应力波技术在轧机机组机械故障诊断领域的应用研究
2019-08-23李洪元
李洪元,高 帆
(重庆川仪软件有限公司,重庆 401121)
0 引言
轧机是冶金行业一种常用的金属加工设备,轧机生产线中任何一台设备故障导致的非计划停机,都会造成整个生产线的瘫痪,直接影响到企业的经济效益。由于轧机工况复杂,转速持续变化且轧钢时间短,一般的故障监测手段容易受到工况的影响而采集到较多的干扰信号,造成故障分析困难,使用效果较差[1-2]。轧机减速机是轧机机组的重要设备,减速机一旦损坏,轧机将失去动力不能运行。轧机机组迫切需要一种可以过滤低频干扰信号的故障监测手段,实时监测设备的运行状况,及时消除故障影响,为生产保驾护航。实践证明,应力波技术可以自动过滤干扰信号,反映设备内部运动部件的真实故障情况。
1 应力波的来源和特点
应力波是自然界中的一种固有的弹性波,可以在固体、流体、空气中传播,但当使用应力波技术检测机械部件的内部质点运动和受力时,研究在固体中传播的应力波。弹性固体质点间因内聚力紧密联系,任何质点振动都会引发其他相邻质点的振动,进而形成波动,这种振动的传播称为应力波。因质点可以同时带动周围质点的振动,所以应力波传播没有方向性,是向四周放射形传播。应力波是应力和应变扰动的传播形式。应力波技术已经被广泛应用于树木测损、管道测漏、地震监测等领域。
在机械设备运转过程中,运动零部件之间产生相对运动,在零部件相对运动时会有摩擦和冲击事件发生,冲击和摩擦事件中微小颗粒的相互碰撞产生应力波。一个健康的设备,其运行状态稳定。应力波是一个平稳的状态,没有幅值相对较大的信号产生。但是当设备运行状态发生变化时,应力波传播的信号幅值将会发生相应的变化,找到应力波变化与机械故障的对应关系,就可以对设备故障进行分析和诊断。因为应力波信号直接来源于运动部件本身,所以能够发现设备本身的超早期故障,且通过长期实时监测,能够反映设备故障的劣化趋势,使设备管理者能够`根据故障发展趋势,提前准备备品备件和制定维修方案。
1.1 应力波系统特点和工作原理
应力波系统由应力波传感器、数据采集箱和分析软件三部分组成。传感器采集应力波信号后由采集箱进行信号处理,然后将处理好的数字信号传送给装在服务器上的分析软件作进一步分析处理。应力波系统不仅可以监测设备全生命周期的运行状态,发现最早期的轴承、齿轮等运动部件的故障,而且对于滚动轴承,可以精确定位到内圈、外圈、滚动体和保持架,且能鉴别复杂故障。应力波原理经过多年的研究,目前可以应用在冶金、建材、电力、石化、装备制造等行业,且多应用在关键设备关键部件的健康监测当中,并发挥了较大作用,给企业带来了可观的经济效益。
1.2 应力波分析工具
应力波技术分析工具有四种,分别为应力波能量图、时域图、直方图和频谱图。能量图可以反映设备的整体运行状态及故障裂化的趋势,甚至是设备检维修的效果。时域图可以看出设备是否有冲击事件发生。直方图可以量化设备运行的稳定程度,是否有大量随机事件的发生,是基于统计学的一种随机事件量化工具。频谱图是将应力波一段时间的时域信号作傅里叶变换,得到设备周期性的故障信号。通过计算各个零部件的故障频率,可以准确找到故障的发生位置,使每次的检修更有针对性。这也使故障诊断本身更有意义。
2 轧机减速机轴承故障类型
轧机减速机由轴承、齿轮和轴三大部件组成,任何一个部件的损坏都有可能造成设备的报废甚至发生事故,如轴承的内圈故障、外圈故障、滚动体损失、保持架故障,齿轮的啮合不良、断齿、齿面胶合、齿面点蚀等故障,轴的不平衡、不对中、弯曲等故障。其中,轴承发生故障的几率高,也容易引发设备停机。轴承的故障可以细分为下列几种。
①疲劳点蚀。
轴承受交变载荷或者循环载荷时,造成轴承内部某个接触点出现疲劳损坏,进而发展成裂纹。当裂纹闭合后,造成材料的片状脱落,轴承滚动体与轴承内圈或者外圈相互作用,易形成点蚀。
②磨损。
轴承运转过程中,由于内部相对运动有摩擦事件产生发生零件表面磨损,当轴承安装不当、润滑不良、润滑油污染时,会使磨损加剧,导致轴承过热、轴承游隙变大、轴承加速损坏等后果。通过分析润滑油中的污染物,可以间接反映设备的磨损情况。但其只是定性分析,且离线分析,费时费力。
③锈蚀。
当轴承密封不良或者有水分进入轴承时,会造成轴承化学腐蚀;另外,某些设备接地不良时还会发生电蚀,电流通过轴承滚动体润滑油膜时发出火花,造成滚动体滚道出现局部地熔融和凹凸现象[3]。
④胶合。
轴承在高速重载、润滑不良、高温环境下运行,会出现轴承金属熔焊现象。由于设备在不断运行,轴承胶合后又被冲开,然后又胶合,再冲开,造成滚道出现较大脱落或者异物,对轴承造成不可逆转的伤害。
⑤保持架故障。
轴承保持架是轴承的关键且易损部件,保持架一旦失去其功能,轴承将面临报废的风险,保持架故障包括保持架兜孔的磨损、保持架变形、保持架断裂等。保持架发生故障时,其本身的故障很难检测,但可以在与其配合的部件上体现[4]。比如当保持架窗梁断裂时,滚动体失去原有的运动位置,滚动体乱序剧烈摩擦,造成轴承超温和其他故障的恶化。
3 设备故障诊断流程
轴承在发生故障后,故障一定会造成设备运行状况的不断恶化。轴承座附近出现噪声时,会引起设备管理人员的注意。设备管理人员根据自己的工作经验,通过听针或者手持式的振动检测仪,分析故障的位置和原因,这并不是不能实现。但是这种处理方式严重依赖于设备管理者的工作经验,且容易误诊、漏诊,设备管理者亟需一种实时在线的智能分析系统来减轻设备健康诊断工作的负担[5]。
3.1 应力波系统故障诊断流程
应力波故障诊断流程如图1所示。
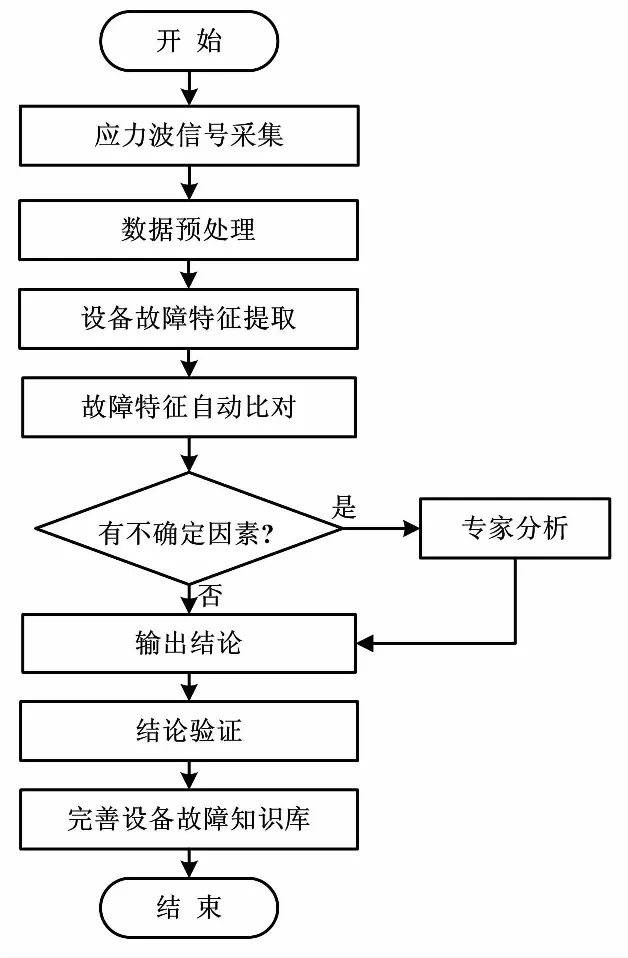
图1 应力波故障诊断流程图
通过分析应力波传感器采集设备的应力波信号,结合设备转速、负载等运行参数,判断应力波信号变化的原因。然后从采集的应力波信号中提取设备的故障信息,包括设备故障频谱、设备随机事件发生次数统计、设备实域冲击信号等。将应力波信号中的实际值与设备知识库中的理论值进行比对,分析得到故障的位置和故障类型。如果系统自动分析存在不确定因素或者无法得出结论,由工程师进行后台分析,去除干扰因素,结合对设备以往的运行状态的了解,确定最终的结论。跟踪设备检修进度,完善设备故障知识库,提高设备的自动诊断能力,逐渐实现全自动智能诊断。
3.2 轴承故障频率计算
轴承的故障频率可以在得知轴承详细参数后,通过公式计算,得到轴承组成部件各自的故障频率[6];对于国外进口轴承,如SKF、NSK、FAG等品牌轴承,可以在其官网中查询其通过试验得到的轴承故障频率。
轴承的故障可按下列公式计算(假定外环不动)。
轴承内圈故障频率:
(1)
轴承外圈故障频率:
(2)
轴承滚动体故障频率:
(3)
式中:D为轴承节圆直径;d为滚动体直径;a为压力角(弧度);n为轴的转速;N为滚动体个数。
4 故障诊断案例
某公司一炼轧厂精轧机组减速机频繁出现轴承故障问题,使用应力波技术产品对该企业的F1~F7共7架精轧机组进行了应力波实时监测。通过一段时间的数据观察和分析,发现了多个机械故障问题。经开盖验证,检修结果均与分析结果吻合。
4.1 设备基本情况
轧机减速机机械结构如图2所示。
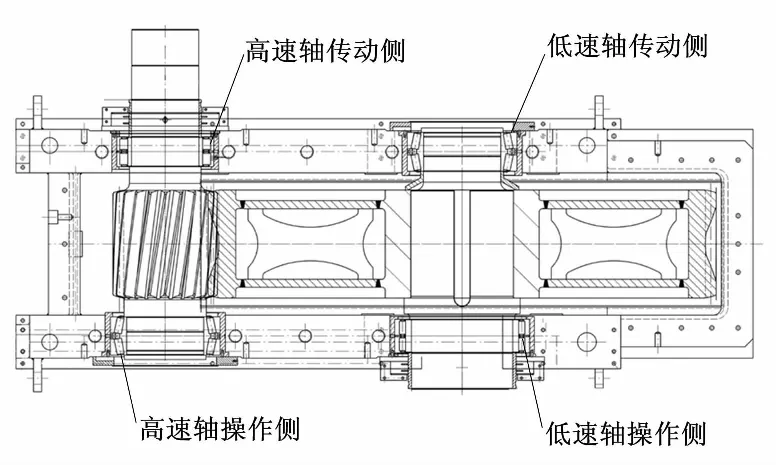
图2 轧机减速机机械结构图
该减速机采用单级圆柱斜齿轮减速,减速比为5.4。F1减速机基本参数如表1所示。
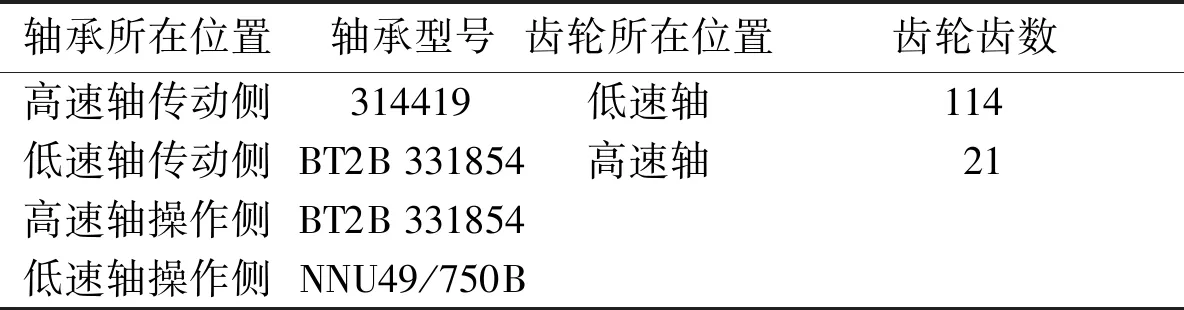
表1 F1减速机基本参数
根据轴承参数,使用式(1)~式(3)进行计算,并结合轴承官网提供的轴承信息,得到如表2所示的F1机架减速机故障频率表,供故障分析定位使用。
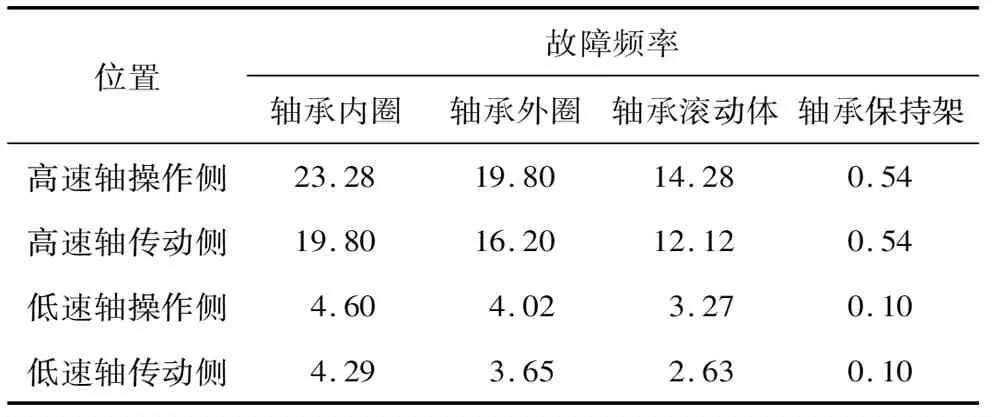
表2 F1机架减速机故障频率表
4.2 应力波监测情况
应力波监测表明,7机架精轧机组减速机高速轴时域信号图中有明显冲击事件发生,尤其在0.2 s和0.4 s附近时有较大电压值。F1机架减速机高速轴时域如图3所示。图3表明此时有较大冲击,但是这并不意味着设备一定有明显故障,需借助其他分析工具一起分析。频域图中发现有明显的故障频谱,频率值为28 Hz,且存在倍频。
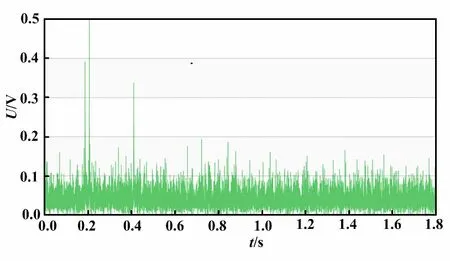
图3 F1机架减速机高速轴时域图
F1机架减速机高速轴频谱如图4所示。该时刻高速轴转速为72 r/min,331 854/HA1轴承故障频率在外圈固定、内圈转动的情况下各部件故障频率。
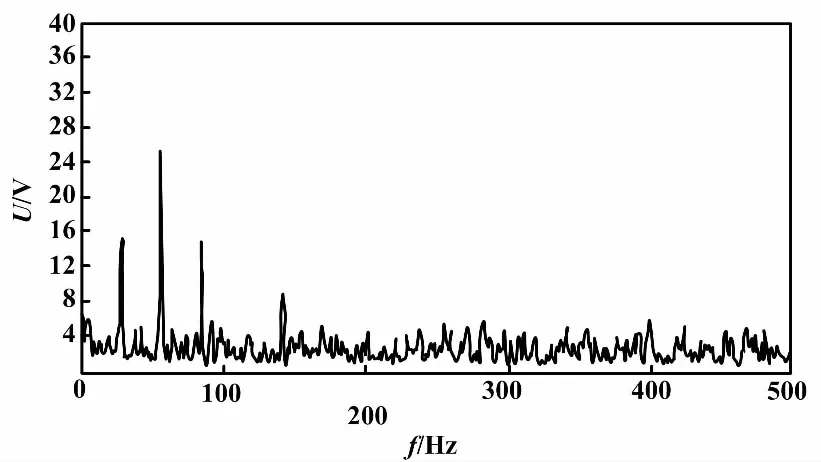
图4 F1机架减速机高速轴频谱
计算得到高速轴轴频为1.20 Hz,低速轴轴频为0.22 Hz,齿轮啮合频率为25.20 Hz。对照表2轴承各部件故障频率可以发现:28 Hz对应高速轴操作侧轴承滚动体的两倍频,系统自动诊断为滚动体故障。但人工分析知,滚动体故障频率的倍频不是一直保持不变,再加上轴承温度升高,表明滚动体已经发生了乱序,滚动体相互挤压发生了剧烈摩擦。同时,考虑到滚动体发生故障时多数伴随轴承保持架的故障,且保持架故障不易发现,所以确定结论为该轴承滚动体发生故障,且极有可能保持架窗梁已经断裂,引起滚动体运动时相互干涉。因此,建议立即对高速轴操作侧轴承进行开盖检查。
开盖后发现,减速机高速轴轴承保持架窗梁断裂,滚动体失去原有确定的运动位置,相互挤压干涉,且滚动体发生不同程度的磨损。该结论与人工分析结论吻合。通过修正和完善设备故障知识库,系统自动诊断能力得到提升,并在后来的一个月内发现了F4和F5减速机轴承保持架的类似故障,为7架轧机的稳定运行提供了可靠保障。
5 结束语
通过实际案例证明,应力波可以作为一种有效的技术手段,应用于轧机的在线故障诊断,且系统的自动诊断和系统故障知识库的不断学习完善是该技术发展的重要内容。对于在复杂工况中运行的设备,人工分析和系统智能诊断有机结合,能够显著提高工作效率和诊断效果。但是,发现和定位故障不是设备管理的最终目的。不管是设备结构设计和装配制造,还是设备工况及生产线工艺,都是影响设备使用寿命的重要因素。找到造成设备故障的根本原因,并利用有效的技术手段在线监测设备的运行状态后,将定期和被动维修模式转变为预测维修甚至是主动维修模式,从而最大程度上延长设备的使用寿命,才能保证生产线的稳定运行,达到提高经济效益的最终目的。
