从事发电机供应商质量管理工作。
(作者单位:江苏中车电机有限公司)
