全水稻发酵生产食用酒精工艺研究
2019-09-10徐树峰李秀荣吴杨
徐树峰 李秀荣 吴杨
摘要:水稻储量巨大,可是其特性之一却是不易保存,极易产生米质“陈化”和发霉变质。目前在我国燃料乙醇工厂已经开始尝试用陈化水稻生产燃料乙醇,并取得了一定进展,主要开发出了水稻脱壳粉碎后与玉米粉混合发酵和水稻全粉碎发酵两种工艺。另外,近年来也有一些其他水稻制备燃料乙醇工艺方法不断地被提出并进行基础实验与小试实验。本文就全水稻发酵生产食用酒精工艺展开探讨。
关键词:全水稻;食用酒精;同步糖化发酵
1燃料乙醇发展现状
我国生物燃料乙醇产业发展于“十五”初期,經历了初步试点、稳步发展和非粮乙醇发展阶段。主要政策是指定几个省以封闭的方式使用E10乙醇汽油(即添加10%乙醇的汽油)。截至目前,中国生物燃料乙醇年消费量接近260万吨,日前,国家发展改革委、国家能源局、财政部等15个部门联合发布了《扩大生物燃料乙醇生产、推广车用乙醇汽油实施方案》。根据计划,到2020年,中国将在全国范围内推广车用乙醇汽油,基本实现全覆盖;到2025年,纤维素乙醇将大规模生产,先进的生物液体燃料技术、设备和产业整体达到国际先进水平。研究表明,乙醇汽油能有效减少碳氢化合物、碳氧化物、苯和颗粒物对环境的污染。E10乙醇汽油可减少9.7%的甲烷排放、36%的一氧化碳排放、39%的苯污染物排放和39%的气溶胶排放。在全国推广使用燃料乙醇是大势所趋。
2材料与方法
2.1材料与试剂
陈化水稻:来自中央储备粮惠州直属库;玉米:来自国家临储库;液化酶(15万U/g):山东隆科特酶制剂有限公司;糖化酶(26万U/g):杰能科(中国)生物工程有限公司;尿素:陕西渭河重化工有限责任公司;酸性蛋白酶(10万U/g):山东隆大生物工程有限公司;安菌泰:柳州龙泰科技有限公司;超级酿酒高活性干酵母:安琪酵母股份有限公司。葡萄糖:天津市致远化学试剂有限公司;盐酸:西陇科学股份有限公司;硫酸:成都市科龙化工试剂厂;氢氧化钠、次甲基蓝指示剂、酚酞指示剂:天津市光复科技发展有限公司;斐林试剂:天津市恒兴化学试剂制造有限公司。所有试剂均为分析纯。
2.2实验设备
分析天平:梅特勒AL204,PL-2002pH计:上海精密PHS-3C生物显微镜:上海精密XSP-8C高效液相色谱:美国戴安U-300
2.3方法
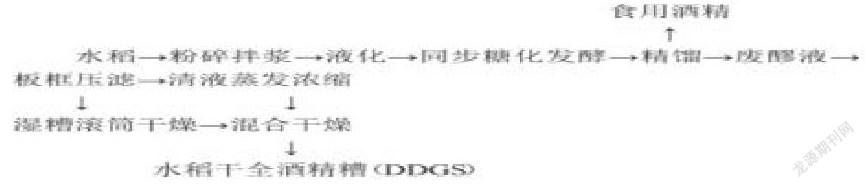
(1)水稻发酵生产食用酒精的工艺流程及操作要点。
操作要点:粉碎拌浆:水稻原料用筛网孔径为1.8mm的粉碎机进行粉碎,水稻粉和一次工艺水按1∶2.0(g∶mL)的料水比拌浆,控制粉浆干物质含量28%~30%。液化:调节粉浆pH为5.60左右,添加液化酶(0.10kg/t水稻粉),在粉浆罐预热至82~84℃,然后进行喷射液化(95~97℃),再经过液化闪蒸后进入液化罐(87~89℃,2h),取样做碘试,醪液呈棕红色即液化结束,液化结束经换热器降温至28~32℃,得到水稻液化醪。同步糖化发酵:液化醪调节pH至4.40~4.60,添加糖化酶(1.10kg/t水稻粉)、尿素(1.30kg/t水稻粉)、酸性蛋白酶[10-13](0.05kg/t水稻粉)和安菌泰杀菌剂(5mg/kg),最后按20%接种量添加酒母醪(水稻液化醪用一次工艺水稀释至16~20°Bx,pH调节值3.8~4.0,添加糖化酶(1.10kg/t水稻粉)、尿素(1.30kg/t水稻粉)、安菌泰杀菌剂(5mg/kg)和2‰超级酿酒高活性干酵母,在29℃条件下培养至酵母数≥2亿/mL)后进入发酵罐,发酵0~8h控制温度28.0~30.0℃,8h后温度控制32.5~33.5℃,发酵至60h结束,得到水稻发酵成熟醪。精馏:成熟醪经预热后(55~62℃)进入粗塔蒸馏(塔底温度75~85℃,塔顶温度60~70℃),然后进入精馏塔(塔底温度112~124℃,塔顶温度86~95℃),再经过脱甲醇、杂醇油萃取后即可得到成品食用酒精。精馏提取酒精产品后,得到水稻废醪液,经板框压滤机分离(进料时间1.0~1.5h,压榨时间20~30min),得到清液和湿糟,清液经蒸发浓缩塔得到浓缩物湿糟经滚筒干燥后再与清液浓缩物混合进入管束干燥机干燥,即可得到水稻干全酒精糟(distillersdriedgrainswithsoluble,DDGS)成品。(2)分析检测。淀粉含量测定:按照GB/T5009.9—2016《食品中淀粉的测定》中的方法;水分、粗脂肪、粗纤维、蛋白质含量测定:按照GB/T18868—2002《饲料中水分、粗蛋白质、粗纤维、粗脂肪、赖氨酸、蛋氨酸快速测定》中的方法;残糖含量测定:按照斐林试剂法;外观糖度、酒精度、挥发酸、酸度等指标测定按照酒精厂常规分析测定方法。
残淀粉含量=(残总糖-过滤总糖)×0.9
残糊精含量=(过滤总糖-还原糖)×0.9
3水稻生产燃料乙醇优化建议
具体内容如下:(1)米浆固体含量高,粘度低于玉米浆,沉降速度快。如果按照传统的玉米燃料乙醇工艺进行螺旋离心机的卸料,离心机将被堵塞。转速应逐步调整以适应水稻生产过程。(2)酒糟饲料中粗纤维和灰分含量高,对管道和设备造成很大磨损。有必要加强原材料的预处理,以去除杂质水平,加强管道易磨损点或采用其他高强度材料制成的管道。(3)稻壳富含纤维素、木质素和二氧化硅,其中脂肪和蛋白质含量相对较低。如何利用大米将成为未来陈米生产燃料乙醇的突破口。目前,已经尝试通过米粉的水解和发酵来制备燃料乙醇。(4)脱壳后大米与玉米粉混合时,随着大米混合比例的增加,发酵液含量不断降低。如何驯化使大米发酵成高酒精度的酵母将是技术重点。
结论
本文通过以陈化水稻全粉碎生产乙醇,发酵罐放大试验,说明陈化水稻全粉碎发酵生产乙醇是可行的,相对于其他原料,纯大米淀粉含量高,蛋白含量也高,容易破碎,适合发酵生产乙醇。
参考文献:
[1]刘劲松.玉米与陈化水稻共发酵生产燃料乙醇的研究[J].酿酒,2015.
[2]刘珍环.近30年中国水稻种植区域与产量时空变化分析[J].地理学报,2016,68(5).
