当前小口径钢管电焊焊接技术中存在问题和解决策略研究
2019-09-10韩晓旭
韩晓旭
摘要:在本次研究中我们针对小口径合金耐热钢管焊接过程中出现的问题进行分析,并且能够从操作技术层面对产生缺陷的原因进行深入的分析,提出防止问题产生的有效措施,并采用有效的焊接工艺和技术,以减少在焊接过程中存在的缺陷問题。
关键词:小口径;钢管;电焊;焊接技术;问题;策略
一、焊接分析
近年来,随着钢管生产制造技术的发展逐渐呈现大型化,高容量,一些小口径耐热钢管能够实际运用于耐高温,耐高压的设备中,在油田企业中也大量使用了钢管,由于部分合金耐热钢材料中含有较高的合金元素,而相反,焊接性能较差,在制造时很容易出现焊接缺陷,给企业带来繁重的返工工作量,同时也会影响产品质量。因此在本次研究中,我们针对一些小口径的钢管电焊焊接过程中出现的缺陷问题进行深入的分析和检验,以获取优化的操作工艺。在我们所使用的油田输送管道中大量使用了低于60mm的合金钢材料,这些材料经过评定能够达到合格状态,但在实际制造时部分产品在电焊焊接过程中出现了裂缝,以及各种夹渣问题,据报道存在90%以上的缺陷位置出现12点钟左右区域,一次焊接成功的概率仅为80%由于制造周期问题以及焊接材料等因素的影响,在焊接过程中可选择的余地较小,只有通过技术改造才能够改善焊接存在的问题。我们常见到的焊接钢管型号包括钢102,10CRM910由于这种材料存在的铬、铂等元素,因而使得整体奥氏体稳定性强,很难分解,在较低温状态下才可以出现马氏体的转变,而正是由于这种原因导致在焊接过程中很容易产生淬硬组织,导致接头处存在一定的脆性,降低了抗裂性能。相对来说,在评定焊接工艺时由于钢管处于自由状态,在实际运用时会使接头两端处于限制状态,其所承受的焊接应力较大,因此有很大的冷和热裂倾向。由于这种耐热钢所含合金元素比较多,而熔融金属的流动性能相对较低,在钢管焊接时存在熔渣,一旦工作人员操作不当还可能会导致大量的夹渣产生
二、焊接过程中存在的问题及解决措施
在焊接过程中存在下列问题:对于焊接过程中可能会导致出现裂纹,通过晶相分析我们认为是一种沿晶裂纹,而且成为热裂纹的可能性比较大,而针对焊接过程中产生的夹渣问题,这主要是与工作人员对于焊件熟悉度以及操作技术有一定的联系,因此需要高度重视。对于焊接过程中产生裂纹进行深入的原因分析,从上述焊接顺序及装配焊来看,12点钟的方向以及该方向周围是装配焊段以及收弧点。由于在焊接过程中很容易产生较多的熔渣,因而12点钟的区域范围成为应力最大且产生杂质最多的区域,而产品管子在对接过程中产生的焊缝裂纹以及夹渣也主要是在这个区域产生的,因此我们可以发现该区域是装配焊和焊缝收弧处,很容易导致在焊接过程中出现浮抗裂纹和焊接裂纹。由于在开展施焊时多次进行引弧和熄弧,而使得12点钟的区域范围成为夹渣的聚集地,从焊接的结构和顺序上来看,该区域存在严重的集中应力,焊缝一次合格率达到80%,从这一检验合格率情况来看我们发现存在热裂纹的现象较多,而这种问题主要是与焊接工作人员的操作技术直接相关。
从解决措施上,为了能够解决在焊接过程中存在的问题,减少产生热烈纹的问题我们需要从焊接应力和低熔点共晶物这两个角度进行出发,在焊接过程中,作为工作人员需要采取有效措施。首先,在焊接时,应当对焊缝的形状系数进行严格的控制,选择恰当的焊接电流和速度完成焊接熔池,能够使熔池形状控制在椭圆形的范围内,适当提高形状系数。其次,需要对焊接坡口组间隙进行有效控制,使其间隙能够控制在2mm的范围内,避免出现强制的装配焊接问题,每次完成熄弧时,需要将电弧引到坡口处,将弧坑进行填满避免焊缝产生弧抗裂纹,用砂纸轻轻打磨熄弧处,减少杂质的聚集。最后工作人员在进行装配焊缝时需要暂停焊接,需要去除装配焊缝,可以采用打磨的方式,主要是能够释放一定的焊接应力,其次可以除去在装配焊缝中存在的不良因素影响。而针对操作技术情况上来看,在六点钟的位置处于仰位,焊缝熔滴下挂,如果操作人员不当操作可能会导致出现内侧焊缝内凹,因此在开展焊接时,需要选用电流的上限值,利用电弧吹力将其托住熔滴使其成型,避免焊缝出现内凹。从六点至九点钟的位置,焊缝处于仰位向立位过渡的关键,其熔滴下挂,如果不正当操作,也可能会使内侧焊装内凹,因此在操作时也需要采用电流上限制,充分利用弧电流来调节熔池形状,采用电弧吹力拖住熔滴完成成型,焊缝避免出现内凹的问题。在12点钟和其他周边附近位置,此时还正处于平位状态,熔滴下挂之后内测的焊缝也很容易下挂,并产生焊瘤,因此在操作时需要采用电流的下限值,充分利用维弧电流,调节形状,利用熔滴重力完成成型,为焊缝避免出现焊瘤。
三、焊接工作的检验
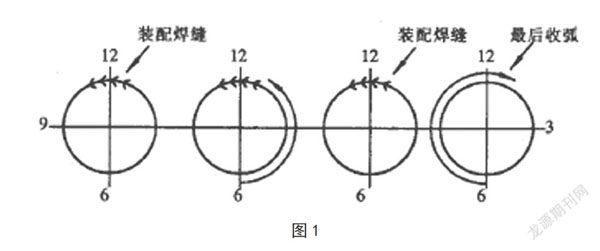
根据分析,我们可以采取下列措施,比如可以适当将焊接电流降至110安培,将装配焊处于12点钟位置时,其装配焊的位置、长度保持不变。而焊接顺序如图1所示。
需要按照上述的操作技术要求完成焊接,通过实践我们发现当工作人员对焊口进行焊接时,没有发现缺陷,同时对员工进行技术培训,从后期结果发现经过培训之后,在焊缝探伤结果上合格率可以达到98%。
四、小结
由于小口径的耐热钢含有多种合金元素,如果工作人员不合理操作,则会导致焊接时出现各种问题,需要采取有效措施,减少杂质的聚集以及释放应力,提升焊接质量。作为工作人员需要掌握焊接技术,在焊接过程中焊缝形状系数,电弧熄弧技术是完成良好焊接的关键。可以采用小口径的合金钢管焊接技术完成焊接,以减少焊接间题的产生
参考文献:
[1]李艳波.油田小口径钢管自动焊接生产工艺研究[J].油气田地面工程,2017(8).
[2]张玉芝,李建军,刘光云.油气管线站场用小口径管线钢管焊接工艺研究[J].焊接技术,2005,34(s1):9-10.
