浅析新型大功率LED 球面成型模压机控制系统设计
2019-08-26康茂
康茂
(佛山市多谱光电科技有限公司,广东 佛山 528200)
大功率LED 作为照明光源具有体积小、耗电小、发热小、寿命长、响应速度快、安全低电压、节能、环保等优点,具有广泛的应用前景。为了满足国内封装企业对性价高封装工艺和球面成型机迫切需求,研制出新型大功率LED 球面成型模压机,该模压机采用分离膜脱模的方式进行封装,对模压位置、封装压力、真空和温度等要求比较高,本文研究模压机的特点和主要构成,设计出控制系统方案。其中,基于MECHATROLINK 总线控制的伺服系统驱动和压力闭环控制是本文设计的重点。
1 模压机的技术特点
新型大功率LED 封装球面成型模压机采用数字伺服电机驱动的模压压机四轴平衡移动、高精密球面成型模具、无顶出机构的脱模与光学透镜成型技术,主控系统采用总线控制实现在机械动作中变的更切换速度、转矩、位置控制,可自由控制和实现复杂机械的动作,采用真空合模技术,合模后抽真空、模具加热,封装胶在高温、真空条件下自然脱泡,采用分离膜进行脱模,无须顶出机构、无须对模具进行清模,器件光学光学镜面洁净度高,无清模胶溢出异味,提高了产品生产效率及优良率。
2 模压机的主要组成
模压机的主要组成:压机主体单元、分离膜收放单元、真空单元、温控单元、主控单元。主要介绍压机单元、温控单元和主控器关键部分。
2.1 压机主体单元
压机主体采用伺服电机带动同步轮方式实现模架上下运动。伺服单元采用安川的Σ-V 系列SGDV,MECHATROLINKII 总线通信型,通过通讯可进行位置控制、速度控制和扭矩控制。
2.2 温控系统单元
温控系统采用宇电AI-7048 型温度控制器,该控制器输入数字校正,各输入回路均具备数字滤波,且滤波强度可独立调整;4 路独立的加热PID 控制,SSR 电压输出,先进的AI 人工智能调节、自整定、自适应,控制精确更稳定,具有高速采样周期、远程控制等特点。触摸屏直接控制温控仪表,方便数据采集和控制。
2.3 主控制单元
为了以后方便扩展,实现联机运行,系统全部采用总线式控制。主控采用安川的MP2300 多功能集成型运动控制器,MP2300 除了具有强大的轴控能力外,还具有强大的PLC 功能,众多的输入输出模块可供选择,其自带的PLC 功能可以方便地对系统进行有效的控制。
MP2300 控制器具有如下特点:
(1)MECHATROLINK-II 总线控制。MECHATROLINK 是一个用在工业自动化的开放式通讯协定,最早由日本安川电机开发。MECHATROLINK-II 总线最快速度可达10Mbps,最多允许30 个从站。MP2300 基本模块可以通过MECHATROLINK-II总线控制16 个伺服轴,通过同一根总线网络能够实现各种控制信息(位置、速度、力矩、IO 等)实时通信,最短通讯周期可达0.5ms,保证与各子站之间的数据实时交流,快速响应。
(2)顺序&运动控制的完全同步处理。由于新高速化,不仅提高了CPU 的处理速度,还实现了顺序&运动控制的完全同步处理。
(3)运动网络。通过伺服驱动器连接用高速化运动网络,可实现在机械动作中在线变更增益;切换速度、转矩、位置控制,可自由控制和实现复杂机械的动作。
(4)简单设置。由于可以自动识别连接在MP2300 上的选购模块、伺服驱动器,因此,以往那些必须的定义输入现在都不需要了。
3 模压机控制系统设计
3.1 MECHATROLINK 总线设计方案
模压机采用运动控制器MP2300 作为控制器,并结合人机界面设计。伺服系统和IO 控制采用MECHATROLINK-II 总线控制方式,温控采用RS485 总线控制。控制系统如图1 所示。
3.2 压力闭环控制设计
该模压机关键核心是压力控制,在固化过程中,要保持恒压。合模时,压力采用PID 闭环控制,系统根据设定压力,检测和控制伺服转矩,使压力保持恒定(图2)。
3.3 程序设计
本机的驱动模式采用伺服电机的位置控制与压力控制相结合的方式,保证机台快速响应,伺服系统采用总线控制,在运行中可切换速度、转矩、位置控制,使控制精度更高、更稳定。MP2300 读取压力值,与设定值比较,再执行PID 控制。在此过程中,先进行延时、转矩限幅、尺度转换、PID 参数等操作,控制流程如图3。

图1 控制系统图

图2

图3

表1 温度测试结果
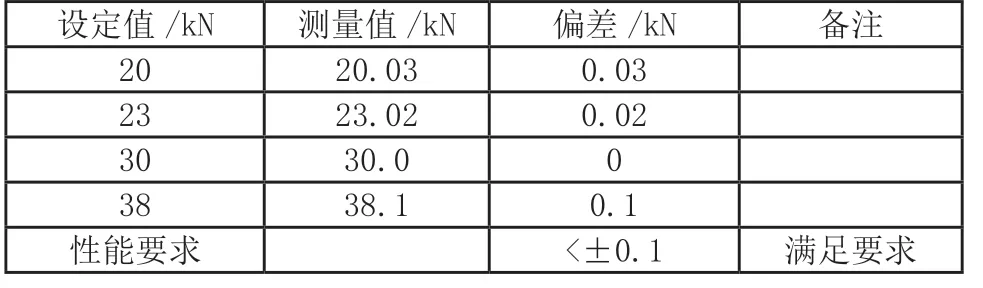
表2 压力测试结果
3.4 结果分析(表1、2)
实际封装设置与检测:
温度设置值与测量值的偏差控制在±0.1℃,满足性能要求。
压力设置值与测量值的偏差控制在±0.1kN,满足性能要求。
封装出来的产品无气泡,球面光滑,无溢胶,效果好。

图4
本文设计了大功率封装模压机的控制系统,采用MP2300总线方式设计,接线简单,开发周期短,设备运行可靠稳定,控制精度高。压力PID 控制响应快速稳定。总线控制方式也适合多台设备,一个MP2300 主控制器,可以控制多台封装压机,从压机的IO 和伺服驱动模块等都采用总线形式,接线简单,集中控制,提高系统的稳定性。另外,MECHATROLINK Ⅲ速度更高,可实现了100Mbps 的高速通信。同时,它还能满足运动控制中高速周期通信以及大数据量消息通信的需求,并能精确同步地和62 个从站进行信息交互。MECHATROLINK 总线控制方式广泛应用于LED 封装压机、食品包装、铸膜机等多个行业。
