低冲球墨铸铁件电机端盖造型工艺
2019-09-10夏奇兵邵涛
夏奇兵 邵涛

摘 要:为开发出合格的电机端盖低冲球墨铸铁件,主轴孔和外法兰需做磁粉探伤和射线探伤要求铸件内外质量要求按照标准DIN 1690-S2-RV3的质量等级-不予许裂纹(R:射线照相探伤法)。设计了底注式大孔径进水,配合冷铁、冒口铸造工艺。利用凝固模拟软件对设计工艺进行验证、优化。解决了试制过程中的热节部位缩松、渣缺陷、冷隔问题,最终铸件开发取得了成功。
关键词:端盖;球铁低冲;射线探伤RV3
1、铸件结构特点
端蓋铸件平均模数约为1.0CM,属于薄璧铸件,由右图三维可知,铸件外法兰壁厚较厚为52mm模数约为2.5cm,中间轴孔位置厚度为48mm模数约为2.5cM,其余侧壁型腔在10~16mm之间;铸件壁厚分布不均与,热节分布较为复杂构成了铸造工艺难点[1]。
2、初步工艺设计
工艺难点:铸件表面不能存在裂纹、渣缺陷以满足磁粉探伤要求;中间轴孔模数较低且四周无补缩通道,容易形成缩松缺陷;铸件热节不能有缩松显示以满足射线探伤要求。
造型工艺分析:为了方便组芯合箱,便于以后批量投产采用整体下芯,平做平浇工艺。优点是大法兰盘向上,利于型腔排气,可以减少渣、气滞留减少缺陷风险;缺点是泥芯芯头较小虽然可以通过中间轴孔、两个侧面方窗形成芯头,但是泥芯稳定性较差容易形成泥芯倾斜造成尺寸不合,同时为满足技术协议要求,我公司对铸件结构进行摸索排查,初步拟定采用低温快浇配合冷铁以及保温冒口解决铸件缩松问题。
3、试验方案
3.1端盖是公司新投产品,铸件轮廓尺寸:898*780*256mm,重量:156Kg。
3.2材质:EN 1563-GJS-400-18-LT[2],性能要求见下表:
3.3探伤要求:铸件内外质量要求按照DIN 1690-S2-RV3的质量等级——不允许有裂纹。(R:射线照相探伤法)。
3.4采用两种工艺对比,在两种工艺的基础上进行优化;通过不同进流位置确定最终工艺方案。
4、工艺验证
4.1工艺概述
通常造型工艺在设计时应优先考虑生产难度配套公司现有设备,应该采用大法兰盘在下,方便泥芯定位以及砂型稳定[3];但是这种做法会导致铸件整体在分型面以上、整个大法兰盘在底箱,铁水随型流动范围大,造成铁水杂质含量增多容易出现夹渣、冷隔缺陷。
本次造型工艺采用法兰盘向上,由中间轴孔及侧面窗口做芯头定位。
为了充型平稳采用底注由中间轴孔位置进水,防止铁水大面积流淌形成冷隔和夹渣;浇口比根据铸件重量及结构采用1.3:1.8:1半封闭半开放式浇注系统[4]。在横浇道上安放直孔过滤片进一步除渣处理。
针对热节缩松问题处理,铸件是壳类零件模数小(整体模数接近1CM)壁薄造成不能形成有效补缩通道,只能在泥芯、外模热节位置安放冷铁、铬铁矿砂等进行优化;如下所示。
其它主要参数:①工艺缩尺10‰;②呋喃树脂自硬砂造型、醇基镐英粉刷涂两遍;③模具采用木模一级制作;④浇注温度1350±10℃;⑤浇注时间20±5s⑥8T中频感应电炉化水浇注。
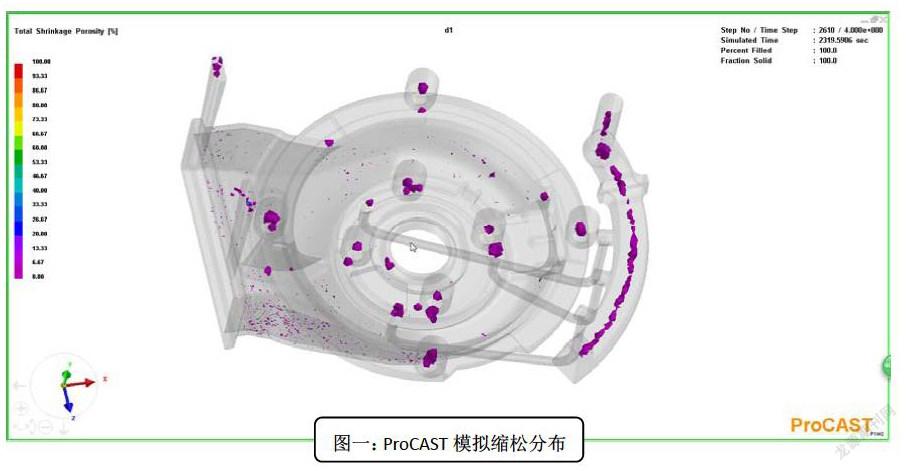
4.2凝固模拟情况
通过凝固模拟软件对铸件浇注、充型情况进行模拟,分析浇注、充型过程中存在的问题,对缺陷性有较高的掌控。
⑴方窗口处存在大量小缺陷,预计与铸件充型紊流有关。
⑵铸件上部法兰未出现缩孔缺陷,主要集中在冒口内。
⑶铸件缩孔缺陷主要集中在下部法兰盘内。
⑷流场问题大,有紊流现象,建议优化,建议倾斜浇注,建议优化内浇道。
4.3调整铁水进流位置
通过凝固模拟,铁水紊流严重铸件内部有缩松缺陷;必须优化进水位置及热节位置处理;经过优化将浇注系统改为侧面窗口进水,铁水由窗口进入,通过窗口下的弧形结构减缓紊流现象,减缓紊流问题较大程度上降低了因为紊流引起的冷隔、夹渣、缩松等问题。
4.3新工艺验证情况
采用优化工艺验证三批次试制件共6件,在公司内部检测中心进行MT、UT探伤均满足客户技术要求,在四川金星清洁能源装备股份有限公司射线探伤合格,探伤检索编号:JXRT-2018-0575,目前公司正常投产396件。
5、结论
5.1端盖类薄壁件紊流是冷隔、夹渣、缩松等缺陷的主要导因,解决紊流能够在较大的程度上解决缺陷问题。
5.2凝固模拟ProCAST软件能够在理论上进行验证铸件充型情况,减少实际生产过程中的废品损失。
参考文献
[1]查明辉.球墨铸铁件电机端盖铸造工艺研究 1674-6694(2013)02-0036-03
[2]the Normenausschuss Gie?ereiwesen.DIN EN1563-2012球墨铸铁件
[3]王君卿.铸造手册 第五卷 铸造工艺(第二版)ISBN 7-111-04073-2/TG-62
[4]王文清、李魁盛.铸造工艺学 ISBN 978-7-111-06082-6
