间位芳纶纤维配比对泡沫成形体系中泡沫性质及纸张性能的影响
2019-09-10甄晓丽张美云宋顺喜王珮瑶
甄晓丽 张美云 宋顺喜 王珮瑶








摘要:采用泡沫成形方法抄造间位芳纶纸,研究了泡沫成形体系下芳纶沉析纤维与短切纤维配比对泡沫性质及纸张性能的影响。结果表明,与水相成形方法相比,采用泡沫成形方法可使压榨后纸幅干度提高3个百分点。提高短切纤维含量,有利于提高湿纸幅于度、体系的起泡性能和泡沫稳定性。与水相成形相比,采用泡沫成形方法有利于分散长纤维,同时提高成形浓度。当达到相同的匀度指数时,采用泡沫成形方法可使抄纸成形浓度提高8倍;当成形浓度为0.4%时,泡沫成形制备的芳纶纸抗张指数与水相成形相比可提高35.4%,且击穿强度基本不受影响;因此,泡沫成形方法对于提高芳纶纸成形浓度、节约干燥能耗、改善纸张性能方面具有突出优势。
关键词:间位芳纶纤维;配比;成形浓度;泡沫成形;纸张性质
中图分类号:TS722
文献标识码:A
DOI: 10. 11980/j.issn.0254-508X.2019. 12. 004
芳綸纤维纸基复合材料由于其优异的绝缘性能、耐热性能和强度性能,广泛应用于电气绝缘、轨道交通和航空航天等领域[1]。但由于芳纶纤维表面光滑、缺少活性官能团、长度较长等缺点,在成纸过程中极易发生絮聚[2],导致成纸匀度较差,影响芳纶纸综合性能。为了改善芳纶纤维的分散性,常用的方法包括:①减小纤维长度,增加纤维粗度;②加入高效分散剂;③对纤维进行改性;④降低成形浓度[3]。其中,降低成形浓度是最简单也是最有效的改善芳纶纤维分散性方法。一般采用植物纤维造纸,浆料上网浓度通常小于1%,而采用芳纶纤维时,为了保证纤维的均匀分散,上网浓度会低至0.005%~0.05%[4],导致生产过程中用水量巨大。因此,提高芳纶纸成形浓度的同时保证芳纶纸性能是该领域急需解决的问题。
泡沫成形技术的出现为上述问题的解决提供了新思路。20世纪70年代,Radvan等人[5]提出泡沫成形技术,是指以泡沫代替水作为介质来实现纤维分散和纸张成形。泡沫成形不仅可以提高长纤维的分散效果,而且可以提高成形浓度,降低造纸用水量[6]。目前,芬兰国家技术研究中心(VTT)在泡沫成形领域做了大量的研究工作,主要集中在泡沫成形过程泡沫的表征、表面活性剂对植物纤维分散与成纸性能的影响,以及利用泡沫成形方法制备纤维素基的功能材料等方面[7-11]。2019年4月,VTT和芬兰科学院共同投资300万欧元在VTT位于Jyvaskyla的工厂建设中试生产线,采用泡沫成形技术生产多孔材料、绝缘制品及非织造布等产品。然而,国内对于泡沫成形技术的研究相对较少,且主要集中在植物纤维上[12],在合成纤维的研究方面鲜有报道。
本研究主要是将泡沫成形技术应用于间位芳纶纸的成形,重点研究了芳纶沉析纤维与短切纤维配比对泡沫性质与芳纶纸性能的影响。
1实验
1.1原料
间位芳纶沉析纤维,平均长度0.8 mm,打浆度35.5°SR;间位芳纶短切纤维,平均长度6 mm。十二烷基硫酸钠(SDS),分析纯,购自天津市北联精细化学品开发有限公司。十二烷基苯磺酸钠,分析纯,购自国药集团化学试剂有限公司。聚氧化乙烯(PEO),购自阿拉丁试剂(上海)有限公司。
1.2仪器
IKA EUROSTAR 20搅拌器(德国IKA);AQJ1-B-Ⅱ纸样抄取器(陕西科技大学造纸机械厂);TD11-H纸页压榨机(咸阳通达轻工设备有限公司);LAD07纸张尘埃匀度仪(加拿大);062抗张强度仪(瑞典L&W);CS2672CX耐压测试仪(南京长盛公司)。
1.3实验方法1. 3.1芳纶纸的抄造
采用十二烷基苯磺酸钠对芳纶纤维进行预处理[13],以去除纤维表面油剂。采用泡沫成形方法抄造芳纶纸时,其成形过程如图1所示。实验抄造的芳纶纸定量为63 g/m2,将沉析纤维与短切纤维按照1:9、3:7、6:4、7:3、9:1比例混合,加入0.4 g/L的SDS,调节纤维质量浓度为0.4%。设定搅拌器转速3000 r/min,搅拌浆料20 min后,迅速倒入抄片器成形,经压榨、干燥后制得间位芳纶纸。采用水相成形时,芳纶沉析与短切纤维比例为6:4,PEO用量为绝干纤维量的0.12%[14]。纸张成形之后,对芳纶纸热压处理,其条件为温度250℃,压力100 kN,速度为3 m/min。
1.3.2芳纶纸干度的测定
芳纶纸成形后,剪成3 cmx7 cm的纸片,称量得到压榨前纸张质量m2;将纸张压榨4 min后,再次称量得到压榨后纸张质量m3。最后将此纸张剪碎成约1 cmx1 cm的纸片并置于已经恒质量的称量瓶(m1)中,再恒质量4h,取出并放于干燥器中冷却至室温,记录称量瓶和纸样质量为m4。压榨前后纸张干度的计算按照式(1)和式(2)进行。
压榨前干度=1-m2-(m4-m1)/m2×100%(1)
压榨后干度=1-m3-(m4-m1)/m3×100%(2)
1.3.3纤维保水值测定
称取约0.5 g的绝干浆料,置于离心管内,以3000 g的离心力离心30 min后,取出浆料称量,置于恒质量的称量瓶称量,然后放入烘箱中干燥至恒质量。保水值的计算如式(3)所示。
保水值=n1-n2/n1×100%
(3)
式中,n1表示离心后湿浆质量,g;n2表示绝干浆质量,g。
1.3.4泡沫性质表征
采用起泡性、滤水体积和泡沫大小及分布表征泡沫性质。实验配制不同配比的芳纶沉析/短切纤维悬浮液,加入0.4 g/L的SDS,搅拌转速为3000 r/min,每隔2 min记录一次体系泡沫高度,连续搅拌20 min后记录最终高度。通常用滤水体积达到50%初始液体体积所用的时间来表征泡沫的稳定性[15]。采用显微镜获取泡沫图片,通过图像统计法计算泡沫平均尺寸及尺寸分布。
1.3.5芳纶纸性能检测
对所制备的芳纶纸恒温恒湿处理24 h后进行物理性能检测。抗张指数根据国家标准GB/T 12914-2018进行计算。击穿电压采用耐压测试仪测定,击穿强度为击穿电压与厚度的比值。
2结果与讨论
2.1泡沫成形对芳纶纸干度的影响
图2为泡沫成形体系下芳纶纤维配比对芳纶纸干度的影响。与水相成形相比,当沉析与短切纤维配比为6:4时,泡沫成形制备的芳纶纸压榨前干度提高了5个百分点,压榨后芳纶纸干度提高了3个百分点。干度的提高有利于降低干燥能耗[16]。此外,随着沉析纤维含量的增多,芳纶纸的干度有所下降,主要是由于沉析纤维保水值高(沉析纤维保水值为220.8%,短切纤维的保水值为15.3%)所致。
2.2泡沫性质分析
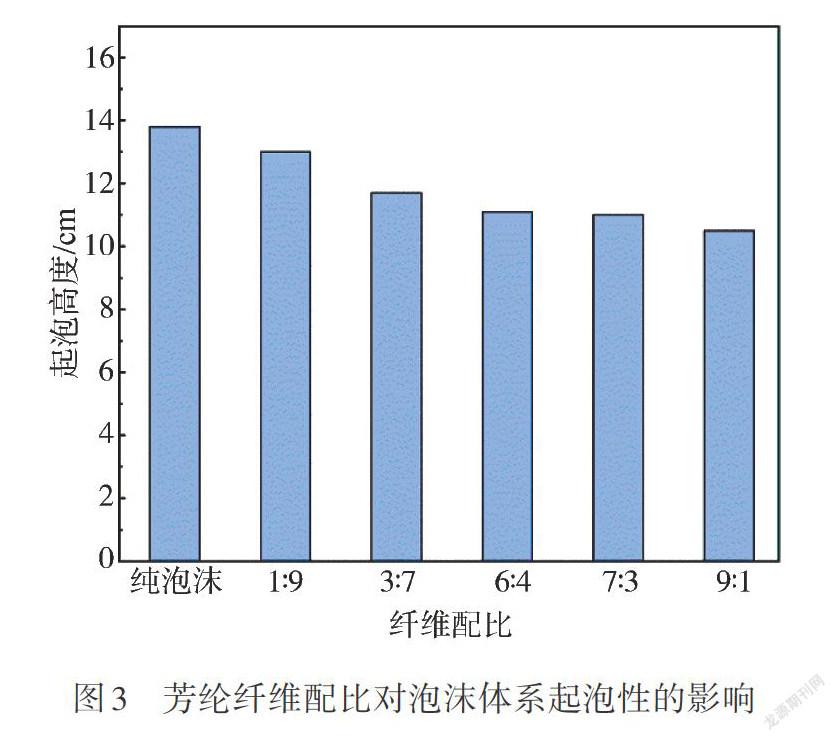
泡沫体系下芳纶纤维配比对泡沫体系起泡性能的影响如图3所示。由图3可知,相比于纯泡沫(无纤维)体系,纤维的加入会降低起泡高度。随着沉析纤维含量的增加,起泡高度逐渐降低。这主要是因为纤维的加入会阻隔表面活性剂在气液界面上的动态吸附与释放,对泡沫的生成产生抑制作用。当表面活性剂用量与能量输入一定时,由于纤维的阻隔作用,体系中倾向于产生更小的泡沫。
泡沫成形体系中,泡沫的稳定性直接关系到浆料输送过程中纤维分散状态的稳定性。图4为芳纶纤维配比对泡沫体系稳定性的影响。由图4可知,与纯泡沫(无纤维)体系相比,加入纤维后的滤水速度有所降低,且稳定性随短切纤维含量的增加而增强。据文献报道,水从泡沫中滤到底部需经过泡沫间的柏拉图通道[17]。由于纤维存在于泡沫与泡沫之间的柏拉图通道内,阻隔了水的滤出,因此加入纤维后,泡沫体系的稳定性有所提高。间位芳纶短切纤维由于长度更长,所以对水的阻隔作用更强,有利于减缓泡沫的演化,因此在泡沫体系中提高短切纤维含量可提高泡沫的稳定性。此外,由图4(b)可知,当沉析纤维与短切纤维配比为7:3时,泡沫平均尺寸由110 um增加至140 um,致使泡沫之间的柏拉图通道尺寸增加,因而水更容易滤出,稳定性更差。因此,体系稳定性随短切纤维含量的增加而增加。
2.3芳纶纤维配比对芳纶纸性能的影响
2. 3.1匀度指数
图5为泡沫成形体系下芳纶纤维配比对芳纶纸匀度指数的影响。由图5可以看出,在水相体系下,降低成形浓度可有效改善芳纶纸的匀度。当成形浓度为0.4%时,采用泡沫成形方法制备的芳纶纸具有更佳的匀度,且与水相体系0.05%成形浓度下制备的芳纶纸匀度指数接近。当芳纶纸匀度指数相近(39)时,采用泡沫成形技术可以使纤维成形浓度从0.05%提高到0.4%,成形浓度提高8倍。
2.3.2击穿强度
图6为泡沫成形下芳纶纤维配比对芳纶纸击穿强度的影响。由图6可知,泡沫成形体系中,随着沉析纤维含量的增多,芳纶纸击穿强度增大。当成形浓度为0.4%时,两种成形方法制备的芳纶纸击穿强度相当,而当水相成形浓度为0.05%时,击穿强度却稍低于泡沫成形体系所抄芳纶纸的。这是因为当水相成形浓度为0.4%时,由于在芳纶纸内部纤维分布极不均匀,仅能测出沉析纤维集中的区域,导致测量值偏高。而当成形浓度为0.05%时,在芳纶纸内部短切纤维与沉析纤维分布较为均匀,数据具有一定的可比性。由此可知,采用泡沫成形方法制备的芳纶纸由于纤维分散性得到改善,在较高的成形浓度下也可获得较高的击穿强度。
2.3.3抗张指数
图7为泡沫成形体系下芳纶纤维配比对芳纶纸抗张指数的影响。由图7可知,随着沉析纤维含量的增多,抗张指数呈现先增后减的趋势,并在芳纶纤维配比为6:4处达到最大,与水相成形趋势一致[15]。成形浓度为0.4%时,与水相成形方法相比,泡沫成形方法制备的芳纶纸抗张指数提高35.4%。降低水相成形浓度,芳纶纸抗张指数逐渐提高,主要是由于成形浓度的降低提高了纤维的分散性,纤维结合得到改善所致。
3结论
以间位芳纶沉析纤维与短切纤维为原料,采用泡沫成形方法研究了间位芳纶沉析与短切纤维配比对泡沫性质与芳纶纸性能的影响。
3.1泡沫成形体系下,芳纶纸干度随短切纤维配比的增大而增大;当沉析纤维与短切纤维配比为6:4时,泡沫成形可使压榨后芳纶纸干度提高3个百分点,有利于后续干燥能耗的节约。
3.2泡沫成形体系下,随着短切纤维含量的增多,起泡性和泡沫稳定性均增加,泡沫尺寸变小。
3.3与水相成形方法相比,当芳纶纸匀度指数接近39时,泡沫成形可大幅提高成形浓度,且对芳纶纸的击穿强度影响不大;在相同的成形浓度(0.4%)下,泡沫成形制备的芳纶纸抗张指数比水相成形的芳纶纸提高35.4%。
参考文献
[1]Chen Lei.The development of M-aramid paper and its application[J].China Pulp&Paper Industry,2016,37(12):28.陳磊.间位芳纶纸的开发及其应用[J].中华纸业,2016,37(12):28.
[2]LIU Jianan,CHEN Kefu,LEI Yichao,et al.Wet-forming Papermaking of Synthetic Fiber[J].China Pulp&Paper,2002,21(5):61.刘建安,陈克复,雷以超,等,合成纤维的湿法成形抄造[J].中国造纸,2002,21(5):61.
[3]Liu Junhua.Study on dispersion of aramid fiber blending system and its mechanism[D].Xi'an:Shaanxi University of Science and Tech-nology,2014.刘俊华.国产对位芳纶纤维悬浮液体系的分散性及机理研究[D].西安:陕西科技大学,2014.
[4]Zhang Meiyun,Hu Kaitang,Ping Qingwei,et al.Converted paper and specialty paper[M].Beijing:China Light Industry Press,2009.张美云,胡开堂,平清伟,等。加工纸与特种纸[M].北京:中国轻工业出版社,2009.
[5]Radvan B,Gatward A P J.The formation of wet-laid webs by a foaming process[J].TAPPI Journal,1972(55):748.
[6]Koponen A,Torvinen K,Jasberg A,et al.Foam foming of long fibers[J].Nordic Pulp&Paper Research Journal,2016,31(2):239.
[7]Mira I.Andersson M.Boge L,et al.Foam forming revisited Part I.Foaming behavior of fiber-surfactant systems[J].Nordic Pulp&Paper Research Journal,2014,29(4):679.
[8]Lappalainen T,Salminen K,Kinnunen K,et al.Foam forming revisited Part Ⅱ.Effect of surfactant on the properties of foam-formed paper products[J].Nordic Pulp&Paper Research Journal,2014,29(4):689.
[9]Hou Q,Wang X.Efect of fiber surface characteristics on foamproperties[J].Cellulose,2018,25(6):3315.
[10]Ojala Antti,Wikstrom Lisa,Nattinen Kalle,et al.Foam-Laid Thermoplastic Composites Based on Kraft Lignin and Softwood Pulp[J].Journal of Renewable Materials,2014,2(4):278.
[11]Wang Wei,Yu Guo-qiang,Yang Yu-jie,et al.Research and Ap-plication of Bio-Packaging Material Based on Foam Forming[J].Paper and Paper Making,2015(8):42.王伟,郁国强,杨玉洁,等.泡沫成形法制备绿色包装材料工艺研究及应用前景[J].纸和造纸,2015(8):42.
[12]Hou Q,Wang X.The effect of PVA foaming characteristics on foam forming[J].Cellulose,2017,24(11):4939.
[13]Li S,Xiang W,M Jarvinen,et al.Interfacial stabilization of fiber-laden foams with carboxymethylated lignin toward strong nonwoven networks[J].ACS Applied Materials&Interfaces,2016,8(30):19827.
[14]Wang Lamei.Study on the manufacture of aramid-mica paper and its properties by mixing aramid fiber and mica[D].Xi'an:Shaanxi University of Science and Technology,2017.王腊梅.芳纶纤维/云母混合制备芳绝云母纸及其纸张性能研究[D].西安:陕西科技大学,2017.
[15]Lu Zhaoqing.The research of aramid 1313 fiber in papermaking and the exploitation of products[D].Xi'an:Shaanxi University of Sci-ence and Technology,2004.陸赵情.芳纶1313纤维造纸技术研究及产品开发[D].西安:陕西科技大学,2004.
[16]KUANG Shijun.Energy Saving Technologies for Pulp and Paper In-dustry[J].China Pulp&Paper,2010,29(10):56.邝仕均。制浆造纸工业的节能技术[J]。中国造纸,2010,29(10):56.
[17]Yan Bing.Study on the dynamic mechanism of oil-water-gas three phrase foam[D].Xi'an:Xi'an Shiyou University,2016.严冰,油-水-气三相泡沫的排液动力学机理研究[D],西安:西安石油大学,2016.[CPP]
(责任编辑:董风霞)