人工神经网络预测轧制力在铜带冷轧机中的应用
2019-09-10夏宇苏旭涛
夏宇 苏旭涛
人工神经网络预测轧制力在铜带冷轧机中的应用
夏宇,苏旭涛
(中国重型机械研究院股份公司,陕西 西安 710032)
摘 要:传统轧制力计算公式在铜带冷轧轧制力预报中面临计算精度不足的问题,人工神经网络技术提供了一个崭新的工具。BP神经网络应用广泛,且包含多种算法,本文利用多种算法的BP网络对中国重型机械研究院股份公司设计的安徽楚江600mm四辊铜带冷轧机轧制压力进行了预报,结果显示traincgf算法总体误差较小,效果良好。
关键词:轧制力;铜带;神经网络;traincgf
中图分类号:TG333 文献标识码:A 文章编号:2096-4706(2019)08-0175-03
Abstract:Traditional rolling models can not give satisfied results in calculating the cold rolling force of copper strip.The technology of artificial neural networks has been provided as a new tool.At present,BP neural network is widely used,and has many algorithms. The rolling force of Anhui Chujiang 600mm Four-high strip cold rolling mill designed by China National Heavy Machinery Research Institute Co.,Ltd. is predicted by the various algorithms of BP network and the results show that the overall error of the traincgf algorithm is small and the effect is good.
Keywords:rolling force;copper strip;neural network;traincgf
0 引 言
轧制力、能耗、轧制力矩等力能参数模型是冷轧中控制计算的基础,而轧制力模型是计算力能参数模型的基础,在提高冷轧精度和降低生产成本方面,具有相当重要的意义。
神经网络是近二十年随着计算机行业高速进步而发展起来的模拟大脑生物过程因而具有人工智能的系统,是由大量的非线性单元连接而成的网络,具有高精度和非线性的特点,只需根据给出的学习样本,不需众多轧制理论的假设,就可建立非线性输入输出映射关系,从控制的角度来看,金属冷轧过程具有典型的多变量和非线性的特征。神经网络在解决非线性结构性问题上显示了突出的优点,它是解决这类问题的强有力的工具。
1 问题的提出
人工神经网络对处理大规模原始数据而无法用规则或公式描述的问题,体现出很好的灵活性和自适应性。
铜带冷轧轧制力计算在以上两方面都符合适用人工神经网络处理的条件:一方面,虽然理论界提出了大量数学模型和经验公式来描述冷轧过程,但这些理论公式主要针对黑色金属进行研究,而对以铜合金为代表的有色金属,其中的关键参数如工作辊与轧材之间的摩擦系数和材料强制屈服极限难以予以精确的测定。经过验证,这些大量应用于黑色金属轧制的理论公式只有在润滑条件清晰的道次计算误差较小,而润滑条件不清、屈服强度不明的道次误差极大,这说明这些前人总结的模型对铜带冷轧过程的描述是有比较大的缺陷的。另一方面,通过生产实践积累了大量的实际数据,这些数据需要通过适当的方法加以筛选和处理,提取出高价值的细节,这部分工作通过人工是难以完成,而对人工神经网络来说,却是它的强项。人工神经网络具有高精度和非线性的特点,只需根据给出的学习样本,不需众多轧制理论的假设,就可建立非线性輸入输出映射关系,从控制的角度来看,金属冷轧过程具有典型的多变量和非线性的特征。神经网络在解决非线性结构性问题上显示了突出的优点,它是解决这类问题的强有力的工具。
在本文论述的安徽楚江600mm四辊铜带冷轧机轧制力计算就出现了上述问题,在目前应用于冷轧自动控制的轧制力模型中,由于需要简化建模,不得不引入若干的假设,导致这些轧制力模型预报精度较低,无法满足现代企业对高品质铜带生产的需要。即使在生产中采取有限元技术和自适应技术,精度依然难以满足需要。通过对100组样本数据的计算,传统三大冷轧理论计算公式采里科夫公式、斯通公式、希尔公式中误差最小的希尔公式总体平均误差也达到12.7%,单道次最大误差达到23.3%。过大的轧制力计算误差对现场的厚度控制及板型控制产生了极为不利的影响。
2 计算方法
MATLAB是美国Mathworks公司发行的一套数值计算软件,软件中包括了大量工具箱,可通过修改其内置的源程序构成新的工具箱,避免了繁琐的子程序编程任务。
为了提高预测精度,最有效的实施方案不是用神经网络直接预测轧制力,而是将神经网络和传统的数学模型相结合,以发挥各自的特长。解决提高单独使用传统计算公式精度和直接使用BP神经网络预测轧制力在学习样本和测试样本的输入数据有一些偏差情况下预测精度不佳的问题。
这个方法的思想是利用经过优化的轧制力数学模型预测轧制力主值,利用BP神经网络预测轧制力的偏差,综合两者作为轧制力的预测值。这种数学模型与神经网络相结合的方法充分利用了两者的优点:(1)理论计算公式具有坚实的理论依据,能够反映出轧制力变化的主要趋势,特别是经过优化后的计算公式,在各种输入数据条件下都具有较好的预测精度,因此用来预测轧制力的主值;(2)BP神经网络容易反映各种干扰因素对轧制力的影响,适合用来纠正轧制力的偏差。
将以上两个优点相结合,可以达到优于单独使用任何一种方式的效果。在实际使用上,考虑到现有轧机控制系统的改造和软件维护,完全抛弃数学模型另起炉灶未必是最好的选择。因而,从两方面同时入手,即一方面优化理论计算公式,预测轧制力主值,另一方面辅以BP神经网络为其纠正偏差,这样做的好处是对现有控制系统改动小,技术难度和风险也小。根据以上思路,开发了乘法纠偏网络。由于本文轧机本身的因素,数值大小比较稳定,包括轧辊辊系与机架之间的摩擦力,工作辊弯辊力的影响等,这部分因素影响较小。
乘法纠偏网络的数学表达式如下:Pm=P*X
式中:Pm为轧制力的主值,由经过优化的轧制力数学模型预测;P为轧制力的实测值;X为轧制力的偏差系数。
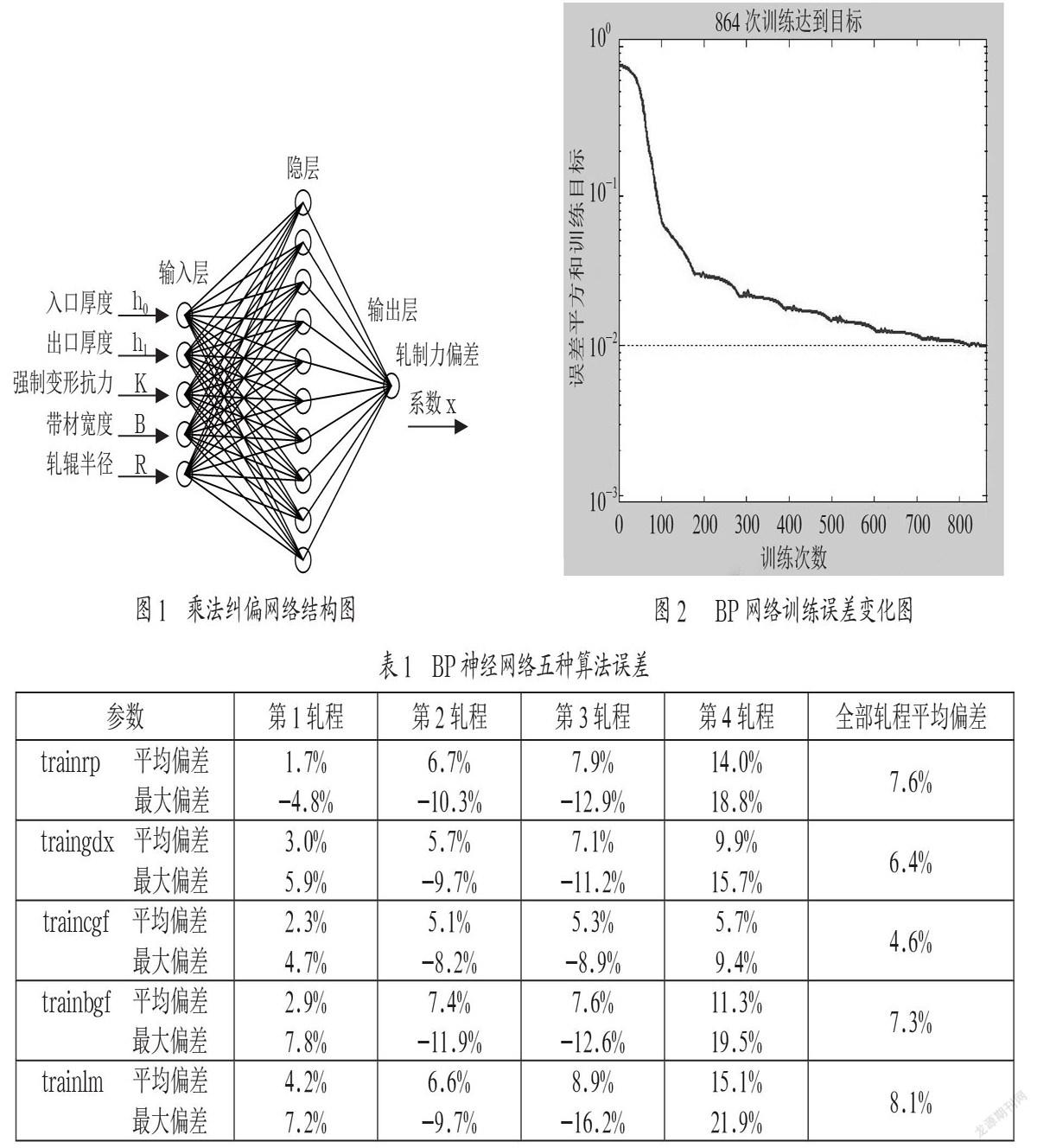
图1 乘法纠偏网络结构图
本节中的乘法纠偏BP神经网络采用三层结构:输入层节点数为5,隐含层节点数为10,输出层节点数为1,输入层到隐含层的激活函数选用logsig对数函数,隐含层到输出层的激活函数选用pureline线性函数,建好的乘法纠偏网络结构如图1所示。
3 计算结果
本文的样本数据来源于安徽楚江600mm四辊铜带粗轧机四个轧程工艺数据,预先对轧制工艺数据进行筛选,使BP网络输入层只包含强制屈服极限、入口厚度、出口厚度、铜带宽度、轧辊半径这五个输入条件也是对研究对象影响最大的因素,排除掉其他干扰因素之后,输出层只包含本文的研究对象即轧制力。通过对轧制工艺数据的学习来对以外的工艺样本数据进行预报,BP神经网络预测轧制力与实测轧制力的误差如表1所示。从表1可以看出,traincgf平均误差最小,平均误差为4.6%,最大的道次误差为9.4%,均显著小于理论公式的计算误差。
图2为traincgf算法的BP網络训练误差变化图,从图2中可以看出,训练次数在864次时达到了预先设定目标,BP网络训练性能曲线趋势下降很快,整体比较平缓,没有明显起伏。
4 结 论
将BP神经网络中的几种算法应用于轧制工艺数据,五种算法的平均误差差距不大,都在5%到10%之间,其中traincgf算法的误差最小,在本文铜轧机4个轧程中的最大偏差为0.094,平均偏差为0.046,显著小于广泛使用的理论公式计算误差,且回归曲线证明跟踪能力优秀。BP乘法纠偏神经网络反映的偏差值与轧制力的大小相关,主要反映了对轧制力公式中的各项相关参数的修正,包括摩擦系数,强制屈服极限等,这部分因素占主导,则其计算误差较小,应用于铜带冷轧机轧制力预报可以取得良好的效果。
参考文献:
[1] 马锐.人工神经网络原理 [M].北京:机械工业出版社,2014.
[2] 谢东钢,高林林.我国冷轧板带材生产技术现状及发展方向 [J].重型机械,2011(4):2-6.
[3] 杨景明,窦富萍,周涛,等.基于MATLAB和VB神经网络在轧制力预报中的应用 [J].冶金设备,2006(5):13-16+ 29.
[4] 周品.MATLAB神经网络设计与应用 [M].北京:清华大学出版社,2013.
作者简介:夏宇(1981.07-),男,汉族,四川泸州人,在职研究生,高级工程师,研究方向:板带轧制设备的研究、开发和推广;苏旭涛(1985.09-),男,汉族,河北邯郸人,工程师,硕士研究生,研究方向:板带轧制设备的研究、开发和推广。
