气动打标机的气动回路设计
2019-08-26秦显军于洪金张号赵峰刘新刚
秦显军 于洪金 张号 赵峰 刘新刚
摘 要:为了对产品进行有效的分类管理和质量追踪,需要对产品进行标记,那么打标技术的发展则是势在必行的。为了满足实际工作的要求,打标机的种类比较繁多,其中应用最为广泛的是气动打标机。气动打标机可以在产品上打印各种符号和图形等,在计算机技术发展的辅助下,气动标记的运动轨迹和打标精度更易于控制和实现。本文详细地阐述了气动打标机的气动回路设计,以及气动系统中关键零部件的选择和设计依据。
关键词:气动打标机;气动回路设计;关键零部件
DOI:10.16640/j.cnki.37-1222/t.2019.24.012
1 绪论
气动打标机可以在产品上打印各种符号和图形,因此在各种行业中广泛应用。传统的工业打标机存在效率低,打标精度低等问题,在计算技术发展的前提下,气动打标机[1]的精度有了很大的改善,运动轨迹更便于控制。为了在产品上打印出标记,需要控制气动打标机打标头的运动方向,打标头的运动方向分为水平X方向的移动、水平Y方向的移动和竖直Z方向的移动,打标头的运动是通过气缸来实现的,本文主要是阐述气动打标机的气动回路,并对其关键部件的选择和设计进行重点的介绍。
2 气动回路的总体设计
根据实际工作要求,设计出相应的气动控制回路。气压组件是以压缩空气为推动力,压缩空气具有传动速度快,清洁高效,经济成本低等优点,可以有效的减少发热,可以提高组件的使用寿命和减少能量的消耗。在气动工作回路中,流量决定速度,负载决定压强,执行元件的速度是由压缩空气的流量决定的。在本文中气动打标机实际工作中需要背压,在运动接近终点时,由于有限流孔的存在,会产生回气背压,从而可以在接近终点处的产生缓冲。背压既可以实现预期运动,也减轻了活塞对缸体的冲击。
2.1 气动回路的设计
根据实际工作需要,打标头有三个运动方向,所以需要气压缸M、N、P,三个气缸需要三个电磁换向阀m、n、p分别控制:
(1)M缸和N缸可以并联运动,M缸和N缸在行走到指定位置会触发行程开关A1,根据需要行程开关A1应该和第I条输出管道相连接;
(2)P缸根据信号,使打标头快速靠近工件,当P缸走到终点时,触动行程开关B1,所以和第I条输出管路相连接;
(3)当完成打标后,P缸自动回退,回到B0位置,和第II个输出管道相连接;
(4)P缸回到初始位置时,M、N回退,回到初始位置A0,完成整个过程。
2.2 气动回路执行元件的选择
根据实际工况的要求,M缸的行程确定为150mm,其夹紧力为80N;N缸的行程确定为125mm,打标力大小为150N;P气缸总行程确定为150mm,推动力大小为30N;每个气缸往复运动为400次/小时。
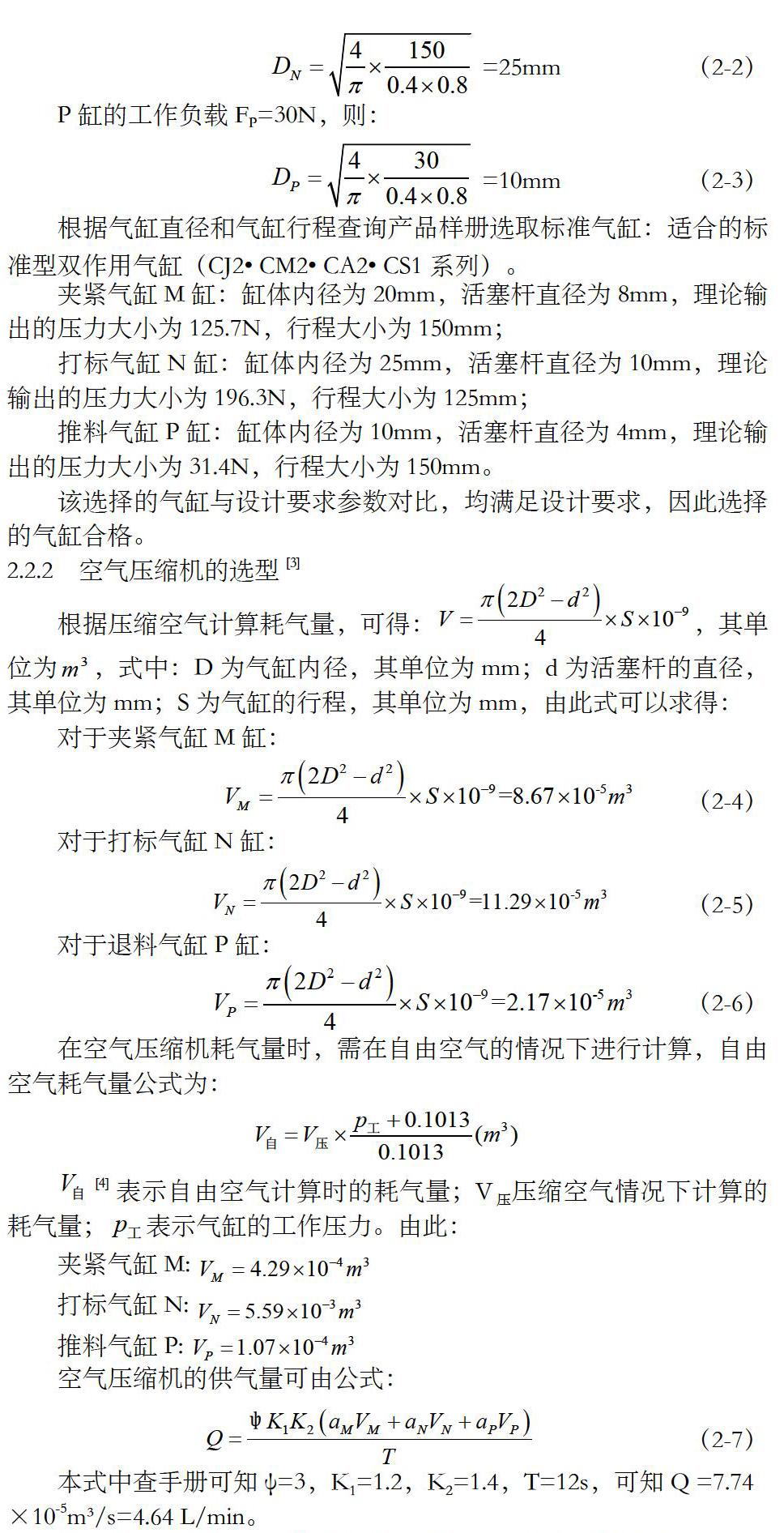
2.2.1 根据设计要求确定工作气缸的直径[2]
3 结束语
本文对气动打标机整体气动回路进行设计的基础之上,对气动系统的执行元件和控制元件进行的详细描述。根据实际工作条件的要求,确定了气缸基本参数和电磁换向阀的型号,并对所选择的气缸进行了校核。为了保证产品的加工精度,需要对气缸等执行元件进行锁紧控制,同时为了延长整个气动回路的使用寿命,还需要对气源进行过滤和干燥。
参考文献:
[1]叶金玲.气动打标机回路设计及仿真[J].机械设计与制造,2015(07):34-36.
[2]陈健,姜晓明,王进等.面向大尺寸气瓶类工件的气动打标机设计与研制[J].机械设计与制造,2012(06):1-3.
[3]杨杰.激光打标机控制系统的研究[D].武汉纺织大学,2014.
[4]姜曉明.高压天然气气瓶气动打标机关键技术研究及开发[D].浙江大学,2010.
[5]何攀,气动打标系统的动态特性分析及运动控制技术研究[D].中南大学,2017.
作者简介:秦显军(1990-),男,山东邹城人,硕士研究生,主要从事自动化设备研发和设计。
